線束綁扎固定的設計研究
2021-10-19 11:30:40林殿夫馮柏潤夏赫蓬孫業峻陳宏超陳浩東
機電元件 2021年5期
林殿夫,馮柏潤,夏赫蓬,孫業峻,曹 鵬,陳宏超,陳浩東
(沈陽興華航空電器有限責任公司,遼寧沈陽,110144)
1 引言
目前,工業系統呈部件化方向發展,線束集成類產品的地位不斷提升,例如在機載裝備中,電氣線路互聯系統已提升到系統級別,其重要性不言而喻。綁扎作為線束制造后期的一個工序,影響著線束產品的外觀、電性能、可靠性、耐環境特性等方面,設計好綁扎固定是精益制造的關鍵點之一。
2 綁扎的作用與通用要求
2.1 綁扎工藝
線束綁扎是用特定的綁扎線、綁扎帶把導線束、電纜束捆扎在一起或降低線束在系統內自由度的工藝方法,有助于使其集束、穿套、過孔等布線工藝的實施,節省空間,便于檢修,還起到固定作用,優化線束的外觀。但是,選擇錯誤的綁扎材料會導致線束耐高溫、振動性能降低,刮傷、擦傷其他組件;錯誤的綁扎方式會使綁扎物掉落到別處,影響系統工作。
2.2 綁扎作用
當前,無論對于任何產品,外觀都越來越被重視,線束綁扎可以使線束外形規整美觀,同時合理的綁扎還能節省系統空間,進而便于工藝布局與維修,此外綁扎還可使線束有效集束,便于穿套、穿孔等工序。系統在運行時,會遭遇振動、沖擊、墜撞等環境,造成導線之間出現相對位移和摩擦,絕燃層損毀后有短路的隱患,引起系統故障,如果環境中還帶有一些腐蝕性的化學物質,那么會加劇這種破壞,線束綁扎可有效預防上述問題發生。
2.3 綁扎的通用要求
綁扎須在確認電路布線無誤后開展,在綁扎時務必保證導線束或電纜束的平順,不宜過緊,柔軟為最佳,使線束截面盡可能保留原有形狀,一般為圓形。導線在線束彎曲處不應由過大的串動。
3 綁扎物和緊固座
線束的綁扎物主要包括綁扎線、綁扎帶,以及配合上述二者使用的緊固座等,以下分別介紹。其余綁扎物繩索、系帶具有較強的專用性,綁扎方式單一,在本文不做闡述。
3.1 綁扎線
線束的綁扎線有無堿玻璃紗繩、錦綸絲繩、錦棉繩、苧麻線等,按GJB 3789-1999、FZ 66303-1995等標準執行。
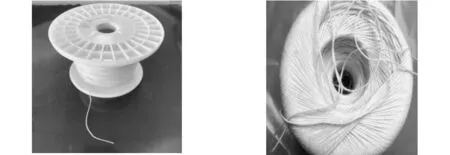
圖3 無堿玻璃紗繩 圖4 錦綸絲繩
3.2 綁扎帶
由于線束應用的環境條件復雜,所以扎帶的種類繁多,根據材料一般分為金屬扎帶、尼龍扎帶、鐵氟龍扎帶等,分別執行各自的行業標準,可使用手動或電動工具進行綁扎操作。金屬扎帶:常用304不銹鋼,韌性較強,耐溫高達800℃,具有一定的抗腐蝕能力,緊固效果極佳;尼龍扎帶:成本低、重量輕,應用于有絕緣需求的場景,是目前用途最廣泛的扎帶。
根據線束使用的一些特殊場合,扎帶也可加工成特殊構造,根據其結構種類,有固鎖式扎帶、可退式扎帶、雙鉤式扎帶等,以滿足不同場景的個性化綁扎需求。例如固鎖式扎帶:扎帶端部自帶螺孔,在將線束綁扎后,可配合螺釘將其固定于基板上;可退式扎帶:扎帶端部帶有按鈕,在按下后,扎帶上的鋸齒痕轉過一定角度,使扎帶松開,具備多次使用能力。
3.3 緊固座
為使線束的綁扎效果進一步提升,增強綁扎可靠性,一般在綁扎的基礎上還需使用緊固座來配合扎帶使用。最常見的緊固座為如圖5的卡箍。喉箍僅適用有密封需求場合,而抱箍常用于電力電纜。

圖5 卡箍
對不同使用場景可使用卡箍。粘黏式卡箍:可粘貼到基板上,插入扎帶即可使用,常用于不可打孔處;螺絲式卡箍:采用螺釘固定在基板上;馬鞍式扎帶卡箍:與相比普通卡箍,馬鞍狀的半槽使導線更容易固定;可嵌入式卡箍:自帶插銷機構,不需螺釘就能固定在基板上。
卡箍內應填充質軟的橡膠材料用以填充和支承,以避免機械零件對導線的損傷[1]。
4 綁扎方式
4.1 人工綁扎
人工綁扎常見于扎線和尼龍扎帶,捆扎前應保持線束中的導線平行,也可對導線進行預絞合,絞向可選用S絞向或Z絞向,但整束導線必須統一,不可采用SZ絞向,絞合的節距比、絞入率根據導線結構及材料視情而定。綁扎時注意相鄰的綁扎點距離,根據線束內導線根數、外徑、表面摩擦系數而定;綁扎點的扎線寬度一般為5~40 mm,超過35mm時允許適當加長。綁扎的松緊程度適中,防止勒傷線束。下述幾種綁扎方法可供設計者參考:
丁香結的打法見圖6,起源于高桅帆船時代,用于編織繩梯,幫助水手完成登高作業,操作簡便,但曾發生過自行松開的案例。所以在用丁香結綁扎時,為提升可靠性,可涂膠黏劑加固。
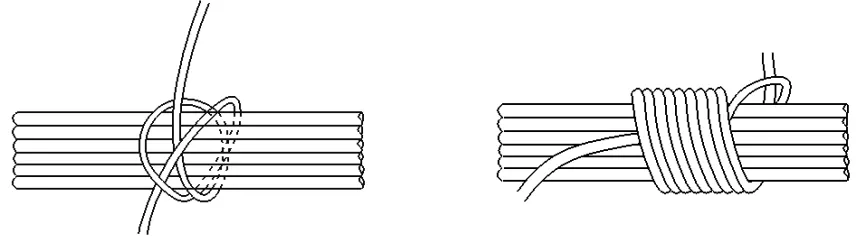
圖6 丁香結 圖7 樹枝結
樹枝結的打法見圖7,是嫁接樹木中最常用的繩結,因此得名。也是線束中常用的繩結之一,其特點是綁扎十分牢靠。
索結的打法見圖8,用于綁扎操作困難的區域。連環丁香結的打法見圖9,用于箱內、盒內的線束。其它線束在使用連環丁香結時,如果一處綁扎松弛,那么會導致其它綁扎處發生位移或松脫,可靠性會有一定降低。
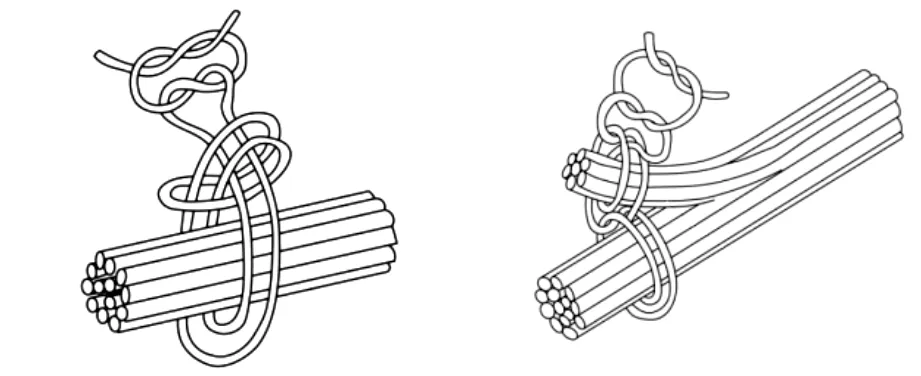
圖8 索結 圖9 連環丁香結
布林結的打法見圖10,被稱為“繩結之王”,廣泛應用于起重、艦船、消防、登山等場景,在經歷較大負載的拉緊后,仍然能夠解開,十分適用于有頻繁改制需求的用戶。

圖1 無堿玻璃紗繩 圖2 錦綸絲繩

圖10 布林結打法 圖11 手術結打法
手術結的打法見圖11,適用于扁平線束的梳形。
4.2 自動綁扎
自動綁扎常應用于金屬扎帶,利用綁扎槍等設備,通過控制扎帶或線束的運動位移來實現。綁扎設備應具備裝夾、拉緊、切斷、調力4個基本功能[2] 。定期應校正其定向進給機構,以提高綁扎的成功率,避免偏離導向槽。
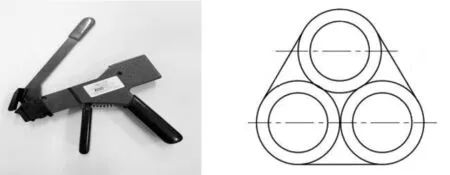
圖12 綁扎槍圖 圖13 動力電纜的捆扎固定
5 特殊電纜的綁扎固定要求
5.1 同軸線束
同軸線束的各層屏蔽、護套直徑都影響著特性阻抗、衰減常數等電性能,因此在選擇緊固座時應保持壓力分布均勻,盡量減少線束的形變,尤其在線束拐點處,彎曲半徑不宜過小,柔性同軸線束最小彎曲半徑為線束的6倍,半剛性同軸電纜最小彎曲半徑為線束的10倍。
5.2 柜內電纜
由于機柜內部沒有明確走線路徑,受操作者個人能力影響,可能致使線束綁扎一致性差,存在質量隱患,因此設計者最好實現模擬內部情況,預先制定綁扎位置與方式,使線束在施工中排列齊整,綁扎間距可視情減小,優先使用連環丁香結進行綁扎。
5.3 動力電纜
對于截面積大于16mm?的三相動力線,可采用綁繩或塑料機械帶按圖13所示的方法成三角形單獨的線束綁扎[3],可使用厚度超過3mm的熱鍍鋅扁鋼抱箍進行固定。
6 結語
線束綁扎與固定的工藝設計,需要掌握綁扎物的材料特性、綁扎結構的應力情況,線束的應用場景千差萬別,應結合具體情況因地制宜,選用最合適的綁扎方式,保留合適松弛度,制定綁扎的位置與長度,這樣才能使線束在正常工作的前提下,兼顧改善實用與美觀。