產品生產流水線的技術和組織一體化設計
2021-10-19 01:52:14賈舒媛侯開虎馬志恩
攀枝花學院學報 2021年5期
賈舒媛,侯開虎,馬志恩
(1.攀枝花學院 智能制造學院,四川 攀枝花 617000;2.昆明理工大學 機電工程學院,云南 昆明 650500)
企業產品生產過程采用流水線生產可以提高生產率,縮短生產周期,能在較短的時間內提供市場大量需求的產品,降低生產成本[1]。本文進行某產品生產流水線的構建,以福玖玖食品公司的番茄糕產品的生產作為研究背景。目前該公司生產規模屬于小作坊式,生產制度、設備、布局、生產過程等都存在問題,長期以來產品生產效率低下,生產成本較高,成為公司所面臨的重要難題。生產方式是生產線組織生產的核心,也是競爭的關鍵。在番茄糕產品現有手工線基礎上,提出轉變番茄糕生產方式,采用流水線進行生產產品,以期企業提高市場反應速度,提高市場占有率。
1 產品原生產線介紹與分析
以該公司番茄糕產品的生產為研究對象,為該產品生產過程建立一條生產流水線。搜集生產過程詳細資料,了解目前番茄糕的產量、周期、質量和成本,明確各工序在操作過程中的主要功能,明確整個生產布局情況,對原手工線有一個充分認識,據現生產工藝流程,繪制出產品生產流程現狀表[2],如表1所示。
采用Flexsim模擬[3]仿真整個生產過程(圖1)發現,僅片上包食品薄膜這步工序的工作率超過90%,而其他工序的工作率普遍低于50%,該工序成為加工車間的生產瓶頸,制約著整個生產能力的提高。綜合研究發現,現有生產流程的不足:①預煮工序使加工的物料在生產過程中產生逆向物流。②包裝工序復雜,整個包裝工序時間長。③手工清洗效率低下,烘烤工序存在多次反復搬運。④產品生產周期長與產量低,不能滿足市場需求。⑤手工操作工序較多,如選料、清洗、熬制等均屬于手工操作。⑥存在隱藏成本浪費,存在多次人工搬運。⑦工序耗時兩極化,導致整個生產流程前塞后閑。
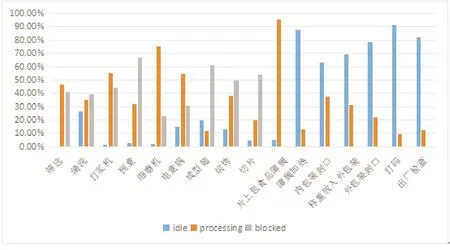
圖1 Flexsim模型中各工序工作情況百分比
2 流水線技術設計
為該產品生產流水線進行技術設計,也叫“硬”件設計,包括流水線工序、設備、布局設計[4]。
2.1流水線工序設計
采用工業工程“5W1H(即What,Why,When,Where,Who,How)”提問技術、“ECRS(即Eliminate,Combine,Rearrange,Simple)”四大原則進行問題分析與改善[2]。具體改善措施有:①取消預煮軟化工序,通過重置磨碎機提高磨碎精度。②交換制片與包膜工序的順序,實現對包膜環節的批量處理。③合理采用機械化與手工結合進行生產。④平衡各工序時間,盡量消除“瓶頸”。改善后的生產工藝順序為:⑴備料⑵清洗⑶加工⑷緩存⑸熬制⑹烘烤⑺預處理⑻制片⑼內包⑽外包⑾下線,共11道工序,其中手工操作工序2道,機械操作3道,機械+手工操作工序5道。
2.2流水線設備與布局設計
本產品生產流水線需要的設備分為流水線加工設備、儲存設備和運輸設備[4]。
(1)流水線加工設備。前期分析發現部分工序耗時大,工序復雜,不符合流水線生產工序簡便、生產快捷的特點,故在工序改善基礎上引進新加工設備:果蔬清洗機、破碎機、電煮鍋、烘烤機(烘道)、熱縮機、切制機、塑封機。
(2)流水線儲存設備。儲存設備用于解決細磨后漿汁的緩存工序[5]。按照加工番茄50kg進行緩存,清洗后增重2%,忽略增重部分水的密度與番茄汁密度的差異。計算緩存容器的大小容積為:
(1)
其中m指原料的質量,單位是kg,ρ指原料的密度,其值為1.2kg/L。另外應考慮多余部分的緩存,因此最后設計出緩存容器體積為50L。設備結構為圓柱體形,標記有可視的容積刻度,有進、出料口。
(3)流水線運輸設備
在對流水線進行選擇和設計時,還需分析該流水線運輸設備[5]。以第1道工序“清洗”和第2道工序“加工”之間的輸送情況為例,在進行第1道工序往第2道工序輸送在制品時,此時輸送對象為固體形式的果蔬,輸送過程中存在輸送量小、輸送速度慢、輸送距離短的特征,同時不存在積存或釋放的情況。其他工序的分析類似,由于篇幅關系,此處不一一贅述。分析得出本產品生產流水線設計的運輸工序、物料性質、物流量、運輸速度與距離如表2所示。

表2 流水線物料運輸統計
流水線布局與加工過程物流因素有關[5-6]:①分析生產流水線工序和生產流水線設備在加工過程中產生的物流情況,并根據物流量大小和和物流距離進行定量分析;②通過繪制物流從至表可以發現流水線整個物流“流動流向”,均是按照工序順次流動;③通過繪制流量距離圖可以發現本產品生產流水線物流移動次數有10次,表明該生產流水線物流簡單,便于物流管理。綜上該生產流水線的布局適合采用開口形原則(U形)。流水線設備綜合布局如圖2展示。
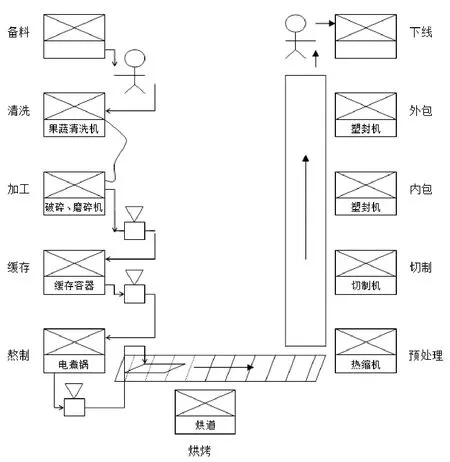
圖2 改善后的產品生產流水線布局圖
3 流水線組織設計
在上述基礎之上,接下來進行流水線組織設計,也叫“軟件”設計,即流水線節拍、負荷、標準工作指示圖表、流水線平衡、流水線工人安排[5-6]。
3.1流水線節拍設計
安排單位時間內(30min)生產1份產品,即10kg產品。本產品生產流水線部分工序按照重量進行計量(備料:熬制:烘烤=6:4:1,該比例為調研統計數據)。進行標準時間計算以及寬放率參數的確定[2-3],得出流水線工序時間如表3所示。
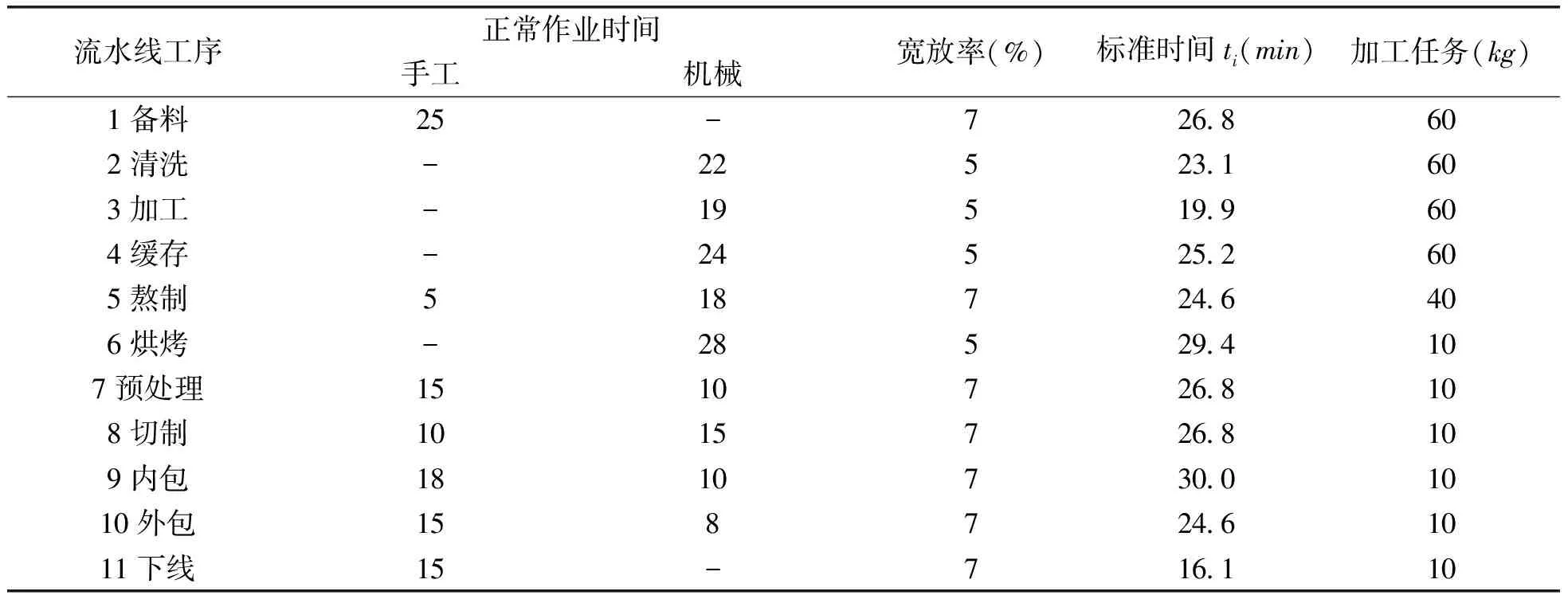
表3 流水線工序時間表
基于上述條件,設各流水線工序號對應的標準時間為ti,單位是min,出產份額為n,單位是份,關鍵瓶頸工序(占用時間最多的工序)時間為生產節拍時間計算流水線生產節拍和工序節拍如下[4-5]。
(1)生產節拍C:

(2)
其中:Fε指計劃期內的有效時間,此處Fε=maxti,單位是min,N指計劃期生產任務的數量,此處N=n,單位是份。
(3)
其中:ti指計劃期內工序的有效時間,單位是min,n代表出產量份數,單位是份。據該公式統計流水線工序節拍,繪制節拍曲線圖3所示。
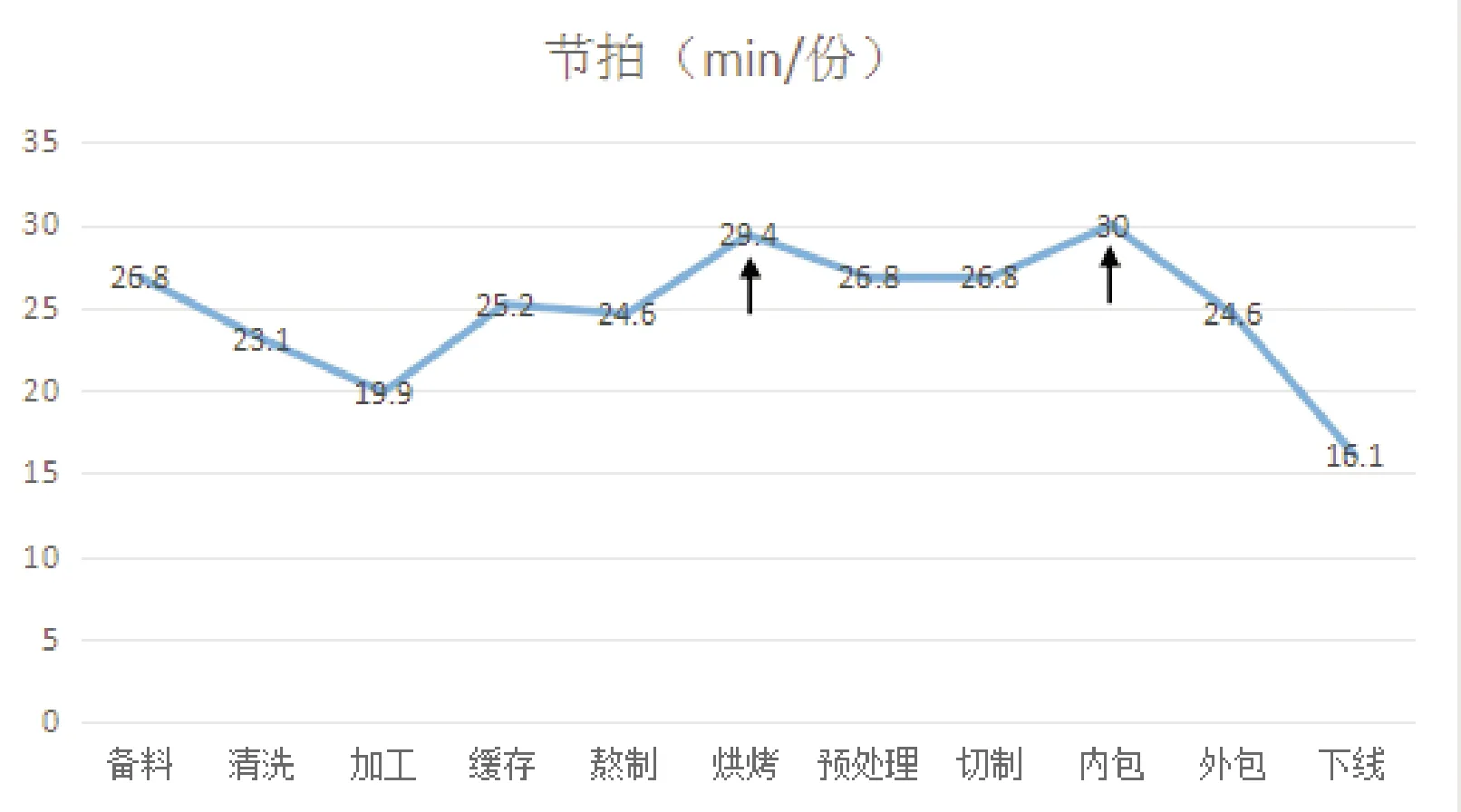
圖3 流水線工序節拍曲線圖
圖3中節拍時間最長的6號(烘烤)、9號(內包)工序為該流水線的瓶頸工序。
3.2流水線負荷設計
流水線負荷包括工序負荷和生產負荷,前者是每個工序的負荷,后者是整條生產線的負荷。按照公式計算工序負荷和生產負荷,其中工序時間單位為分鐘(min),工序負荷為百分數(%)[5-6]。

(4)

(5)
maxti=30.0
(6)
ti指計劃期內工序有效時間,單位是min,maxti是計劃期內工序最大有效時間,此處m是指生產工序的個數,其值為11。流水線工序負荷率如表4所示。
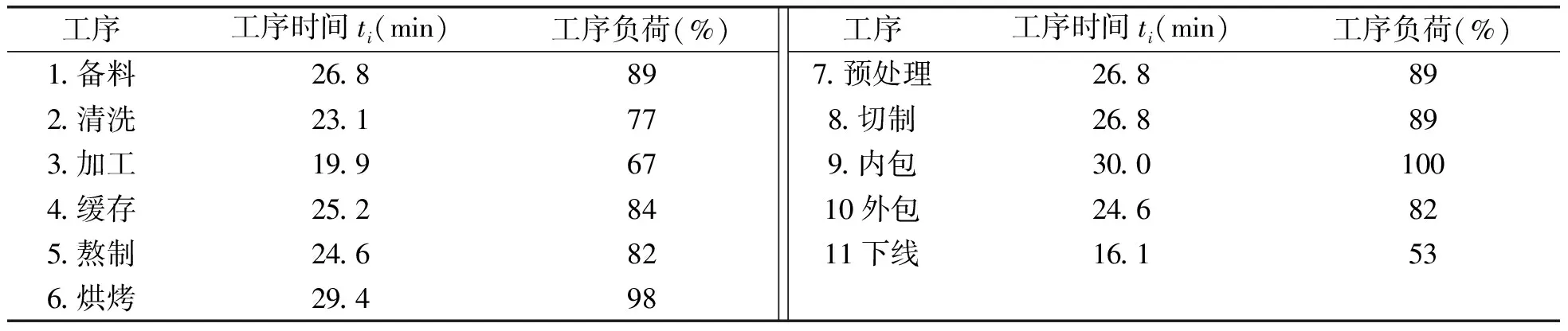
表4 流水線工序負荷率

前期流水線布局設計中,根據多種布局方式優缺點的比較,得出該產品生產流水線的布局適合采用開口形原則(U形)[6-7]。結合本章節內容該產品流水線生產負荷的計算[5],其負荷率為82.8%,所以將該生產線為間斷型流水線。
3.3 標準工作指示圖表繪制
流水線標準工作指示圖表的繪制,是根據工序生產能力以及工序負荷率,按照8小時生產制度,計算每個工序在制度時間內需要完成的加工任務、時間定額、間斷次數、間斷時間、工作時間等[5]。
(1)工作時間=標準時間×16,即工序標準時間為0.5小時生產時間,8小時工作時間則是標準時間的16倍。
(2)間斷時間=上班時間-工作時間。
(3)間斷次數=間斷時間÷30,取整。
流水線標準工作指示圖表如表5所示。
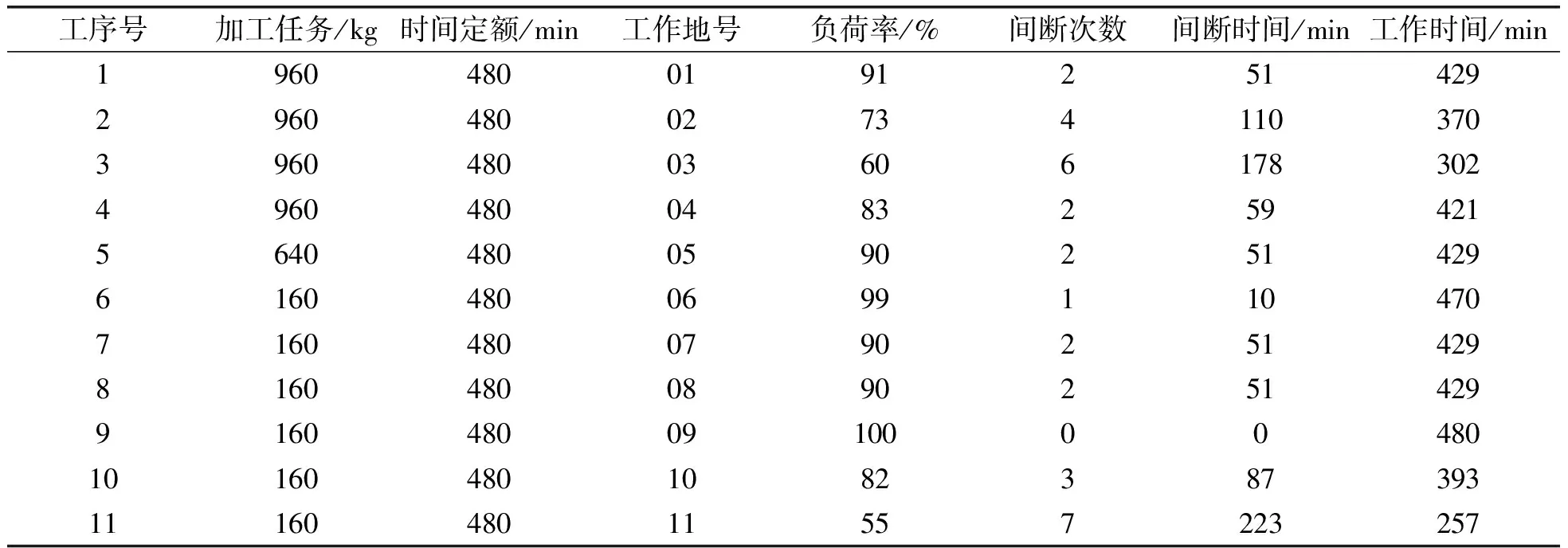
表5 流水線標準工作指示圖表
標準工作指示圖表5對于本生產流水線工作地生產制度安排有如下[7]:
(1)本生產流水線11個工序組成的11個基本工作地,上班時間(灰色)均是8小時,上午4小時,下午4小時,中午休息(白色)2小時[8];
(2)計劃每個基本工作地的工作時間,同時得出間斷時間,由于30分鐘為一個生產節拍,因此在節拍內產生間斷次數[8-9];
(3)計劃每個基本工作地的加工任務,以及工作地的負荷率。
3.4流水線平衡設計
流水線平衡是運用工業工程相關理論和方法,解決以下3個問題[3-4]。(1)流水線節拍中瓶頸工序,也就是工序加工時間最長的工序;(2)流水線工序負荷小于75%的工序;(3)流水線工序間斷時間大于100min的工序。
流水線中存在瓶頸工序的是:6(烘烤)、9(內包)號工序;流水線中存在負荷小于75%的工序是:3(加工)、11(下線)號工序;流水線中存在間斷時間大于100min的工序是:2(清洗)、3(加工)、11(下線)號工序。
綜合三種問題,運用工業工程“5W1H”提問技術和“ECRS”四大原則進行流水線平衡[2-4]。
針對問題原因,用“ECRS”四大原則進行改善,有兩個有效措施使該生產流減少瓶頸工序、間斷時間和提高流水線負荷[2-4],具體為:(1)合并工序。合并工序負荷小于75%的工序,在基礎工作地安排上重新組成新工作地,提高流水線負荷[10-11];(2)合理安排工人。瓶頸工序,應盡量減少操作步驟,合理安排工人人數[12]。
合并2(清洗)、3(加工)、4(緩存)號工序,組成新的工作地,同時該三個工序屬于機械化操作,合并后更有利于集中管理[13],同時提高流水線負荷,合并后新的工作地節拍時間為26.3min。
11號工序操作步驟較少,不利于單獨成立工作地[14],合并10(外包)、11(下線)號工作,組成新的工作地,合并后新工作地節拍時間為24.6min。
根據流水線平衡結果,最終合并成9個工作地,計算流水線正式工作地各工序時間和負荷得出圖4和圖5。
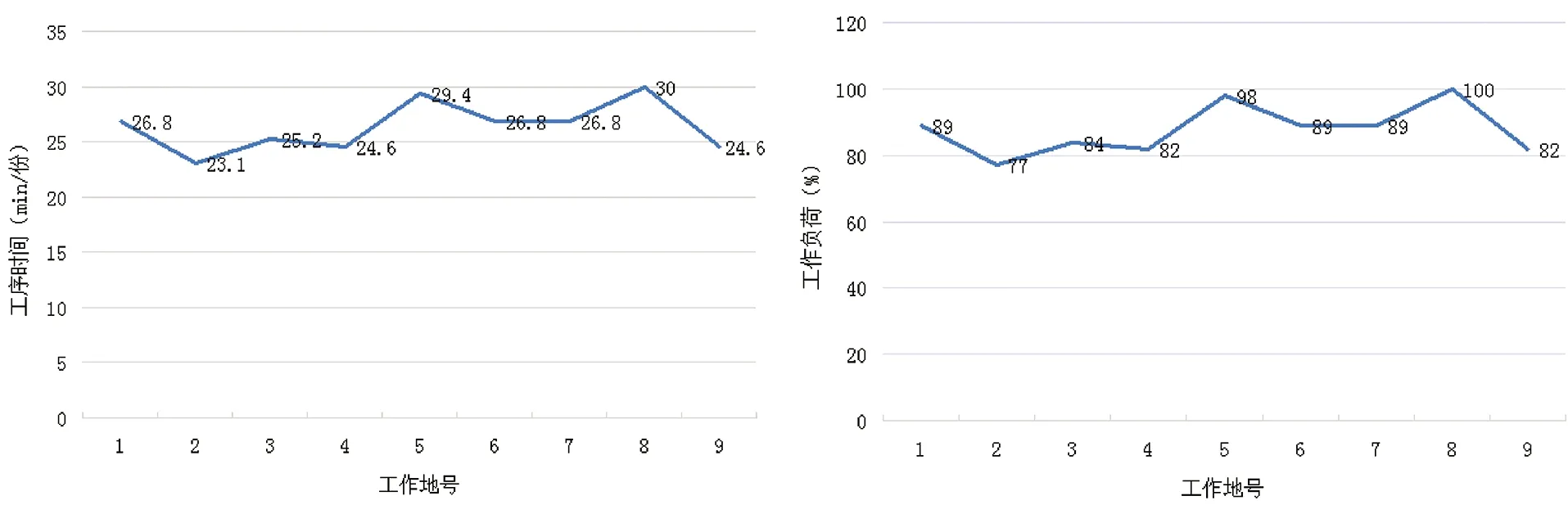
圖4 流水線工作地工作節拍(平衡后) 圖5 流水線工作地負荷率(平衡后)
流水線平衡后的圖4和圖5表明該生產流水線通過有效合并工序,組成新的工作地,工作地節拍基本保持了平衡,工作地負荷也基本一致,從而使得流水線盡量平衡[15]。通過合并工序,組成流水線新工作地分布如圖6所示。流水線工人安排結果是總共只需要9個工人。
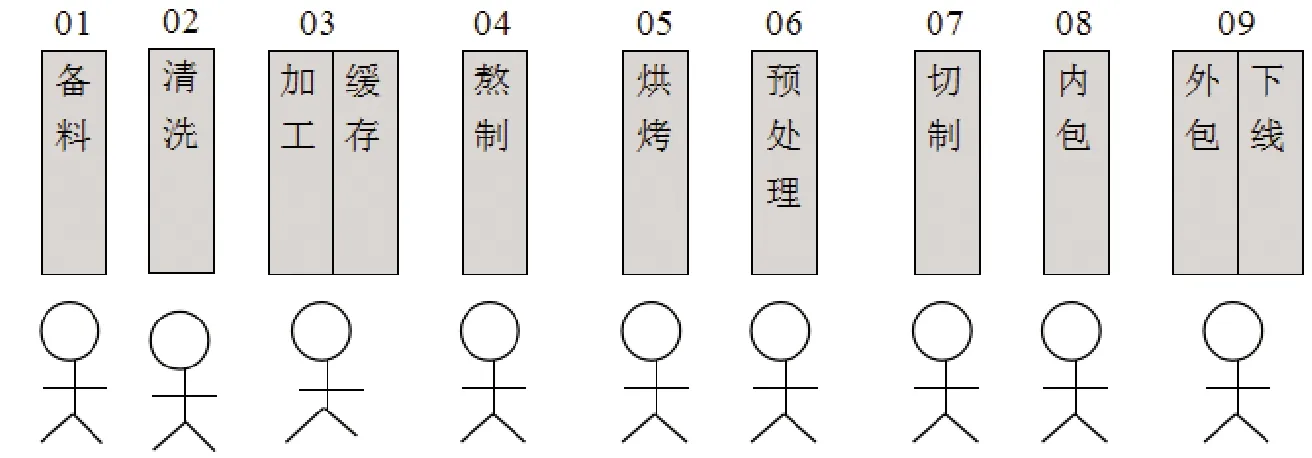
圖6 流水線工作地分布圖
4 總結
針對公司番茄糕產品在現有生產工藝流程中存在的逆向物流和隱藏成本的浪費,以及生產現場布局雜亂,生產過程出現瓶頸環節等問題,公司試圖采用流水線生產方式改變現有生產能力的不足,以提高生產效率。在本文中運用工業工程專業相關知識,對流水線進行節拍、負荷、流水線標準工作指示圖表的設計。根據設計過程中產生的瓶頸工序、負荷小于75%的工序,以及流水線工序間斷時間大于100min的工序進行流水線平衡,從而形成正式的流水線工作地,并合理安排工人到流水線工作地,由此完成了產品流水線組織設計。流水線技術的采用,提高了該企業的勞動生產率,縮短了生產周期,減少在制品占用量,能在較短的時間內提供市場大量需求的產品,降低了生產成本,提高了企業生產技術準備工作和生產服務工作的效率。
猜你喜歡
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
藝術啟蒙(2018年7期)2018-08-23 09:14:18
中國軍轉民(2017年6期)2018-01-31 02:22:28
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2015年1期)2015-08-13 02:23:50
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46