車輪壓軋過程數值模擬研究
2021-10-18 08:57:44楊曉東國新春林章敏劉海波龐晉龍
科學技術創新 2021年27期
楊曉東 國新春 林章敏 華 磊 劉 剛 劉海波 龐晉龍
(1、寶武集團馬鋼軌交材科技有限公司,安徽 馬鞍山 243000 2、安徽馬鋼表面技術股份有限公司,安徽 馬鞍山 243000)
1 概述
車輪是軌道交通車輛的重要承載部件,影響著車輪運行的平穩性、舒適性和安全性,而車輪壓軋是車輪生產的第一道工序,其對后續車輪的熱處理和機加工都會產生影響,最終會直接或間接影響車輪的最終服役表現,而一些危險的隱蔽內部軋制缺陷在后續的生產中難以發現,也會直接影響車輛運行的安全性。因此,研究車輪的壓軋工藝,用計算機理論模型車輪壓軋成型過程,提高車輪壓軋質量,對車輪后續生產工序和車輛運行安全都有重要意義。
2 輪坯鍛壓模擬
車輪的壓軋成形是一個復雜的過程,材料從其初始狀態,在外力作用以及環境因素的影響下,發生塑性變形,變形期間溫度、組織轉變、應力應變相互作用。此外,車輪成形的各工序環環相扣,每道工序都將影響最終車輪的幾何形狀和力學性能。由于車輪的成形是涉及眾多影響因素的復雜問題,因而如果采用傳統的試驗方法來研究車輪的成形過程,將會出現研究周期長、費用高昂、可重復性差等問題。而利用近年來迅速發展的數值模擬技術,結合基礎物理測試的方法,可以大大簡化研究過程,提高研究效率。
2.1 預鍛
預鍛過程是一個鐓粗過程。車輪形狀較為復雜,金屬的實際流動過程也不規則,如圖1 中所示,可分為兩個階段:
2.1.1 鐓粗:在壓下的前半程,未形成明顯填充,金屬流動如圖1 中(a)-(c)所示。
2.1.2 模腔填充:在壓下的后半程中,在鐓粗的同時,開始迅速填充。如圖1 中(d)-(f)所示,在壓下量達到82.5%時,上模內環得到填充,完全壓下時,輪輞成形。
從圖1 中可以看出,預鍛主要鐓粗過程。當預鍛的鋼錠坯與模具之間的摩擦系數較大時,鋼錠坯與模具之間的相對位移較小,預鍛過程的鋼錠坯側面突出呈鼓形,在一定的情況下,當鼓形突出嚴重、或者當材料表面夾雜了氧化鐵皮等雜質物的情形下,可能會導致鋼錠坯側面的材料內卷而形成軋制折疊。從模擬過程中可以發現當壓下量為43%時,鋼錠坯下端材料流動較為復雜,可能會產生折疊(見紅色部位),如圖2 所示。圖2(a)展示了車輪折疊缺陷,圖2(b)展示了缺陷在車輪上的位置。
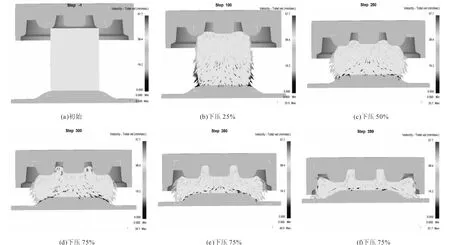
圖1 車輪預鍛中金屬的流動過程

圖2 預鍛缺陷分析
2.2 終鍛
終鍛過程中的金屬整體變形相對較小。金屬的流動如圖3所示。當壓下達到86%時,車輪所有的部位已經基本充滿,但下模腔并未完全充滿。之后才會完全充滿下模腔,但當鋼錠坯溫度過低,或者輪轂過度充滿,金屬外排流動阻力加大時,可能會出現無法壓下從而導致難以達到最終目標形狀。

圖3 車輪終鍛過程中金屬的流動情況
2.3 車輪的軋制過程
車輪的軋制是一個非常復雜的變形過程,車輪的輪輞部分金屬在主輥、輻板輥的兩個壓力作用下,按照預設的規律,發生形變,逐漸擴大車輪直徑,到達設定的車輪直徑。
2.3.1 軋制力
軋制過程中車輪的初軋溫度為1200℃,各軋輥的初始溫度為200℃,有限元模型如圖4 所示。為了驗證有限元分析結果的準確性,對比有限元分析的主輥軋制力與實際生產過程中的軋制力。從圖5 可以看出,在軋制階段的初期,隨著主輥的進給量持續增加,軋制力持續增加,在軋制階段的后期,主輥的進給量持續下降,軋制力也持續降低。通過有限元分析計算得到的車輪軋制力與實際生產的車輪軋制力相符合,軋制力隨著時間得變化趨勢也相一致。

圖4 有限元模型

圖5 主輥軋制力對比
2.3.2 車輪在軋制過程中金屬的流動規律
根據模擬的情況,可以將車輪的軋制變形分為以下幾個階段:
(1)軋制初期階段。如圖6 所示,在軋制剛開始時,金屬向無約束的幾個自由面移動(如圖中紅框所示)。

圖6 軋制初期材料流動規律
(2)軋制中期階段。如圖7 中所示,進給量達到了一定的程度,車輪與軋輥之間保持充分的接觸,自由面在縮減,輪輞中心的金屬開始變形,輪輞開始擴徑,這時金屬流向輪輞與輻板的交界區域。

圖7 軋制中期材料流動規律
(3)軋制末期階段。如圖8 中所示,在軋制的末期階段,金屬能夠充分的填充到輪緣,這時輪緣部分的金屬開始回流向內側輪輞表面。可以預估,假如這時軋制過程不穩定,輪輞表面自身的金屬與輪緣部位回流的金屬相沖突,便會在此產生折疊缺陷。

圖8 進給量100%
3 車輪軋制過程中缺陷分析
在實際的生產中,車輪產生折疊的缺陷深度僅有幾個毫米,相比較于有限元模型中的網格尺寸,實際折疊缺陷太小,難以用有限元模型進行模擬。此外,因實際生產過程中的偶發因素和其他分確定原因,導致折疊缺陷的偶然性。而在有限元分析中,整個模擬過程是理論的,十分穩定的。因此,為了使用有限元分析的手段,準確模擬預測車輪軋制折疊缺陷的形成,本文通過綜合理論數值計算和數理統計,對比各種條件下理論計算和實際統計的折疊發生幾率,從而做為工藝改進的參考。
3.1 車輪輻板上的折疊
為了分析車輪輻板上可能產生的折疊,本文使用點跟蹤法,尋找折疊缺陷在鋼釘坯上的位置。在軋制后的車輪模型的輻板內外側各選2 個點P1 和P2,代表輻板內側與外側折疊缺陷產生的位置。使用DEFORM-3D 中的Point Tracking 功能,跟蹤整個車輪成型過程中的P1 和P2 兩點位置。
圖9 為P1 點的跟蹤示意圖,圖10 為P2 點的跟蹤示意圖。在圖9 和圖10 中,(a)-(d)分別是壓軋各階段的車輪有限元模型。通過一步步反推到壓軋各階段的方式,最終能夠找到P1、P2 兩點在鋼錠坯上的位置。從圖9 和圖10 中可以看出,車輪輻板位置的折疊缺陷反推到鋼錠坯上的位置位于鋼錠坯上沿與鋼錠坯下沿。根據以上分析結果,折疊缺陷的主要形成原因為:

圖9 輻板內側金屬材料點跟蹤

圖10 輻板外側金屬材料點跟蹤
(1)鋼錠坯上下表面嚴重氧化,鍛壓前未將氧化鐵皮清除干凈,導致氧化鐵皮在經過車輪各階段的鍛壓。軋制后夾雜在車輪輻板上。
(2)模具表面粗糙度過大,導致模具與金屬材料間的摩擦系數大,角部金屬卷入車輪基體內,形成折疊缺陷。
3.2 輪緣部位的折疊缺陷
因計算機的算力有限,在軋制的有限元模擬中,模型的單元格尺寸無法做到足夠小,單元格尺寸遠比實際折疊尺寸要大,所以無法模擬出實際折疊缺陷。為了盡量提高計算速度,縮小單元格尺寸,減少單元格數量,僅取整個車輪模型中輪輞部位的1/12,其余部位全部省略,以此構建有限元模型,觀察車輪輪緣部位金屬的流動情況,模型如圖11 中所示。
在車輪鍛壓、軋制過程中無論是金屬/模具歪曲或者初鍛溫度較低,都會導致輪緣過厚或者輪緣過瘦的情況。當輪緣過瘦時,輪緣很容易進入主輥上的輪緣凹槽內;而輪緣過厚則會導致輪緣難以完全進入主輥上的凹槽,如圖11(b)中所示。本文主要研究輪緣過厚對輪緣成形過程的產生影響。

圖11 輪緣金屬材料點跟蹤
車輪軋制的有限元模擬中,輪緣過厚時的輪緣成型過程如圖12 所示。軋制中輪緣兩側先開始填充金屬,并漸漸向輪緣頂部流動,當金屬填充到90%時,輪緣兩側側金屬開始向內卷入。若實際軋制情況不穩定,便會在輪緣頂部產生折疊缺陷。
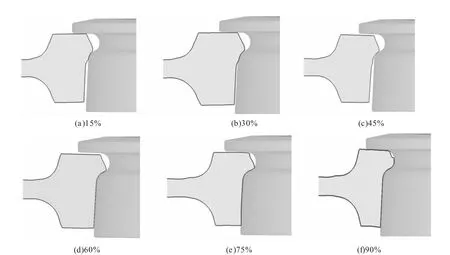
圖12 輪緣過厚時的成型過程
4 結論
車輪軋制過程中的缺陷產生原因主要為工序過程中的問題,例如初鍛溫度低或者鋼錠坯中心部位溫度低、氧化鐵皮夾雜、鋼錠坯、模具的偏置使車輪形狀變形,這些問題都可能會產生折疊缺陷。基于以上理論分析,可以從以下兩方面采取措施避免折疊缺陷的產生:
(1)根據以上分析,即使初始鍛造溫度達到1250℃,但由于壓機噸位有限,最終鍛造后仍有部分輪輞區域難以填充。如果降低初始溫度,則會進一步產生空腔的填充問題,進而影響車輪毛坯的形狀,導致輪緣過厚,從而出現輪緣折疊。即使未產生折疊,也會使軋制失穩,產生車輪偏心、失圓等問題,導致車輪加工后會殘留無法消除的黑皮。
(2)根據以上分析,初軋溫度需低于1200℃,初軋溫度過高將導致輪輞不易成型,從而出現擴徑量不夠或輪輞過厚的問題。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
