整體式鑄鋼橋殼鑄造工藝優(yōu)化
2021-10-17 03:32:08李世星周大慶
鑄造設(shè)備與工藝 2021年4期
關(guān)鍵詞:工藝
李世星,周大慶
(泰安航天特種車有限公司,山東泰安 271000)
整體式橋殼主要應(yīng)用于特種汽車承重橋,為車橋系統(tǒng)中核心零部件之一,其使用工況包括高原、鹽堿、荒漠等多地形、多緯度地區(qū),滿載狀況下需要承受較高的沖擊載荷。某型整體式橋殼鑄鋼件在鑄造時,因支座等部位熱節(jié)孤立,不易獲得致密組織,影響整體式鑄造橋殼的機械性能,無法滿足鑄件使用要求。
此型整體式橋殼材質(zhì)選用ZG40Mn,鑄件結(jié)構(gòu)如圖1 所示,尺寸約2 160 mm×400 mm×314 mm,壁厚15 mm~25 mm,鑄件毛坯重約300 kg.

圖1 鑄件三維模型示意
1 原始工藝方案及分析
圖2 所示為整體式橋殼原鑄造工藝方案。該方案采用水玻璃砂工藝,兩箱造型,砂型及型芯表面涂刷醇基涂料2 遍。橋包上方設(shè)置φ70 mm 明冒口一個,橋殼的支座上方設(shè)置230 mm×75 mm 腰形暗冒口一個,橋殼兩端元寶型轉(zhuǎn)向節(jié)端口分別放置φ120 mm×200 mm 明冒口一個,橋殼φ30 mm 以下孔均不鑄出。此鑄件采用常規(guī)中注式澆注系統(tǒng),橫澆道、內(nèi)澆道均開設(shè)在中分面,澆注系統(tǒng)橫截面積比為∑A直∶∑A橫∶∑A內(nèi)=1.0∶2.0∶1.4,以上設(shè)置均有利于鑄件的補縮與凝固[1-3]。

圖2 原始鑄造工藝方案
2 存在問題及分析
對原始工藝進行模擬,并結(jié)合實際生產(chǎn)發(fā)現(xiàn),原工藝方案存在以下問題:
1)以原工藝生產(chǎn)的鑄件側(cè)壁管壁凸臺部位鉆孔后部分孔內(nèi)存在縮孔缺陷。如圖3 所示,橋殼支座在固相率75%以上存在孤立液相區(qū),極易形成缺陷。經(jīng)試制成品現(xiàn)場鉆孔后確認,支座部分存在部分輕微縮孔、縮松缺陷;
2)推力桿支座存在缺陷。如圖3 所示,鑄件的推力桿支座因冒口1 放置位置,導(dǎo)致底部無法補縮到位,經(jīng)鉆孔后發(fā)現(xiàn)部分縮孔缺陷;
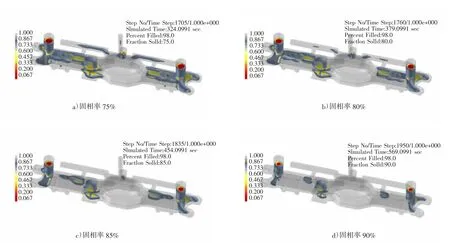
圖3 原工藝方案凝固模擬結(jié)果
3)由于鑄件本身長約2 160 mm 以及原鑄造工藝設(shè)計的直通型的澆注系統(tǒng),導(dǎo)致加工時部分橋殼有超差變形、無法加工的情形。
模擬結(jié)果表明:橋殼橋包因較薄優(yōu)先凝固后橋殼兩側(cè)管壁陸續(xù)凝固,當(dāng)固相率達到75%~90%時,圖4 所示部位均出現(xiàn)孤立的液相區(qū)且這些孤立的液相區(qū)相繼出現(xiàn)在鑄件的內(nèi)部,冒口無法提供有效補縮,極易導(dǎo)致在凝固結(jié)束后這些部位均會出現(xiàn)縮孔或縮松等缺陷。
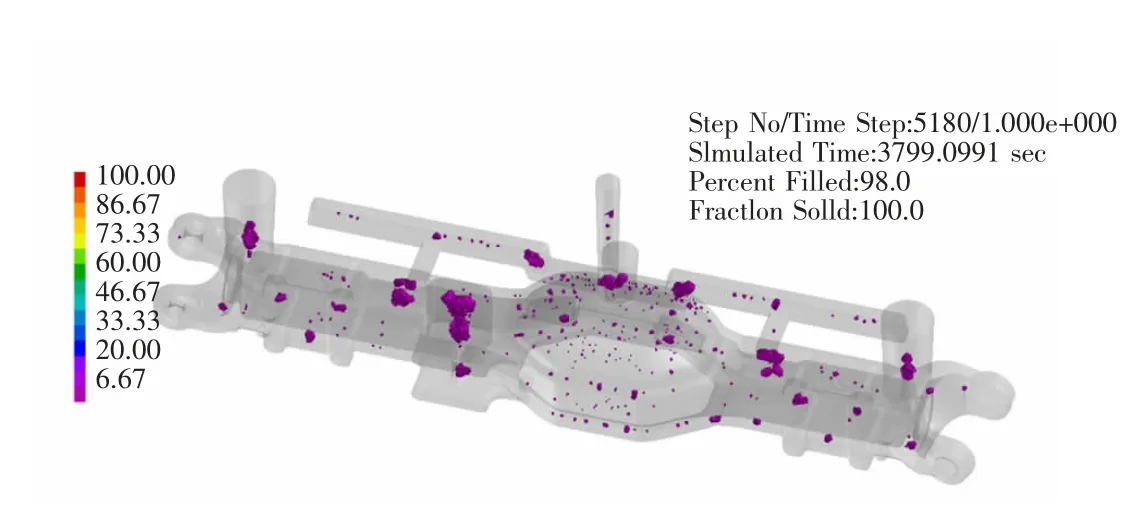
圖4 原工藝方案縮孔縮松判據(jù)
3 工藝改進措施及結(jié)果
針對模擬結(jié)果及試制過程中支座或凸臺部位出現(xiàn)的縮孔、縮松缺陷,將現(xiàn)有冒口尺寸進行相應(yīng)的調(diào)整,并輔以外冷鐵調(diào)整鑄件周圍溫度場[4]。對于部分鑄件變形的情形,將部分橫澆道改變?yōu)榍蹱頪5],降低澆注系統(tǒng)對鑄件收縮變形的影響,如圖5 所示:

圖5 改進后鑄造工藝方案
1)將圖2 中1 號冒口增大為230 mm×90 mm×150 mm,增加冒口補縮能力;
2)將圖2 所示序號4 澆道與鑄件側(cè)邊凸臺增加2 個側(cè)邊冒口,尺寸為φ100 mm×250 mm,增加冒口對鑄件熱節(jié)的補縮;
3)將圖2 所示序號4 內(nèi)澆道數(shù)量增加為4 個;所示序號3 橫澆道改變?yōu)榍蹱睿档图氶L鑄件變形傾向;
4) 在橋殼側(cè)壁凸臺部位增加多個外冷鐵調(diào)整鑄件溫度場、增加凸臺厚大部位的激冷作用,有利于調(diào)整鑄件凝固順序,減少集中缺陷聚集;
5)調(diào)整橋殼模型尺寸,將橋包模型外皮增加補正量1mm,主減裝配面端口側(cè)面尺寸整體補正+2mm,減少因變形超差導(dǎo)致橋殼端面無法鉆孔的情形。
圖6 所示為整體式橋殼優(yōu)化方案凝固模擬結(jié)果,表明凝固過程鑄件內(nèi)部無孤立液相區(qū),冒口為最后凝固區(qū)域,缺陷都移到冒口內(nèi)部,改進后鑄造工藝除部分離散缺陷,鑄件本體基本無明顯缺陷。
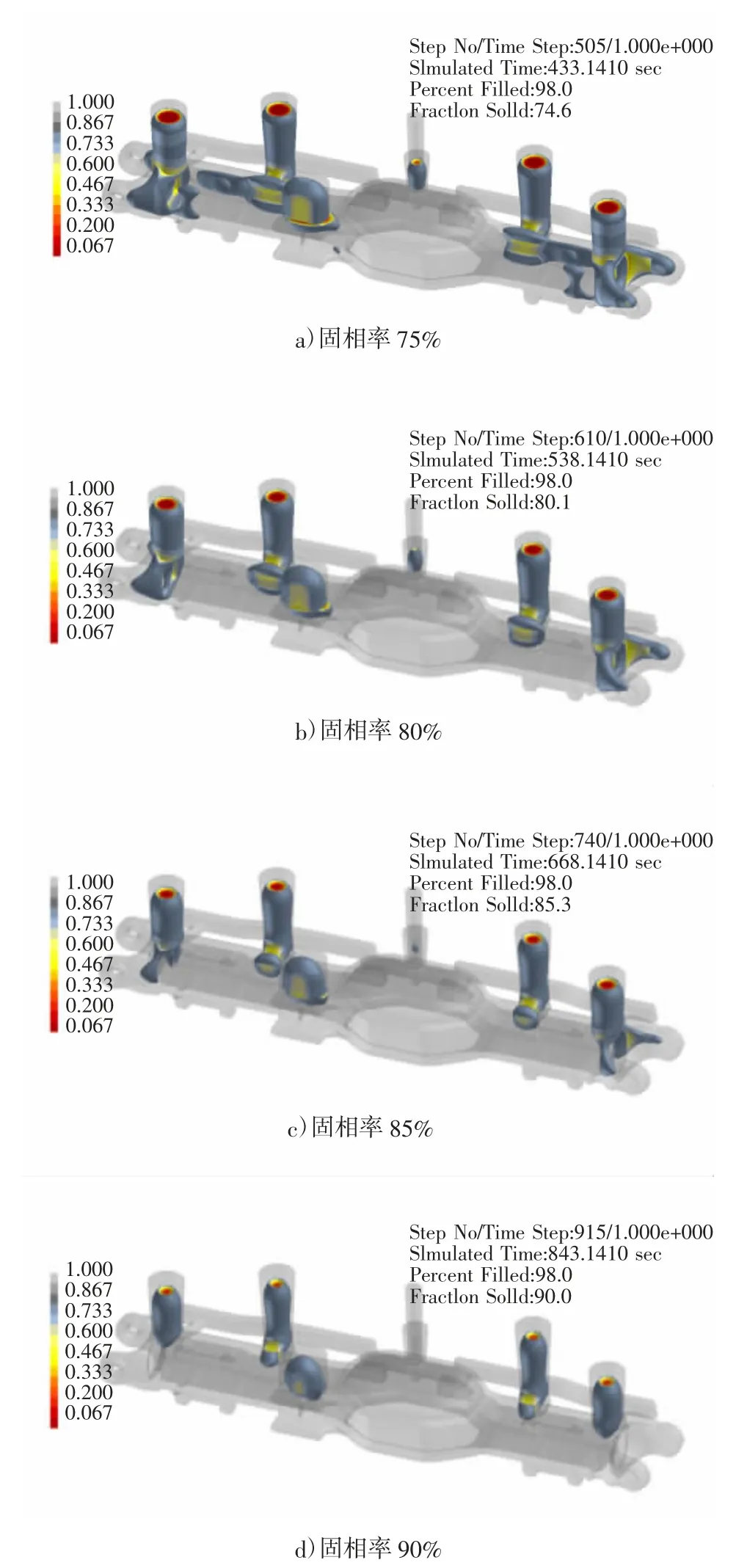
圖6 整體式橋殼優(yōu)化方案凝固模擬結(jié)果
4 實際生產(chǎn)驗證
實際澆注單件產(chǎn)品如圖7 所示,消耗鋼液重量約450 kg,其中鑄件約280 kg,鑄件工藝出品率約為62%.首批試生產(chǎn)共計6 件鑄件,經(jīng)落砂、切割、清理、打磨等工序后對鑄件進行外觀、無損檢測及水壓滲漏實驗,檢測結(jié)果良好,滿足使用要求。另隨機挑選1 件橋殼進行切割驗證,肉眼檢測無可見缺陷,探傷合格。

圖7 鑄件成品
5 結(jié)語
針對前期試制過程中鑄件出現(xiàn)的部分缺陷,利用數(shù)值模擬技術(shù)模擬了整體式橋殼初始鑄造工藝方案并進行工藝修改及試制驗證,結(jié)果表明:
1)增加、增大冒口,增加外冷鐵,采用優(yōu)化后的澆冒系統(tǒng),有效改善了鑄件的內(nèi)部質(zhì)量,較好解決了鑄件縮孔及縮松缺陷。鑄件工藝出品率為62%,整體式橋殼鑄件的縮孔缺陷得到了較好的控制。
2)經(jīng)樣件試制驗證,數(shù)值模擬軟件可以比較準(zhǔn)確模擬凝固過程中的缺陷位置,并能根據(jù)原有方案中缺陷位置進行工藝方案優(yōu)化,使鑄造缺陷保持在企業(yè)可接受范圍內(nèi)。通過鑄造過程數(shù)值模擬改進及樣件試制有助于企業(yè)技術(shù)人員提高鑄件開發(fā)能力,降低新產(chǎn)品開發(fā)風(fēng)險。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
