基于 QC 方法提高大跨度焊接球網架拼裝一次合格率
2021-10-16 09:56:12張慶厚
工程質量 2021年9期
張慶厚,楊 利
(山東泰山普惠建工有限公司,山東 泰安 271000)
0 引言
隨著國家國民經濟的騰飛發展,加快了建筑領域的發展步伐,鋼結構網架結構跨度越來越大,保證施工質量成為工程建設關鍵的一環。山東第一醫科大學大學生活動服務中心項目工期緊、任務重,每個環節都可能導致工期延誤和質量達不到要求,屋面網架的安裝質量更是保證建筑安全重要環節。本文以大跨度焊接球網架為例,主要運用 QC 方法[1]提高大跨度焊接球網架的拼裝質量,為以后的類似工程提供經驗。
1 工程概況
山東第一醫科大學大學生活動服務中心項目位于泰安高新區鳳天路以東、北天門大街以南,泰山醫學院校區內,建筑面積為 15 351 m2,建筑場地東西長 240 m,南北長 140 m,建筑高度為 23.9 m。大學生活動服務中心是集辦公、劇院、體育館為一體的多重功能綜合館,劇場建筑面積 3 000 m2,體育館建筑面積 2 900 m2,辦公區建筑面積 6 500 m2,屋面為鋼結構焊接球網架。
2 選題理由
公司要求大跨度焊接球網架拼裝一次合格率 90 %以上,小組成員對 2017 年 1 月~2018 年 12 月 2 年間承接類似工程進行質量調查,發現拼裝質量問題 33 點,占總質量問題 69 點中的 48 %(見圖 1)。因此小組選定課題為:提高大跨度焊接球網架拼裝一次合格率。
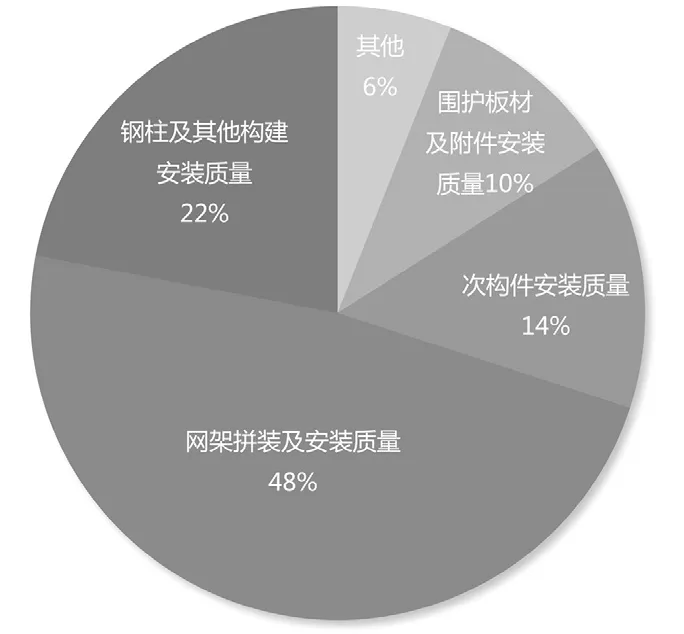
圖1 鋼結構檢查質量問題統計圖
3 現狀調查
為了充分了解現場焊接球網架工程質量實際情況,本 QC 小組對劇場網架焊接施工質量進行了檢查,對已拼裝完成的 4 榀網架每榀檢查 100 個節點,共實測檢查 400 處,不合格點數 70 個,合格率僅為 330/400=82.5 %,根據現場檢查情況,通過小組統計,如表 1、表 2、圖 2 所示。
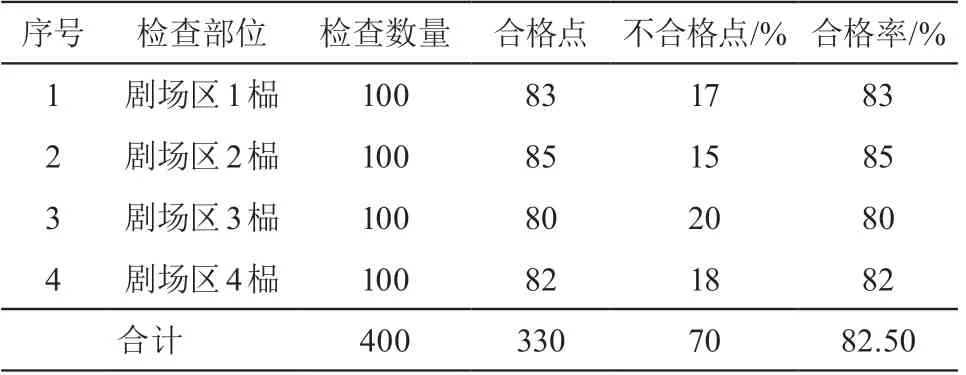
表1 現狀調查檢查表
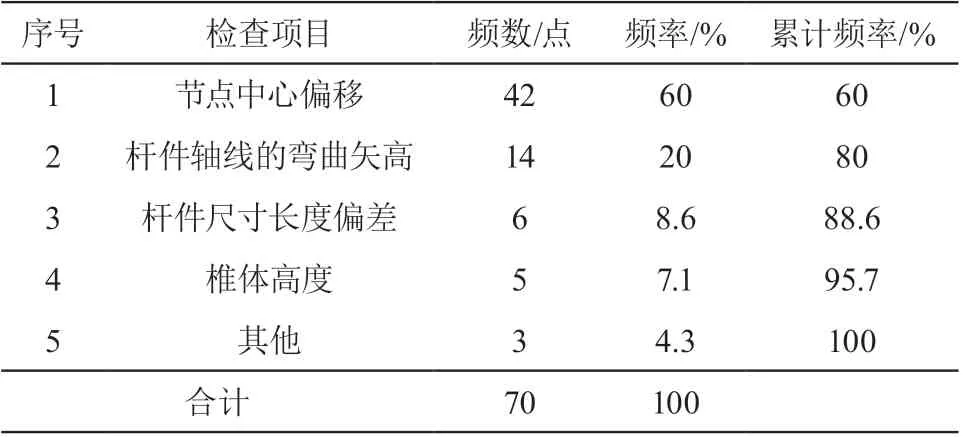
表2 焊接球網架拼裝質量問題頻數調查表
從表 1、表 2、圖 2 可以比較直觀地看出“節點中心偏移和桿件軸線的彎曲矢高偏差”是造成大跨度焊接球網架拼裝一次合格率的主要因素。
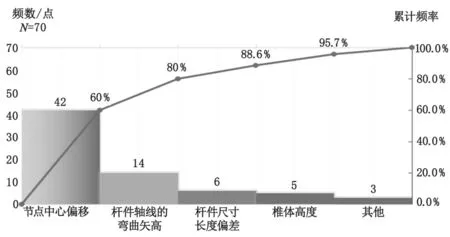
圖2 活動前焊接球網架質量問題排列圖
4 設定目標
經過小組討論,考慮到一些不可見因素,將大跨度焊接球網架拼裝一次合格率達到 92 % 作為本次質量管理活動的目標,如圖 3 所示。
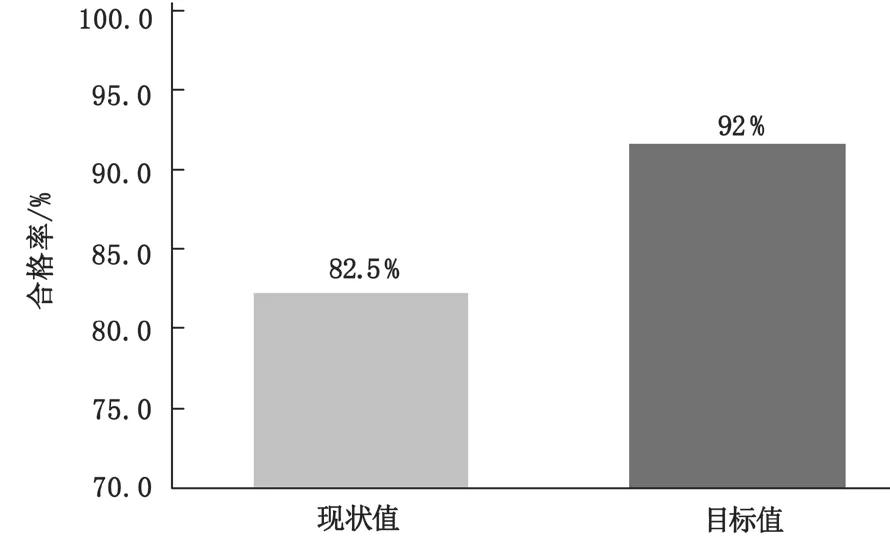
圖3 目標設定柱狀圖
4.1 目標驗算
如果將“節點中心偏移、桿件軸線的彎曲矢高偏差”兩個關鍵問題全部解決。那么焊接球網架拼裝一次合格率能夠達到(400-14)/400=96.5 %,但由于受到施工技術及施工現場的限制,完全解決這兩項問題是較困難的,如果解決 90 %,則預期合格率為:82.5 %+(1-82.5 %)×80 %×90 %=95.1 %。
4.2 設定目標依據
1)根據目標驗算,將問題癥結“節點中心偏移、桿件軸線的彎曲矢高偏差”解決 90 % 可以實現,則焊接球網架拼裝一次合格率可提升至 95.1 %。
2)筆者單位曾多次獲得“泰山杯”獎,擁有多位安裝方面的專家,以及經驗豐富的專業施工團隊,公司對本工程在人力、財力、物力、技術上都給予大力支持。
經過以上分析,考慮到一些不可見因素,決定將大跨度焊接球網架拼裝一次合格率提高到 92 % 作為本次質量管理活動的目標。
5 原因分析
為了找到原因,QC[2]小組召開專題會議,運用“頭腦風暴法”,從人、機、料、法、環、測等方面對“節點中心偏移、桿件軸線的彎曲矢高偏差”的原因進行分析,并繪制關聯圖,如圖 4 所示。
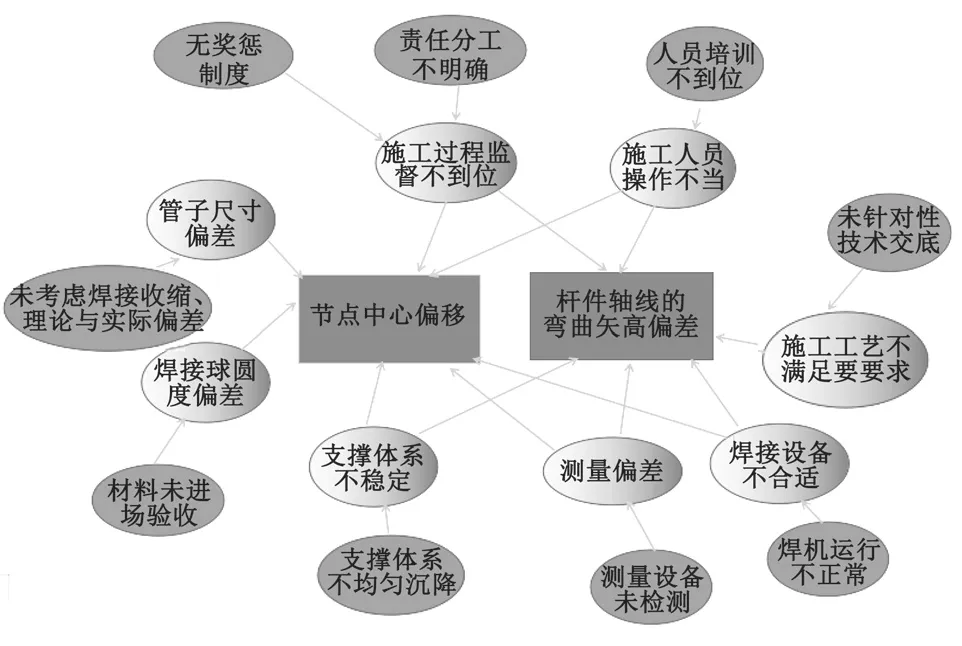
圖4 節點中心偏移、桿件軸線的彎曲矢高偏差原因分析關聯圖
6 確定主要因素
小組成員針對關聯圖中末端因素進行了討論研究,制定了要因確認計劃表(見表 3)。
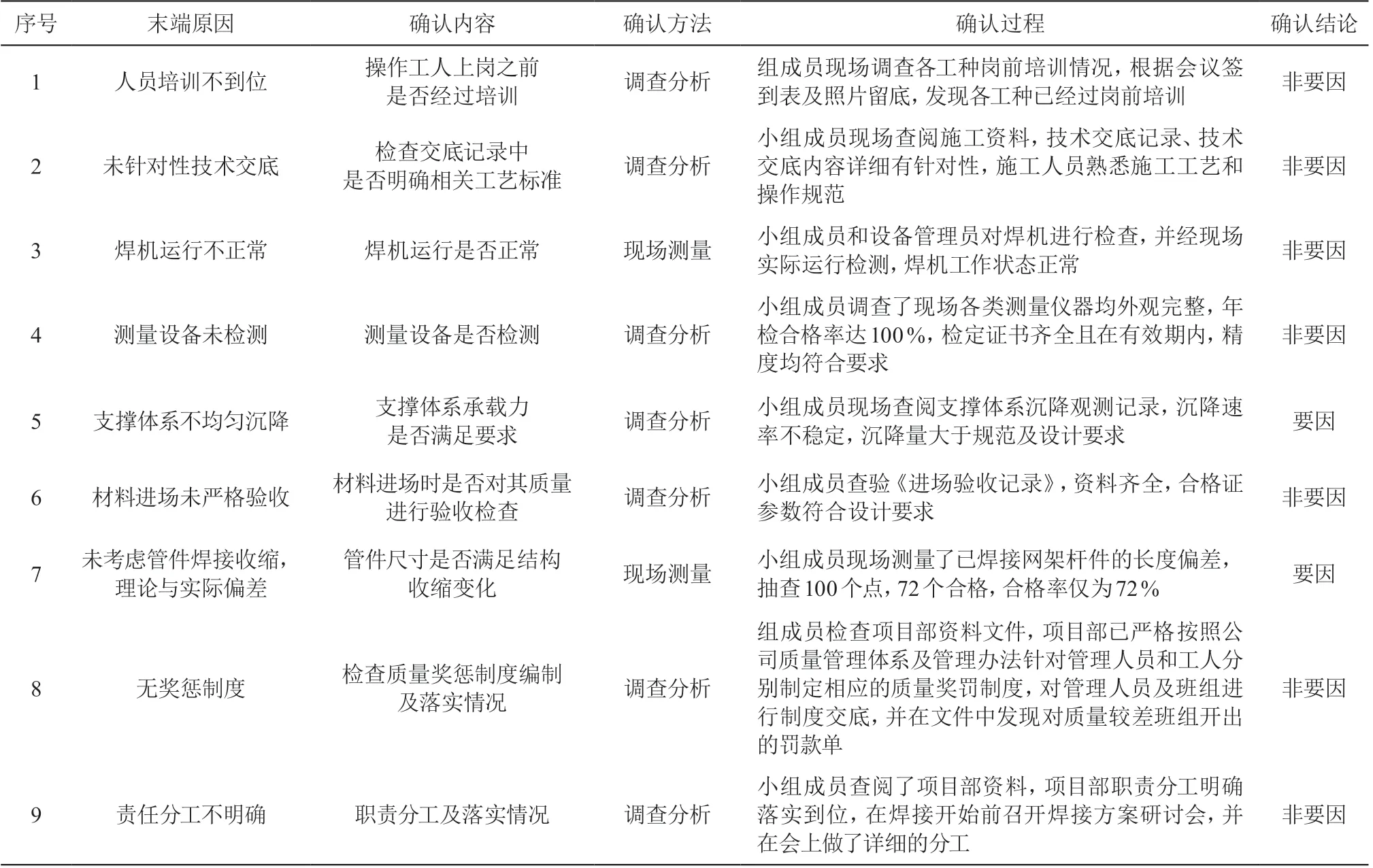
表3 要因確認計劃表
7 制定對策
確定要因后,QC 小組成員再次采取頭腦風暴法,針對兩項要因,制定了相應的對策(見表 4),并為每條對策制定了對策目標,細化了措施,指定了負責人和完成時間,確定了對策實施地點。

表4 對策表
8 對策實施
8.1 對策實施一
考慮焊接收縮實際與理論偏差,確定桿件加工長度通過建立 BIM 模型優化設計(見圖 5),技術人員對理論長度、實際加工長度及拼裝后收縮量進行分析,最終確定管子實際加工長度比理論長度長 1 mm。
圖5 BIM 模型圖
對策實施后,小組人員對已焊接的體育場桿件尺寸進行測量,看其是否在允許偏差范圍內,通過抽查 150 處,發現共合格 145 處,不合格 5 處,合格率 96.6 %。從表 5 可以看出,對策有效地解決了焊接收縮實際與理論偏差的問題,實施對策有效。

表5 質量檢查表
8.2 對策實施二
對支撐體系基礎改進,運用 BIM 模型,通過模型數據確定桿件的間距與步距以及搭設方案,保證架體的安全性、穩定性,同時支架下鋪設厚鋼板來保證支撐體系的不均勻沉降,如圖 6 所示。

圖6 BIM 模型圖
對策實施后小組成員對沉降觀測 6 個點進行了沉降觀測,沉降值均在允許范圍內,對策有效地解決了支撐體系不均勻沉降的問題,實施對策有效。
9 效果檢查
1)小組成員對采取對策實施的體育館區網架拼裝質量共檢查 400 個點,合格點 375 個,合格率達到 93.8 %,數據歸類,統計結果如表 6、圖 7 所示。
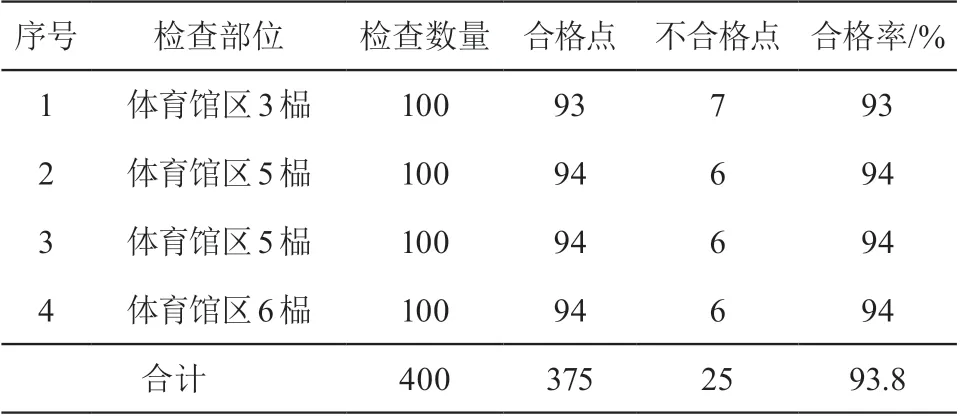
表6 焊接球網架拼裝質量合格率統計表(活動后)
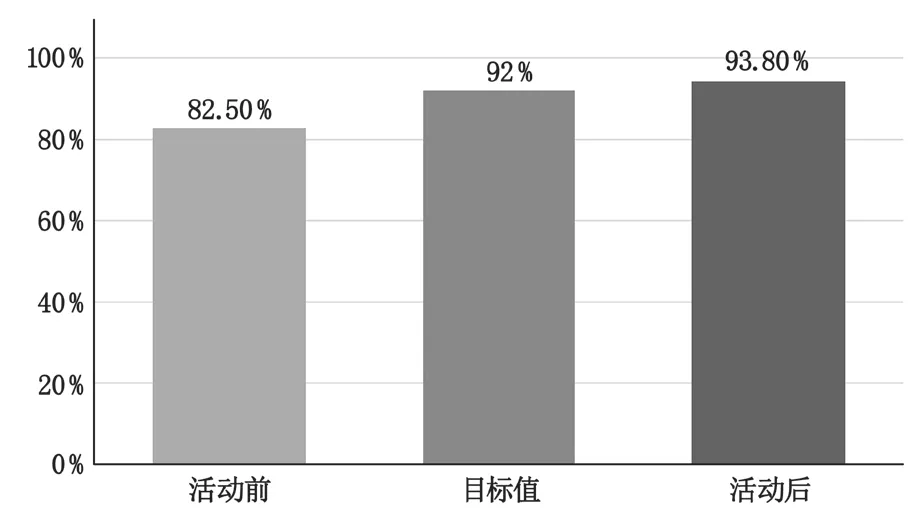
圖7 小組活動前后合格率對比柱狀圖
2)與對策實施前的現狀對比,改善程度,通過質量問題頻數調查表 2、表 7 和排列圖 2、圖 8 可看出,“節點中心偏移、桿件軸線的彎曲矢高偏差”所發生的頻率已大幅下降,影響大跨度焊接球網架拼裝一次合格率的問題已經大幅度減少,各問題趨于平均,無突出問題項目,較對策實施前取得較大改善。
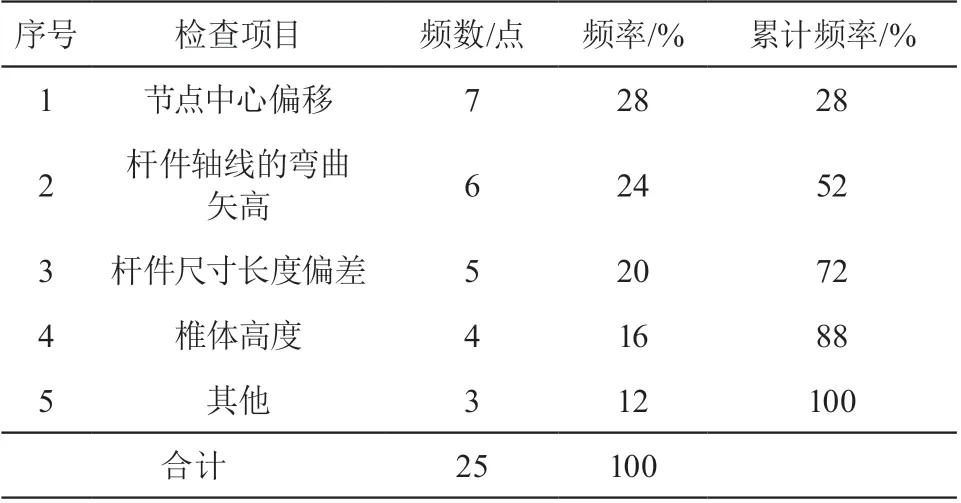
表7 活動后焊接球網架拼裝質量問題頻數調查表

圖8 活動后焊接球網架質量問題排列圖
3)此次 QC 小組活動,使大跨度焊接球網架拼裝合格率提高了 11.3 %,節省成本數萬元。
4)為了鞏固在“提高焊接球網架拼裝一次合格率”QC 活動中取得的成果,將活動中的有效對策進行整理、歸檔,匯總編制形成《大跨度焊接球網架拼裝施工指導手冊》,針對焊接球網架拼裝提供技術指導,普及各項要點,加強施工過程中的質量控制和監督檢查,提高焊接球網架拼裝一次合格率,并在公司內部推廣使用。
10 結語
QC 小組在此次活動中取得了令人滿意的成績,大跨度焊接球網架拼裝一次合格率的提高,降低了返工率,提高了質量,保證了工期,受到了監理和業主的一致好評,該工程被評為“山東省優質結構工程”“山東省安全文明工地”榮譽稱號。Q
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年11期)2021-12-06 05:38:46
現代畜牧科技(2021年9期)2021-10-13 06:38:48
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
江蘇安全生產(2020年3期)2020-04-21 05:44:14
中國生殖健康(2019年2期)2019-08-23 08:12:08
云南教育·中學教師(2019年6期)2019-08-13 07:03:28
基層中醫藥(2018年11期)2019-01-31 05:26:52
汽車觀察(2016年3期)2016-02-28 13:16:26
中國衛生質量管理(2015年2期)2015-12-01 05:43:57
