模具鋼高速硬銑削加工表面完整性及其耐磨性研究 *
2021-10-14 13:15:42郝君
制造技術與機床 2021年10期
郝 君
(山東省煤田地質局第四勘探隊,山東 濰坊261200)
淬硬模具鋼Cr12MoV不僅具有高硬度和高強度,還兼具良好的韌性,在沖壓模具行業應用廣泛,如拉延模、冷擠壓模[1]。在傳統模具制造過程中,該類模具切削加工前需進行退火處理以降低其硬度與強度,從而保證理想的刀具壽命。近年來,隨著先進刀具技術和高速切削加工機床技術的不斷發展[2],以及國內外許多研究學者對高速切削技術和硬切削技術研究的不斷深入[3],高速硬切削技術在模具制造行業的應用可行性逐漸提高。
于英釗等人[4]研究了高速干銑削高強鋼AISI 4340時切削參數對表面完整性的影響,結果表明,銑削速度對加工硬化影響最為顯著,銑削速度的提高會顯著降低表面加工硬化程度和硬化層深度;模具鋼高速干銑削加工表面呈現殘余壓應力,當銑削速度高于400 m/min時,表面殘余壓應力隨銑削速度的提高而減小。張慧萍等人[5]研究了超高強鋼300M車削加工時切削參數對表面質量的影響,得出車削速度和進給量的提高會降低工件加工后的表面硬度;隨著切削速度的不斷提高,表面殘余壓應力逐漸轉變為殘余拉應力;切削深度與切削速度對表面粗糙度的影響不明顯。謝英星[6]研究了立銑削淬硬模具鋼Cr12MoV時切削參數對表面粗糙度的影響規律,并采用BP神經網絡建立了表面粗糙度預測模型。楊浩亮[7]借助AdvantEdge軟件研究了模具鋼Cr12MoV切削力與切削溫度的隨切削參數的變化規律,基于車削加工試驗,分析了切削參數對表面粗糙度的影響規律,并優化了切削參數。Gaitonde V N等人[8]通過設計開展響應曲面實驗,研究了切削速度、每齒進給量和切削深度對切削溫度和表面粗糙度的影響規律,得出切削溫度隨切削速度的提高而線性增加,而表面粗糙度隨切削速度的變化呈非線性增加;當選擇一定的每齒進給量與軸向切深時,增大切削速度有助于減小切削力。Hosseini A等人[9]通過開展正交車削實驗,研究了淬硬模具鋼AISI D2切削加工性,他們發現,在不改變切削時間的條件下,增大進給量與切削深度會加速刀具磨損,進而導致切小功率增加與表面粗糙度的增大。
綜合現階段關于淬硬模具鋼高速切削加工的研究已有很多報道,但已有的研究更多從車削加工角度,而從銑削加工角度的研究相對較少。淬硬模具鋼Cr12MoV憑借其優良的力學性能,常被用來制作具有復雜曲面的冷作模具,如高檔拉延模具。該類模具終加工工序需采用球頭銑刀銑出復雜曲面或型腔,而現階段關于淬硬模具鋼高速銑削加工表面完整性及其對耐磨性影響的研究相對較少。因此,本文以淬硬狀態的模具鋼Cr12MoV為研究對象,分析采用球頭銑刀進行高速銑削加工時,銑削速度對工件表面完整性及其耐磨性的影響規律,從而為實際生產中的模具制造提供一定的指導。
1 試驗方法與檢測
1.1 高速銑削加工試驗
本文選用塊狀淬硬模具鋼Cr12MoV作為工件材料,該種模具鋼在冷沖壓模具中應用廣泛。經淬火與回火處理后,工件基體組織由回火馬氏體、殘留奧氏體和碳化物構成,其硬度和屈服強度分別可達61±1 HRC、1 200 MPa。
采用山高兩刃涂層整體硬質合金球頭銑刀進行高速銑削加工試驗,所用機床為五軸加工中心DMU60P duoBlock (主軸最高轉速12 000 r/min),球頭銑刀(111L00-MEGA-64)直徑為10 mm。根據刀具生產廠家切削參數的推薦值,確定球頭銑刀切削過程的每齒進給量fz、徑向切削深度ae以及軸向切削深度ap。本文所采用的切削參數配置如表1所示。

表1 淬硬模具鋼高速銑削加工切削參數組合
1.2 往復滑動摩擦磨損試驗
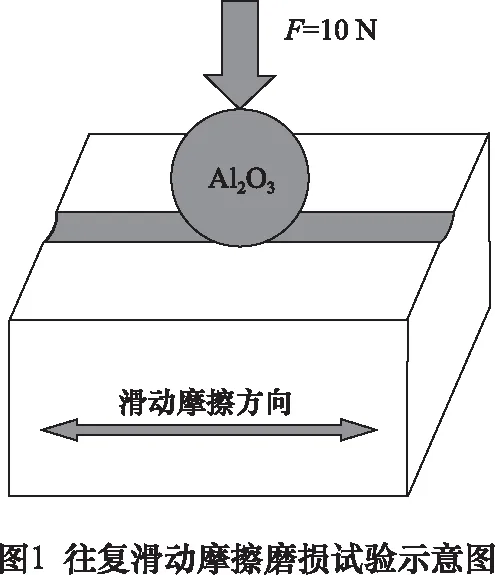
淬硬模具鋼高速銑削加工表面的耐磨性通過干摩擦工況下的往復滑動摩擦磨損試驗進行。利用電火花線切割機床切割制備檢測試樣,在室溫條件下,利用UMT-3型多功能摩擦磨損試驗機進行摩擦磨損試驗。由于淬硬模具鋼加工表面具有高硬度、高強度的特點,本文選用直徑為9.525 mm的Al2O3陶瓷球作為對磨件,以保證足夠高的接觸應力和清晰地磨痕。在滑動摩擦磨損試驗過程中,摩擦速度v、壓力載荷F、單行程摩擦距離L和總摩擦時間分別設定為10 mm/s、10 N、5 mm和10 min。圖1所示為往復滑動摩擦磨損試驗示意圖。
1.3 表面完整性檢測及磨痕寬度測量
表面完整性常用表面粗糙度、表面硬度、殘余應力等指標進行評價。本文分別利用白光干涉儀Veeco NT9300、顯微硬度計FM700和Xstress3000 X射線應力分析儀檢測模具鋼高速硬銑削加工表面的表面粗糙度、表面硬度和表面殘余應力,并分別取5次測量的平均值作為各評價指標的最終數值。
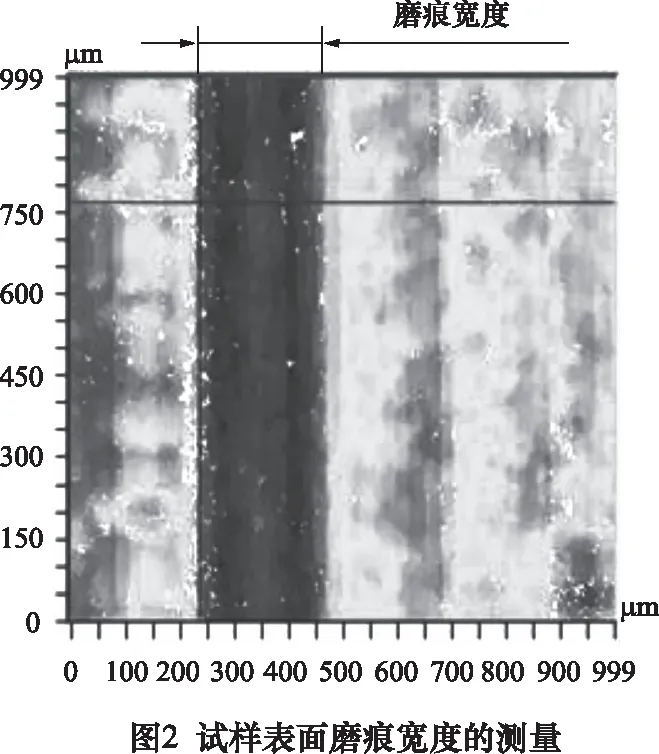
由于氧化鋁陶瓷球硬度遠高于淬硬模具鋼高速銑削加工表面硬度,摩擦磨損試驗過程中不易磨損,故可認為各試樣表面磨痕具有近似相同的曲率半徑,因此,本文采用磨痕寬度評價試樣表面的耐磨性,并借助白光干涉儀觀察和測量試樣磨損后的表面磨痕,圖2所示為試樣磨痕寬度的測量方式。
2 試驗結果與分析
2.1 表面完整性典型指標參數表征
表面粗糙度是常用來評價表面完整性的重要參數之一。淬硬模具鋼Cr12MoV高速銑削加工表面粗糙度隨主軸轉速的變化如圖3所示,可以看出,隨著主軸轉速的提高,表面粗糙度呈下降趨勢。將主軸轉速由3 000 r/min提高至8 000 r/min時,表面粗糙度降低28%。由于淬硬模具鋼強度高、硬度高的特點,當采用較低的主軸轉速時,切削力及機床振動相對較大,易引起加工表面產生較大的表面粗糙度,而對于高主軸轉速情況,硬切削過程切削能量消耗增加,產生大量的切削熱,這種切削熱可在一定程度上降低切削區域的硬度,切削過程相對平穩,故而表面粗糙度較小。
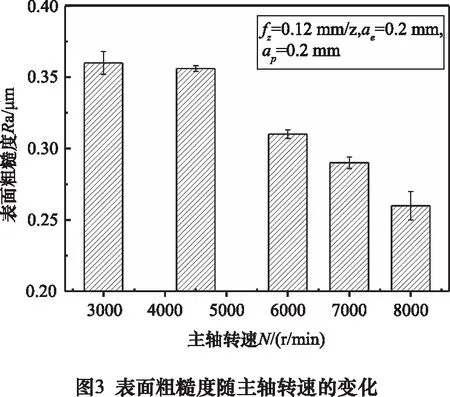
圖4所示為表面顯微硬度隨主軸轉速的變化,可以看出,與工件初始表面硬度(720 HV)相比,淬硬模具鋼經高速銑削加工后,其表面硬度顯著提高,且提高程度隨主軸轉速的增大總體呈現下降趨勢。在高速硬銑削過程切削力的作用下,工件表面層會發生強烈的彈塑性變形,引發表面層內位錯堆積、晶粒拉長破碎等一系列物理變化,造成表面加工硬化。隨著主軸轉速的不斷提高,產生的切削熱逐漸增加,球頭銑刀與工件之間的摩擦作用逐漸減弱,切削力減小,加工硬化程度減弱。

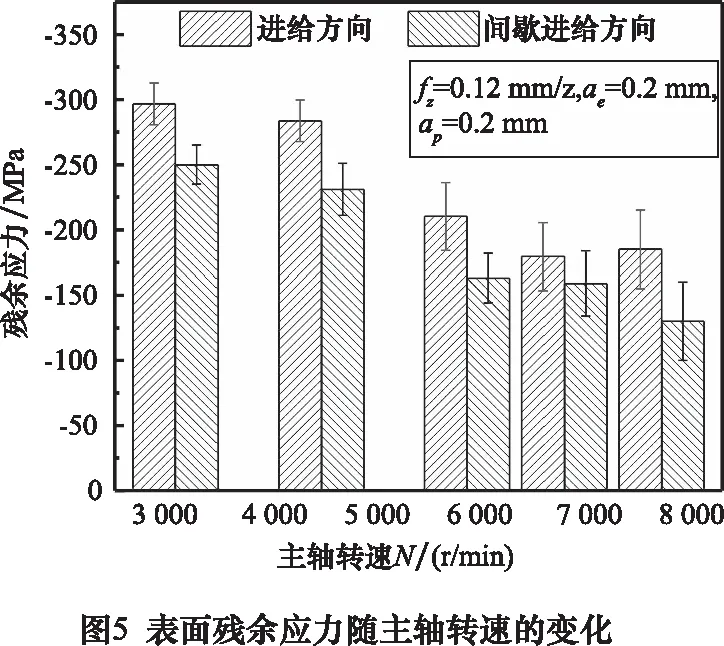
圖5所示為表面殘余應力隨主軸轉速的變化,可以看出,淬硬模具鋼高速銑削加工表面殘余應力呈壓應力狀態,且隨著主軸轉速的提高,表面殘余壓應力逐漸減小。工件銑削加工表面殘余應力是銑削過程熱力耦合場綜合作用的結果。當主軸轉速提高時,切削力出現下降,對已加工表面的擠壓作用減弱,再加之銑削過程產生更多的熱量,這兩方面原因共同導致表面殘余壓應力的降低。
2.2 高速銑削加工表面耐磨性分析
試樣表面磨痕寬度隨主軸轉速的變化情況如圖6所示,可以看出,試樣表面磨痕寬度隨主軸轉速的提高總體呈現先減小后增大的規律,這表明耐磨性與主軸轉速具有一定的相關性。
磨痕寬度越大,則耐磨性越差;反之,則耐磨性越好。根據圖6可知,以較低主軸轉速銑削的試樣表面磨痕寬度相對較大,而由圖4和圖5可知,該類試樣具有較高的表面加工硬化程度與殘余壓應力,這表明對于高速硬銑削加工表面來說,高硬度高殘余壓應力不一定具有高耐磨性。隨著主軸轉速的增大,磨痕寬度相比低速時呈現一定程度的下降,當主軸轉速為7 000 r/min時,磨痕寬度最小,耐磨性最好。然而,隨著主軸轉速的進一步升高,磨痕寬度又開始增大。
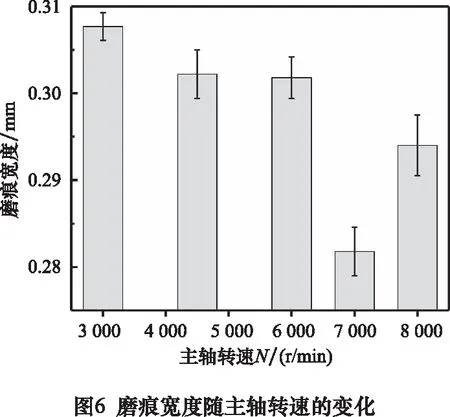
盡管高速硬銑削加工過程會降低表面粗糙度、引入表面加工硬化和殘余壓應力,但與此同時,表面脆性增強,且容易存在微凹坑、微裂紋等表面缺陷,這些因素均可影響高速銑削加工表面的耐磨性。隨著主軸轉速的升高,表面加工硬化程度減弱,表面缺陷得益于軟化作用而減少,故而耐磨性增強。但隨著主軸轉速的進一步增大,表面加工硬化程度顯著下降,致使表面硬度及強度降低,耐磨性變差。
3 結語
本文研究了淬硬模具鋼Cr12MoV高速硬銑削加工表面完整性及其耐磨性隨主軸轉速的變化規律,得到的結論主要有以下幾點:
(1)表面粗糙度隨主軸轉速的提高而下降。當主軸轉速由3 000 r/min提高到8 000 r/min時,表面粗糙度下降28%。
(2)高速硬銑削加工表面會出現顯著的加工硬化現象和殘余壓應力,且隨著主軸轉速的提高,表面加工硬化程度及表面殘余壓應力均會減弱。
(3)高速硬銑削加工表面耐磨性隨主軸轉速的提高總體呈現先增強后減弱的規律。表面耐磨性是表面硬度、表面殘余應力、表面缺陷等多因素協同作用下的結果。對于模具鋼高速硬銑削加工表面來說,高硬度與高殘余壓應力并不意味著較高的耐磨性,還需考慮表面缺陷的影響。