針對GB/T 25198—2010中封頭標記的一點建議
2021-10-14 09:22:32馬樹輝白光野劉清華劉武善
石油工業技術監督 2021年9期
關鍵詞:設計
馬樹輝,白光野,劉清華,劉武善
中國石油工程建設有限公司 華北分公司(河北 任丘 062550)
0引言
橢圓形封頭因其應力分布較為均勻且易于沖壓成型,目前在中、低壓容器中得到了廣泛的應用[1]。封頭類型、規格、材質不同,其加工制造工藝亦不同。封頭可用整板或拼板經冷沖壓、熱沖壓、冷旋壓、熱旋壓、冷卷、熱卷等方法成形,直徑較大的封頭也可分瓣成形后再組焊成封頭。加工成型的封頭制造過程中在力的作用下彎曲部分方向厚度會發生減薄,最大減薄發生在封頭的過渡區,即封頭的小曲率半徑與封頭直段和大曲率半徑相切部分的圓弧區內[2],在最大加工減薄處,封頭檢測厚度即為封頭的成品最小厚度。對于封頭的最小成形厚度,GB/T 150—2011[3]6.1.1 中規定:“制造單位應根據制造工藝確定加工余量,以確保受壓元件成形后的實際厚度不小于設計圖樣標注的最小成形厚度。”在GB/T 25198—2010[4]6.3.13 中規定:“根據制造工藝確定封頭的投料厚度,以確保封頭的成品最小厚度不小于設計要求的最小成形厚度。”由此可見,對于壓力容器用封頭,為保證壓力容器的安全運行,不僅要求封頭最小成形厚度必須滿足壓力容器強度設計的要求,而且標準還要求了對壓力容器封頭厚度的標注。
盡管在GB/T 25198—2010中規定了封頭設計標記及封頭成品標記,但設計方、制造方對相關法蘭厚度的認識不同,使得設計單位及制造單位對此存在理解偏差[5—7],影響著封頭合理性設計。
對此,基于相關標準及工程經驗,對受內壓有、無開孔橢圓形封頭的最小成形厚度進行了分析與計算,探究了設計、制造過程中各種封頭厚度之間的相互關系,同時對封頭標記樣式提出了意見與建議,以期對于工程實踐提供經驗。
1 不同的封頭厚度定義及其相互關系
封頭的設計及制造過程中會涉及各種厚度,下面以應用廣泛的橢圓形封頭為例,分別就其設計過程及制造過程中涉及的厚度進行介紹。
1.1 設計過程中的厚度
計算厚度δ為按GB/T 150—2011公式計算得到的厚度;設計厚度δd為計算厚度與腐蝕裕量之和,δd=δ+C2;名義厚度δn為設計厚度加上材料厚度負偏差后向上圓整值材料標準規格的厚度,δn=δd+C1+Δ=δ+C2+C1+Δ;有效厚度δe為名義厚度減去腐蝕裕量和材料厚度負偏差,δe=δn-C1-C2。
1.2 制造過程中的厚度
對于封頭投料厚度(材料厚度)δS,為制造封頭時材料的投料厚度,通常大于封頭的名義厚度;封頭成品最小厚度δ′min,為成品封頭實測厚度最小值。
封頭厚度之間的相互關系如圖1所示。
2 封頭最小成形厚度的確定
關于封頭最小成形厚度,GB/T 150—2011標準釋義解釋為:①設計厚度;②在給定的元件名義厚度下,制造中可以達到的最大厚度;③有效厚度加腐蝕裕量。對此,曾慶楠[8]通過論述各種厚度之間的關系,認為設計者應根據具體情況在設計厚度、有效厚度加腐蝕裕量范圍內進行試算來確定最小成形厚度,取值范圍如(1)式:

式中:Δ為圓整量,mm;δd為設計厚度,mm;δmin為最小成形厚度,mm。
為進一步確定Δ值,參考前人工作[9-10],以受內壓的標準橢圓封頭為例,下面對有、無開孔兩種情況下封頭的最小成形厚度進行分析。
2.1 無開孔封頭的最小成形厚度
根據GB/T 150—2011規定,其計算厚度:

式中:δ為封頭計算厚度,mm;K為橢圓封頭系數;Pc為設計壓力,MPa;Di為封頭內徑或與其連接的圓筒內徑,mm;[σ]t為設計溫度下封頭材料的許用應力,MPa;φ為焊接接頭系數。
設計厚度

式中:δd為設計厚度,mm;C2為腐蝕裕量,mm。
因封頭上無開孔削弱其強度,結合考慮內壓下封頭的彈性失穩問題,其最小成形厚度可取值如下:

2.2 有開孔封頭的最小成形厚度
其計算厚度、設計厚度同無開孔封頭情況所得值,鑒于封頭上開孔會影響封頭強度,故需提供一定量厚度來補償開孔面積。根據GB/T 150—2011中等面積補強法,可得補償量,其值如下:

式中:Δδ為厚度補償量,mm;A為開孔削弱所需要的補強截面積,mm2;A2為接管有效厚度減去計算厚度之外的多余面積,mm2;A3為焊縫金屬面積,mm2;A4為有效補強范圍內另加的補強面積,mm2;B為有效寬度,mm;dop為開孔直徑,mm;δet為接管有效厚度,mm;fr為強度削弱系數。
則其最小成形厚度可取值如下:

3 封頭標記樣式
GB/T 25198—2010標準中4.3 部分對于封頭的標記樣式做了規定。其中要求,對于設計方,在設計圖樣中需要標記封頭名義厚度及最小成形厚度,即δmin、δn,封頭名義厚度δn=δd+C1+Δ=δ+C2+C1+Δ;對于制造方,要求其在封頭成品中標記封頭材料厚度及封頭成品最小厚度,即δ′min、δs,封頭投料厚度通常取值大于封頭名義厚度,其值為δs=δn+Δ2,其中Δ2為加工裕量,mm。
GB/T 25198—2010規定要求:“根據制造工藝確定封頭的投料厚度,以確保封頭的成品最小厚度δ′min不小于設計要求的最小成形厚度δmin。”故可認為封頭成品最小厚度與封頭最小成形厚度值相等,即in=δmin。
封頭名義厚度δn為設計中所定參數,王賢虎[11]指出為達到鋼板標準規格、與筒體名義厚度相同便于材料管理等因素,設計人員會對名義厚度進行圓整,造成名義厚度值不是唯一確定的。考慮加工減薄等制造問題,制造單位在確定封頭投料厚度δs時取值會大于封頭名義厚度δn。因名義厚度值不確定,封頭投料厚度值亦不確定,從而直接影響封頭加工后的最小成形厚度。筆者以受內壓、無開孔橢圓封頭在不同設計條件下為例,進一步探究δs、δn、δmin之間的關系,結果見表1。
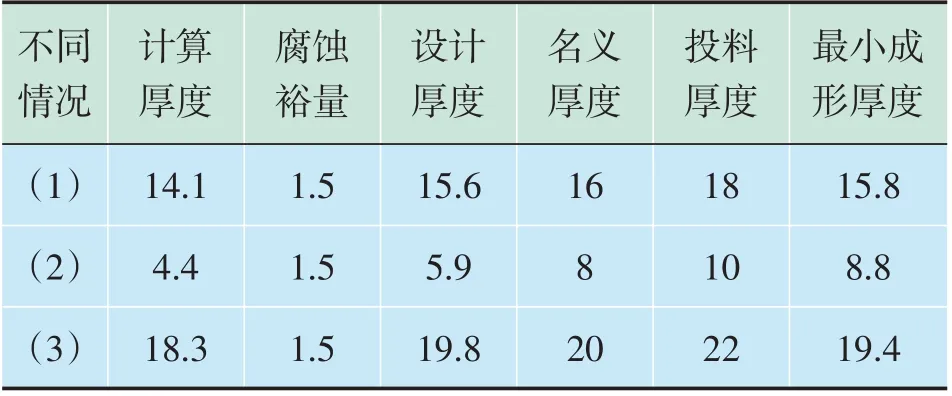
表1 以名義厚度、投料厚度確定最小成形厚度時的計算結果 /mm
由表1可知,情況(1)中以Q345R鋼板、設計溫度70℃為例,查GB/T 150—2011可知,當鋼板厚度超過16mm后其許用應力值為185MPa,但在設計過程中鋼板厚度為16mm其許用應力值為189 MPa,造成壓力容器設計、制造過程中的“應力跳檔”問題[12],經加工后封頭成品的最小厚度可能不滿足使用要求;情況(2)中為達到與筒體壁厚一致,封頭名義厚度向上跳一檔取值為8mm,加工單位在考慮減薄的情況下取值投料厚度為10mm,加工后所得最小成形厚度8.8 mm,超出封頭設計厚度5.9 mm很多,造成了材料的浪費;情況(3)中,封頭名義厚度取值為20mm,投料厚度取值為22mm,加工后最小成形厚度為19.4 mm小于設計厚度19.8 mm,此情況會造成不滿足設計要求,封頭無法正常使用。
綜合上述問題可見,以封頭名義厚度、投料厚度確定最小成形厚度會造成設計、制造單位認識上的沖突,其結果會影響封頭合理性設計。針對此問題,在“封頭最小成形厚度需大于等于封頭設計厚度”這一前提下,建議首先依據已知設計條件求得封頭設計厚度,依據式(3)、式(6)確定封頭最小成形厚度,在考慮加工減薄影響的情況下,反推厚度如式(7)所示(若此時計算厚度與之前厚度相比發生“跳檔”現象,則需以較小的許用應力值重新核算厚度),向上圓整至最接近的標準鋼板規格為封頭投料厚度,如式(8)所示,同時以封頭投料厚度值為封頭名義厚度值標注在設計圖樣上,從而以此指導制造單位進行生產。

式中:T為加工減薄率,其值大小可依據設計參數參照GB/T 25198—2010附錄J確定。
依據此方法,重新對表1計算,其結果見表2。

表2 以最小成形厚度確定確定封頭名義厚度及封頭投料厚度 /mm
通過表2計算結果可知,以新方法進行計算及標注,以設計過程為主,在設計過程中以最小成形厚度反推后向上圓整得到封頭名義,要求加工單位以設計圖樣中名義厚度為投料厚度,以此指導制造單位進行生產,同時要求封頭成品最小成形厚度滿足設計圖樣上最小成形厚度要求。采用此方法進行計算及標注,解決了上述“應力跳檔”“材料浪費”及“加工后材料厚度不滿足要求”等現象,對封頭的合理性設計有著重要的指導意義。
4 結論
基于相關標準及工程實例對壓力容器封頭的名義厚度、投料厚度及最小成形厚度之間關系進行了研究,其結論如下:
1)基于標準及前人工作,確定了有無開孔下受內壓封頭的最小設計成形厚度。
2)依據工程實例,通過計算分析了封頭名義厚度、投料厚度及最小成形厚度之間的關系,發現因名義厚度不唯一性及設計、制造不統一性會影響封頭合理性設計。
3)提出新的解決辦法,在結論1)的基礎上已知封頭最小成形厚度,考慮加工減薄影響的情況下,反推厚度向上圓整至最接近的標準鋼板規格為封頭投料厚度,同時以封頭投料厚度值為封頭名義厚度值標注在設計圖樣上。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
