樣車試制中白車身卡板的設(shè)計與制作
2021-10-11 01:49:02汪永輝徐靜芬
裝備機(jī)械 2021年3期
關(guān)鍵詞:設(shè)計
□ 汪永輝 □ 李 鷹 □ 徐靜芬
上汽大眾汽車有限公司 上海 201800
白車身通常由300~500個沖壓件組成,焊接工藝非常復(fù)雜,在近100個工位的總成及分總成生產(chǎn)線上大批量、快節(jié)奏進(jìn)行焊接,其中裝夾定位點多達(dá)2 000~2 500個,焊點多達(dá)4 000~5 000個。白車身的質(zhì)量在很大程度上是由各個總成的質(zhì)量所決定的,焊點的質(zhì)量對汽車的安全性有重要影響。車身焊接為多層次、多環(huán)節(jié)、工序復(fù)雜的生產(chǎn)過程,影響車身尺寸精度的因素很多,包括產(chǎn)品設(shè)計、工裝夾具設(shè)計、車身沖壓件精度、沖壓件匹配焊接變形、人為操作等多個方面。筆者介紹白車身匹配過程中卡板的主要設(shè)計方法、不同的卡板制作方式及優(yōu)缺點,并介紹幾種卡板的應(yīng)用場景,為樣車試制中白車身的制作提供參考。
1 卡板設(shè)計步驟
在試制白車身過程中,經(jīng)常會使用各種類型的卡板。卡板主要根據(jù)產(chǎn)品區(qū)域需求進(jìn)行設(shè)計,卡板設(shè)計主要步驟如圖1所示。

圖1 卡板設(shè)計步驟
筆者基于CATIA軟件對卡板進(jìn)行設(shè)計。
(1) 收集周邊數(shù)據(jù)。根據(jù)卡板需求,收集卡板周邊數(shù)據(jù),通常為外板數(shù)據(jù)。因為卡板使用場景主要針對外板范圍,如側(cè)圍和車頂、側(cè)圍和后蓋、后蓋上下體等。
(2) 制作卡板所需位置的截面。方法有兩種,第一種是通過車身坐標(biāo)系,將坐標(biāo)平面偏置到截面所需的位置,第二種是基于提取出的數(shù)據(jù)面提取曲線,在曲線上建立所需位置的點,制作過點且垂直于曲線的法向平面。第一種方法需要測量具體的車身位置,才能準(zhǔn)確偏置需要的截面。第二種方法比較直觀。為后續(xù)更改方便,可以采用參數(shù)化設(shè)計方法將兩種方法結(jié)合起來,制作出隨時可調(diào)整的截面。
(3) 提取原始數(shù)據(jù)。通常收集的數(shù)據(jù)為總成狀態(tài)數(shù)據(jù),應(yīng)用CATIA軟件中裝配生成單個命令將總成數(shù)據(jù)生成為單個零件數(shù)據(jù)。此時可以對單個零件數(shù)據(jù)進(jìn)行操作,采用提取命令,將需要的數(shù)據(jù)面提取出來,便于后續(xù)卡板的制作。
(4) 截取不同區(qū)域截面。通過截取的截面與提取的數(shù)據(jù)產(chǎn)生交線,形成卡板的工作曲線。然后設(shè)計輔助曲面,得到一個封閉的圖形。
(5) 優(yōu)化卡板數(shù)據(jù)。此時卡板基本已經(jīng)設(shè)計完成,需要對卡板進(jìn)行優(yōu)化,原因是卡板制作存在一定誤差,鈑金零件也會有一些誤差。需要將關(guān)注的曲線提取出來,非重要的曲面可以剔除。另一方面,需要對卡板進(jìn)行標(biāo)號,以區(qū)分不同位置的卡板,標(biāo)號可以通過簡單圖形繪制或添加數(shù)字的方式進(jìn)行。
2 卡板制作方法
通過上述步驟,可以完成不同區(qū)域卡板的設(shè)計。由于制作方式的不同,提交給制造部門的數(shù)據(jù)也不同。卡板制作一般分為紙板剪切、鈑金激光切割、三維打印制作等方式。
(1) 紙板剪切。一般應(yīng)用于精度要求不高的場合。將設(shè)計好的卡板生成二維圖紙,1∶1打印,然后貼在硬質(zhì)紙板上。現(xiàn)場工人用剪刀剪出卡板形狀,使用于相應(yīng)位置。紙板剪切的優(yōu)點是費用極低,缺點是紙質(zhì)材質(zhì)打印的模板自身強(qiáng)度低,不易固定,使用不便。
(2) 鈑金激光切割。卡板設(shè)計完成后導(dǎo)出.igs格式文件,用于鈑金激光切割。如果卡板比較多,還需要將所有卡板放置在同一個平面上,并優(yōu)化卡板的位置,使排布合理,節(jié)省材料。卡板之間至少留有20 mm間隙,方便切割。鈑金激光切割費用較低,精度取決于激光切割的精度。卡板使用可靠,制作周期較短,適合白車身試制過程中的需求。
(3) 三維打印制作。三維打印是新興且快速發(fā)展的一種技術(shù),是以數(shù)字模型文件為基礎(chǔ),應(yīng)用粉末狀金屬或塑料等材料,通過逐層打印的方式構(gòu)造物體,屬于加法式制造。在設(shè)備尺寸允許的條件下,可進(jìn)行多個部件的同時加工,具備材料利用率高、開發(fā)成本低、制作精度高、開發(fā)周期短等優(yōu)點,尤其適用于小批量產(chǎn)品生產(chǎn)。將設(shè)計完成的卡板通過加厚命令進(jìn)行增厚,因為三維打印對數(shù)據(jù)的要求一般為封閉的實體零件。三維打印費用根據(jù)打印克數(shù)來衡量,使用材料可以選用丙烯腈-丁二烯-苯乙烯共聚物、尼龍等工程塑料,成本約為10元/g,打印尺寸一般為490 mm×390 mm×200 mm,精度能夠達(dá)到0.127 mm。卡板一般都比較薄,厚度在1 mm左右,因此三維打印制作的卡板強(qiáng)度偏弱。如果使用金屬三維打印制作,質(zhì)量增大,費用也會增加。三維打印制作適用于小批量且為異形狀的零件。
3 卡板的應(yīng)用
上汽大眾產(chǎn)品研發(fā)試制中心承接了各類樣車的制作,對白車身的精度要求非常嚴(yán)格,包含焊點位置誤差、總成狀態(tài)誤差等。卡板在這些位置控制方面起到一定作用,以相對便宜的制作成本保證了車身的精度。
(1) 卡板在點焊中的運(yùn)用。白車身焊接過程中,需要確定點焊的具體位置,因此需要制作這些區(qū)域的卡板。以某車型前三角風(fēng)窗和車頂為例,如圖2所示。首先提取前三角風(fēng)窗的面片數(shù)據(jù),并以前三角風(fēng)窗的孔為定位孔。由于提取后的數(shù)據(jù)為三維空間數(shù)據(jù),因此需要將空間數(shù)據(jù)投影到二維。然后通過激光切割出卡板,并在點焊的位置挖出小孔,方便工人做標(biāo)記。應(yīng)用卡板時,將制作的卡板貼合到目標(biāo)零件上,用大力鉗夾緊定位,并用記號筆進(jìn)行標(biāo)記。最后去除卡板,進(jìn)行點焊焊接。

圖2 前三角風(fēng)窗及車頂點焊卡板應(yīng)用
(2) 卡板在激光焊接中的應(yīng)用。上汽大眾很多車型后蓋上都應(yīng)用了激光釬焊,激光釬焊的主要特點是通過激光高能量密度實現(xiàn)局部或微小區(qū)域的快速加熱,完成釬焊。被焊零件變形小,焊縫深寬比大,熱影響區(qū)窄。激光焊接對零件和工裝的精度要求很高。除激光焊接參數(shù)調(diào)整外,對零件的位置需要嚴(yán)格控制。在前期夾具調(diào)整時,應(yīng)用卡板能夠大大提升調(diào)整效率,縮短測量工時。某車型后蓋上下體之間進(jìn)行激光釬焊時,為了保證零件最后的精度,需要嚴(yán)格控制后蓋上下體之間的距離,否則與周邊零件會出現(xiàn)匹配問題。如圖3所示,應(yīng)用卡板可以解決后蓋上下體之間的匹配問題,并采用夾具進(jìn)行固定,完成激光釬焊工作,保證后蓋焊接精度。

圖3 后蓋激光焊接卡板應(yīng)用
分別在A、B、C三處進(jìn)行優(yōu)化。A處主要考慮零件加工和卡板加工的精度,避讓零件上的圓角。B處用于減小接觸面。C處考慮激光釬焊后所產(chǎn)生的圓角。
(3) 卡板在總成狀態(tài)的應(yīng)用。在樣車總裝過程中,會出現(xiàn)間隙現(xiàn)象。如圖4所示,門密封條及側(cè)框密封條安裝后,原來的理論間隙不正確。此時,需要應(yīng)用總成卡板來檢驗車身是否在正確的位置,留給門的空間是否合理。
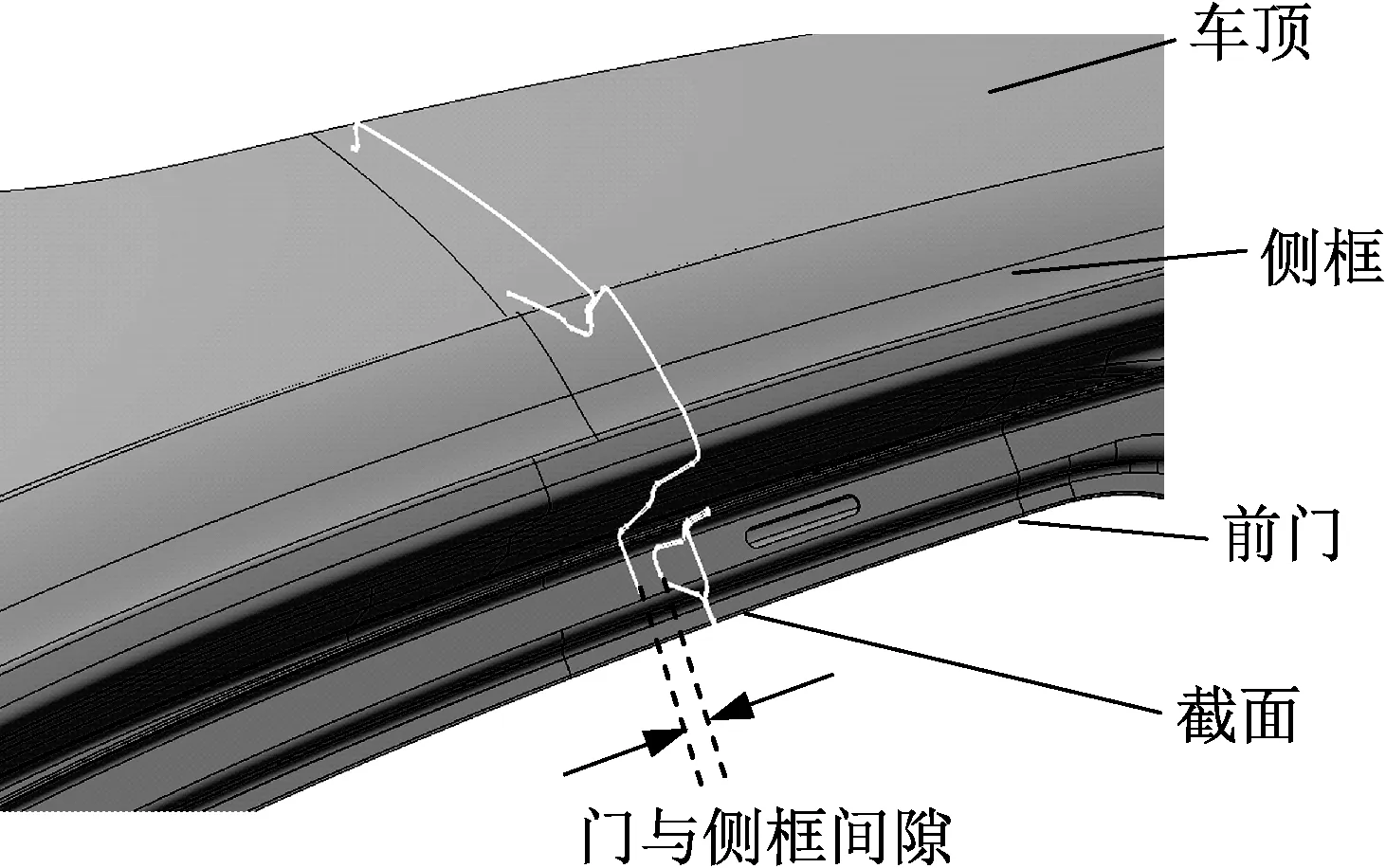
圖4 門與側(cè)框間隙問題
在樣車試制過程中,車門密封條、側(cè)框密封條等零件是小批量生產(chǎn)零件,零件精度會存在誤差。在總成狀態(tài)下,出現(xiàn)縫隙或落差不均勻,可能是密封條有問題,也可能是側(cè)框或門等裝配、焊接有問題。為了解決這些問題,需要對可能出現(xiàn)問題的零件逐一排查。如圖5所示,制作車身卡板,能夠快速排查車身問題。這一方法可操作性強(qiáng),制作成本低。

圖5 車身卡板
4 結(jié)束語
樣車試制中的白車身制作,不同于生產(chǎn)線上的批量生產(chǎn),很多工序需要借助簡易輔助工具。卡板作為重要的輔助工具,對白車身的精度提高具有一定作用。
筆者介紹了卡板的設(shè)計步驟,以及不同的制作方法。結(jié)合具體項目,分析了卡板的各種應(yīng)用,為后續(xù)試制白車身提供了借鑒。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
