四輥卷板機(jī)圓柱體板材加工工藝方法
2021-10-10 02:53:38王秋實(shí)張秋瑞張新連軍張志銘
當(dāng)代化工研究 2021年18期
*王秋實(shí) 張秋瑞 張新 連軍 張志銘
(渤海造船廠集團(tuán)有限公司 遼寧 125000)
1.滾彎成型理論過(guò)程
四輥卷板機(jī),在滾彎不同尺寸的板材上有不同的滾彎過(guò)程,但其工作原理基本相同。上下輥為主動(dòng)輪,兩側(cè)輥為從動(dòng)輪,上下兩輥對(duì)板材作用的力產(chǎn)生驅(qū)動(dòng),側(cè)輥對(duì)板材的切向力產(chǎn)生摩擦阻力,方向?yàn)檠刂邢蛭灰品较虻姆捶较颉L彎時(shí),上下兩輥將板材夾持,保證板材在輥摩擦力的帶動(dòng)下發(fā)生連續(xù)穩(wěn)定的彎曲變形。
2.四輥卷板機(jī)三個(gè)輥工作滾彎成型過(guò)程受力分析
四輥卷板機(jī),其工作原理為使板材三點(diǎn)受力成圓。左側(cè)輥上升與預(yù)彎卷制后的板材接觸,預(yù)彎卷制后的板材具有一定的曲率,因此左側(cè)輥的位移與預(yù)彎時(shí)的右側(cè)輥位移量不相同,圖1中A為上輥與板材接觸點(diǎn),B為下輥與板材接觸點(diǎn),四輥卷板機(jī)在工作過(guò)程中的力學(xué)形式類(lèi)與非對(duì)稱(chēng)三輥卷板機(jī)相似,當(dāng)板材右端在上下輥的驅(qū)動(dòng)下運(yùn)動(dòng)到A點(diǎn)附近后,需要下降左側(cè)輥上升右側(cè)輥,反復(fù)的升降左右側(cè)輥直到圓弧達(dá)到工藝要求。如圖2因?yàn)樯舷螺亴宀膴A緊板材有自身的重力因素,當(dāng)左側(cè)輥完全卸載后,板材的重心和上下輥形成了一個(gè)杠桿的現(xiàn)象,同時(shí)形成的彎矩,彎矩時(shí)引起彎曲變形的主要因素。因?yàn)橥饬Υ筮^(guò)板材的屈服強(qiáng)度板材在靠近B端會(huì)發(fā)生塑性變形,影響圓弧的成型質(zhì)量。
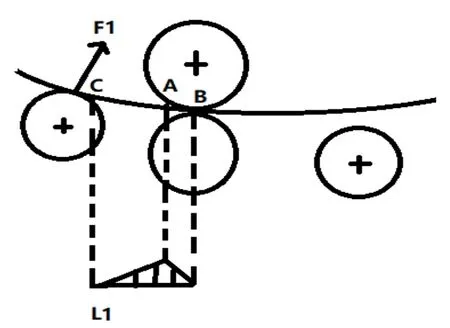
圖1 三個(gè)工作輥板材受力的彎矩圖
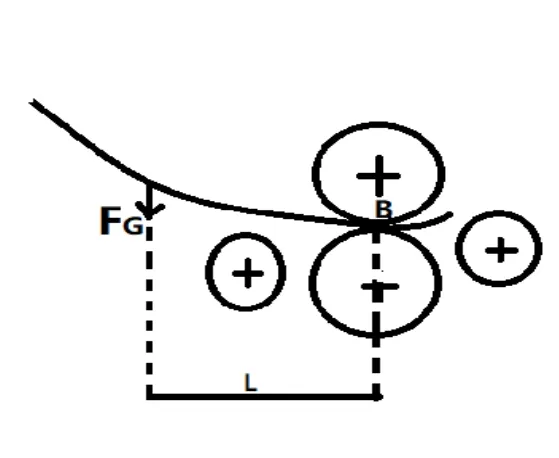
圖2 左側(cè)輥下降板材自重的彎矩圖
3.四輥卷板機(jī)四個(gè)輥工作滾彎成型過(guò)程受力分析
四輥卷板機(jī),四個(gè)輥工作其工作原理為使板材受到兩個(gè)三點(diǎn)受力成圓。左側(cè)輥上升與預(yù)彎卷制后的板材接觸,預(yù)彎卷制后的板材具有一定的曲率,因此左側(cè)輥的位移與預(yù)彎時(shí)的右側(cè)輥位移量不相同,同時(shí)右側(cè)輥也上升到與左側(cè)輥相同的高度。圖3中A為左側(cè)輥與板材接觸點(diǎn),B和C為下輥與板材接觸點(diǎn),D點(diǎn)為右側(cè)輥與板材的接觸點(diǎn)。四輥卷板機(jī)四個(gè)輥輥彎過(guò)程中的力學(xué)形式類(lèi)與兩個(gè)非對(duì)稱(chēng)三輥卷板機(jī),當(dāng)板材在上下輥的驅(qū)動(dòng)下運(yùn)動(dòng)到B點(diǎn)或C點(diǎn)附近后,不需要下降左側(cè)輥和右側(cè)輥,可以直接提升左右側(cè)輥的高度,直到板材圓弧滿(mǎn)足工藝要求。如圖3因?yàn)樯舷螺亴宀膴A緊板材有自身的重力因素,板材的重心和上下輥形成的杠桿現(xiàn)象,因?yàn)樽笥覀?cè)輥沒(méi)有完全卸載,左右側(cè)輥的A和D點(diǎn)起到了支撐作用,減小了使板材自重的彎矩,也就消除了板材自重對(duì)板材彎曲變形的影響。因?yàn)樽灾氐膹澗匦∮诎宀牡那?qiáng)度板材在靠近A和D端不會(huì)發(fā)生塑性變形,同時(shí)保證了板材的成型質(zhì)量。

圖3 四個(gè)輥工作板材受力的彎矩圖
4.四輥卷板機(jī)兩個(gè)加工工藝方法的區(qū)別
四輥卷板機(jī)三個(gè)輥工作與四輥工作板材受力的區(qū)別,由圖1可知四輥卷板機(jī)三個(gè)輥工作時(shí),是上工作輥和下工作輥和一個(gè)側(cè)工作輥組成一個(gè)力系,板材在變形區(qū)受到一個(gè)外力的作用下發(fā)生塑性變形。由圖3可知四輥卷板機(jī)四個(gè)工作輥工作時(shí),是由上工作輥和下工作輥同時(shí)還有兩個(gè)側(cè)工作輥組成了兩個(gè)力系,板材在變形區(qū)受到兩個(gè)外力的作用下發(fā)生塑性變形。
板材的加工曲率是固定的,三個(gè)輥工作時(shí)板材的受到的外力為F1達(dá)到需要的加工曲率。四個(gè)輥工作時(shí)板材受到的外力分別為F2和F3達(dá)到需要的加工曲率。可以假設(shè)推斷出F1×L1=F2×L2+F3×L3,因?yàn)樗妮伨戆鍣C(jī)上下兩輥?zhàn)笥覂蓚?cè)輥位置是固定的,所以左側(cè)輥到下輥中心的距離L2和右側(cè)輥到下輥中心的距離L3相等L2=L3,F(xiàn)1L1=(F2+F3)L2,所以F1的力系等與F2和F3的力系和。
5.試驗(yàn)分析及結(jié)果
本次試驗(yàn)設(shè)備采用某廠生產(chǎn)的型四輥卷板機(jī),試驗(yàn)時(shí)采用33mm厚長(zhǎng)度為7000mm的Q235板材圓弧半徑設(shè)定為R4000進(jìn)行試驗(yàn),設(shè)定上下輥壓力固定為2.5MPa。
四輥卷板機(jī)三個(gè)工作輥加工板材過(guò)程,將對(duì)中后的板材進(jìn)行左右預(yù)彎,升起左側(cè)輥到剛接觸沒(méi)有發(fā)生任何形變的板材高度數(shù)值為380,板材向左運(yùn)動(dòng)到接近上下輥并用樣板觀察板材圓弧的成型大小,下降左側(cè)輥升起右側(cè)輥高度數(shù)值為400,板材向右運(yùn)動(dòng)到接近上下輥,下降右側(cè)輥升起左側(cè)輥高度數(shù)值為420,板材向左運(yùn)動(dòng),反復(fù)重復(fù)上述操作過(guò)程直到側(cè)輥高度數(shù)值為530板材圓弧滿(mǎn)足工藝要求。此加工過(guò)程用時(shí)為3h。
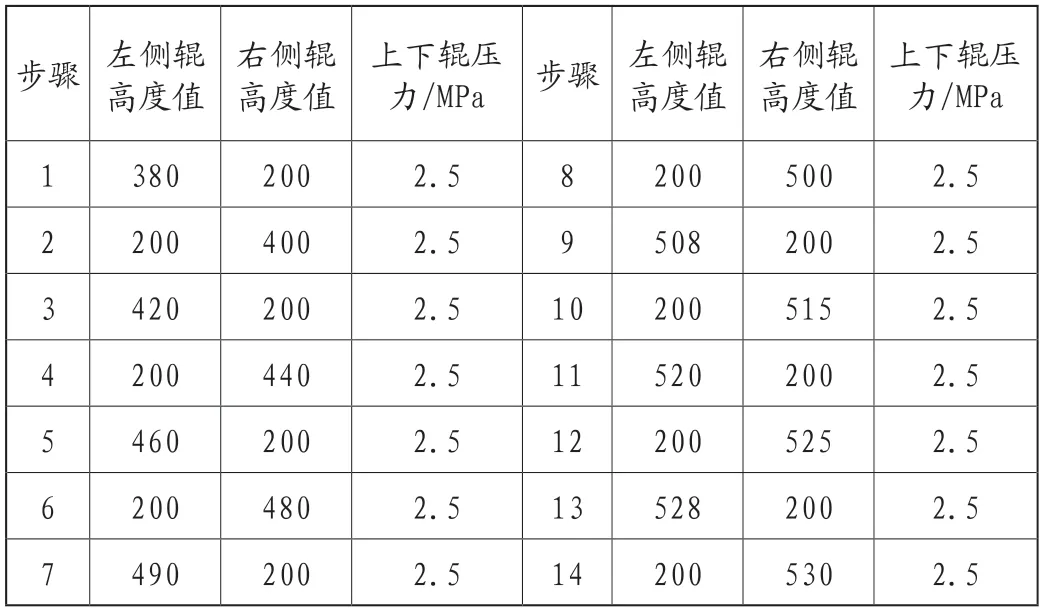
表1 三個(gè)工作輥加工板材左右側(cè)輥數(shù)值
四輥卷板機(jī)四個(gè)工作輥加工板材過(guò)程,將對(duì)中后的板材進(jìn)行左右預(yù)彎,之后升起左右側(cè)輥到剛接觸沒(méi)有發(fā)生任何形變的板材高度數(shù)值380,將板材向左運(yùn)動(dòng)到快接近上下輥位置,用圓弧樣板對(duì)發(fā)生形變的板材圓弧進(jìn)行觀察,之后同時(shí)升起左右側(cè)輥高度數(shù)值為390,之后板材向右運(yùn)動(dòng)到接近上下輥位置,繼續(xù)用樣板對(duì)板材圓弧進(jìn)行觀察,在同時(shí)升起左右側(cè)輥高度數(shù)值為400,板材向左運(yùn)動(dòng),反復(fù)重復(fù)上述操作過(guò)程直到左右側(cè)輥高度數(shù)值為460板材圓弧滿(mǎn)足工藝要求。此加工過(guò)程用時(shí)為1.5h。
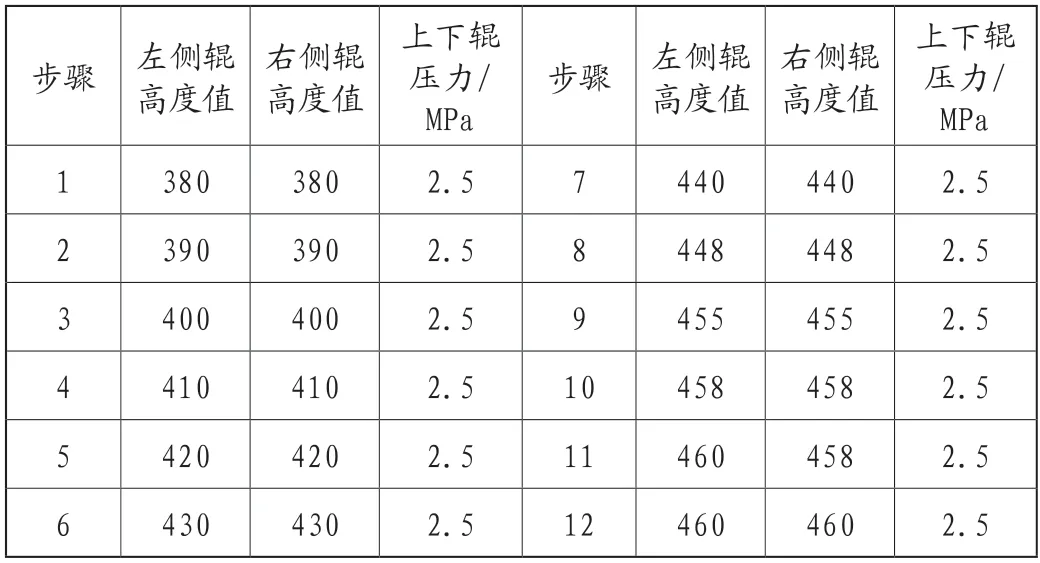
表2 四個(gè)工作輥加工板材左右側(cè)輥數(shù)值
通過(guò)實(shí)際操作過(guò)程,可以確定四輥卷板機(jī)圓柱體板材加工,四個(gè)工作輥加工方法的工作效率明顯高于三個(gè)工作輥加工方法,同時(shí)四個(gè)工作輥的加工步驟更簡(jiǎn)單,不需要反復(fù)的升降側(cè)輥。
四輥卷板機(jī)三個(gè)輥工作時(shí),如圖2當(dāng)板材靠近上下輥時(shí)需要下降左側(cè)輥升起右側(cè)輥。當(dāng)左側(cè)輥下降到無(wú)法給板材任何支撐力的時(shí)候,板材因?yàn)樽陨泶嬖诘闹亓?huì)對(duì)已經(jīng)產(chǎn)生塑性變形的板材施加一個(gè)向下的力FG,同時(shí)又因?yàn)樽髠?cè)輥完全下降沒(méi)有任何支持力增加的重力FG的彎矩,使原來(lái)的彎矩L1變成了L。當(dāng)板材的重力FG彎矩變大超過(guò)了板材自身的屈服強(qiáng)度,板材在靠近上下輥的位置B點(diǎn)附近會(huì)發(fā)生塑性變形,形成一個(gè)與原來(lái)相反的彎曲變形。
四輥卷板機(jī)四個(gè)輥工作時(shí),如圖4當(dāng)板材靠近上下輥時(shí),不需要下降兩個(gè)側(cè)輥。板材彎矩L4和L5小于圖2中的彎矩L,因?yàn)橛星昂筝仦橹С贮c(diǎn)使彎矩變小,減小了板材因彎矩過(guò)大產(chǎn)生相反彎曲變形的現(xiàn)象。

圖4 四個(gè)輥工作板材自重的彎矩圖
6.結(jié)論
(1)四輥卷板機(jī)卷制圓柱體板材加工采用四個(gè)工作輥加工方法經(jīng)過(guò)試驗(yàn)證明方法可行。(2)四輥卷板機(jī)卷制圓柱體板材加工采用四個(gè)工作輥加工方法工作效率明顯高于三個(gè)工作輥加工方法,并且步驟簡(jiǎn)單,同時(shí)減少設(shè)備的使用時(shí)間,增加設(shè)備的使用壽命。(3)四輥卷板機(jī)卷制圓柱體板材加工采用四個(gè)工作輥加工方法,因?yàn)橛星昂筝仦橹С贮c(diǎn)使彎矩變小,減小了板材因彎矩過(guò)大的影響,提高了工作效率和板材的成型質(zhì)量。