大型汽輪機外缸鑄造用消失模的起型方法
2021-10-10 01:04:28王文寶趙健東
中國鑄造裝備與技術 2021年5期
關鍵詞:模型
王文寶,馬 瑞,趙健東
(共享鑄鋼有限公司,寧夏銀川 750021)
0 前言
大型鑄鋼件鑄造過程中為了節約模具成型成本縮短生產周期,消失模模具使用日益廣泛,但鑄鋼件模具形狀復雜,輪廓尺寸大,尤其是汽輪機外缸類模具,屬于空心薄壁結構,模具成型難度大。現有消失模鑄造技術是通過機床加工出與鑄件形狀、尺寸相同的模具負壓造型,造型后消失模模具不需取出,而是在澆入液態金屬后聚苯乙烯在高溫下分子裂解而讓出空間充滿金屬液,凝固后形成鑄件。這種鑄造方式存在以下缺陷:模具只能使用一次,壽命短,浪費成本,且消失模在澆注時高溫分解產生大量的煙氣污染環境。這種方法不適合大型鑄鋼件的生產,因此大型汽輪機外缸消失模模型制作方法與木模相似,通過制作實樣模型造型,先造型下箱,翻箱后造型上箱,需要開箱取模,但消失模模型本身較脆弱,薄壁結構起模導致損壞。
本文對汽輪機外缸消失模模型結構研究,提供一種薄壁類鑄件鑄造用消失模的起模方法,通過在不同結構消失模模型上設計起型裝置,使消失模模型能夠從砂型里取出,并減少起模損壞使消失模模型能夠多次使用,降低模具制作成本[1]及維護量。
1 產品結構分析
以公司生產的某種大型高中壓汽輪機鑄鋼件為例進行介紹,該模型的輪廓尺為寸3835mm×2550mm×1387mm,模型壁厚60mm~80mm 之間,整體結構按實樣模型設計,屬于一種大型薄壁結構,造型時先造外皮,需要加工內腔支頂胎,用于組裝模型和支頂模型,防止外皮造型時消失模下塌變形[2],翻箱后取出支頂胎,再造內腔,需要開箱取模,其產品結構如圖1 所示。
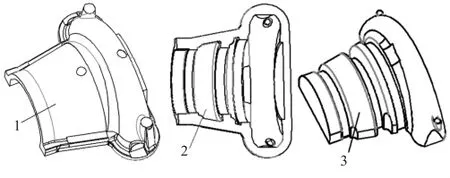
圖1 薄壁模型結構示意圖
對于此類大型薄壁結構汽輪機外缸消失模模型來說,造型過程受樹脂砂的擠壓和吸附,起模阻力相對較大,起型部位受力最大,消失模容易拉透或變形,另外其模型跨度大、薄壁結構,起模受力不均衡,導致消失模模型起模損壞甚至報廢。
2 起型設計
為了便于加工和起模,將模型進行分段處理后加工,分段原則一方面考慮機床加工行程,另一方面模型長度過長時起模難度增大。一般消失模起模長度控制在1800mm 以內,按模型結構可分a、b 兩段,a 段截面為圓筒型,平均壁厚60mm,b段截面為錐形,平均壁厚80mm,兩種結構造型時吃砂量不同,起模難度不同,需分段設計起型裝置。同時支頂胎也需分為兩段,便于開箱取模時回填到模型內分段取模。
2.1 a 段模型起型設計
如圖2 所示,選擇結合面法蘭設計起型,由于法蘭截面厚度只有130mm,消失模強度低,在此面直接安裝起型裝置會導致起模過程消失模拉透或損壞,不能到達起模要求。通過在法蘭上設計四處起型臺,目的是增加起型部位的截面厚度,提高消失模起型部位強度,加工時起型臺與消失模一起加工,模型組裝時在起型臺上安裝起型裝置,待起模后用樹脂砂填埋起型臺即可。根據以往經驗,起型部位截面厚度至少控制在220mm~230mm 才能保證起型部位消失模的強度,起型臺設計時尺寸也不能過大,尺寸過大不便于起模后填砂操作,一般起型臺尺寸控制在150mm~250mm,起型臺設計時需要增加3°~5°起模斜度便于起模。
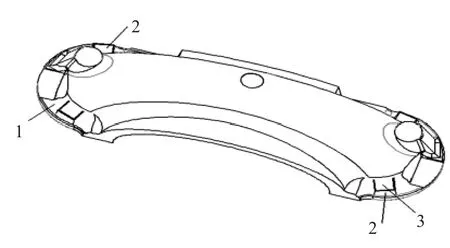
圖2 a 段模型示意圖
2.2 b 段模型起型設計
如圖3 所示,選擇結合面法蘭設計起型,此處結法蘭截面厚度在250mm,不需增加起型臺,可在組裝時直接安裝起型裝置,如圖5 所示,起型裝置可以用10~12mm 厚鋼板與M14~M16 全扣絲桿焊接成型,起型裝置下端用8mm~10mm 墊片和M14~M16 的螺母固定。
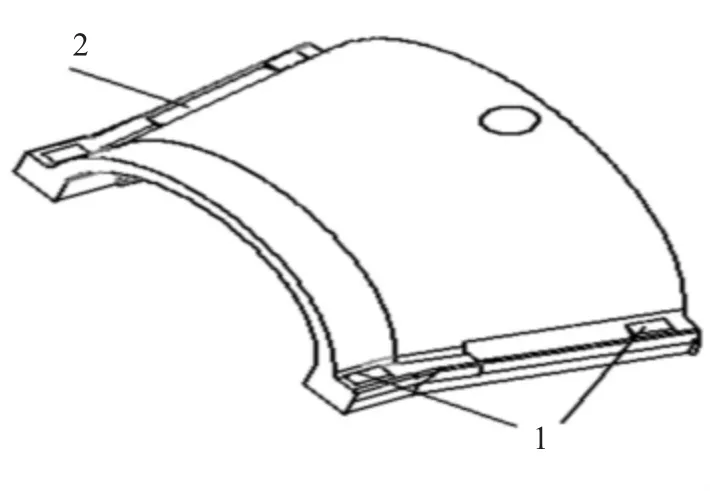
圖3 b 段模型示意圖
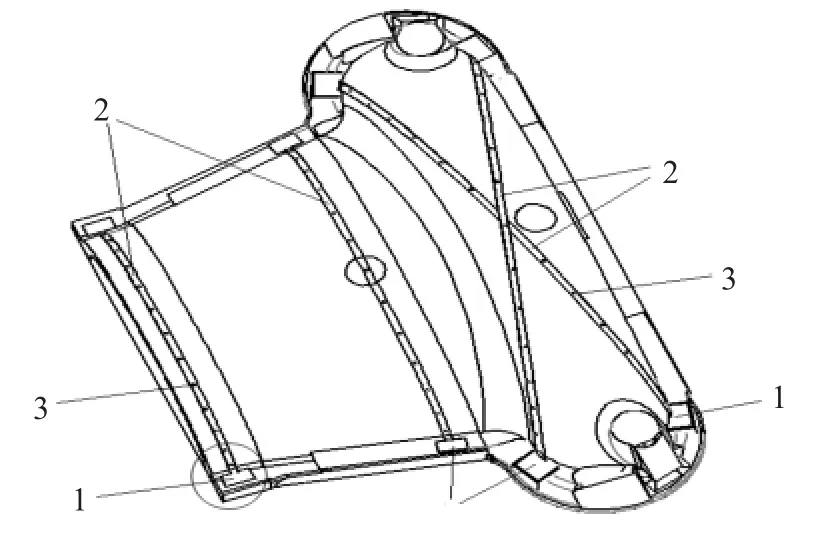
圖4 起型繃帶安裝示意圖
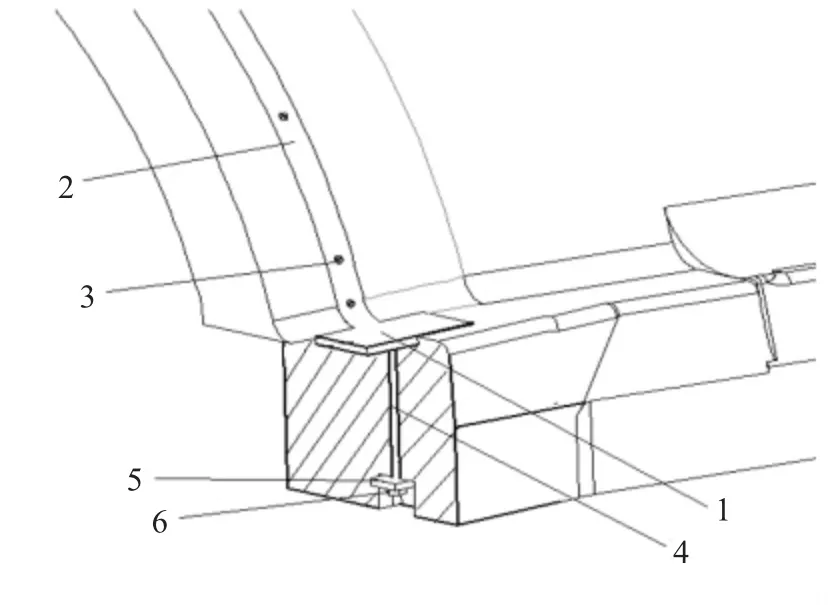
圖5 起型裝置示意圖
2.3 安裝起型繃帶
由于消失模模型本身強度低,以及造型過程緊實樹脂砂對消失模模型的擠壓力,每段起模時起型裝置部位受力遠大于薄壁部位,導致模型拉斷。安裝起型裝置時增加起型繃帶,如圖4 所示,a段模型和b 段模型處各增加兩條起型繃帶,a 段模型為圓弧截面,可以將起型繃帶交叉鋪設,防止繃帶滑脫。要求所有繃帶緊貼模型外壁,通過30mm~50mm 木螺絲固定,木螺絲間距每隔200mm~250mm 一個,起型繃帶兩頭與起型裝置把合,增加起模強度,使消失模能夠整體起模。繃帶選擇厚度1mm~2mm 的打包帶,打包帶彈力要小,一般受力1t 時拉伸長度不超過10mm 即可使用,繃帶寬度不能過窄,以免受力時將消失模拉變形,繃帶寬度控制30mm~50mm 即可。
3 起模操作
開箱起模需要天車起吊取模,必須分段取模,每段模型使用四個吊點起吊,并制作調平撐桿在吊具上支撐,使起吊夾角變為垂直起吊。由于模型結構為空心薄壁,直接起模模型必然會向內收縮,導致模型拉裂或變形,在起模前將支持胎放入消失模模型里,防止起模時模型向內收縮變形,分段起模受力均衡降低取模難度減少損壞。
4 結論
(1)消失模模型增加起型裝置,設計起型臺增加起型部位厚度,提高消失模起型強度,使消失模模型可以起模。
(2)薄壁空心結構的消失模模具增加起型繃帶,使消失模模型整體起模,防止起模損壞,實現消失模模型可多次使用。
(3)起模操作將消失模支頂胎放入模型,并使用調平撐桿,使吊點受力夾角變為垂直起吊,解決空心模型起模時向內收縮或變形,降低模型起模損壞率。
(4)降低模型損壞,減少模型維護量,降低模具成型成本,提高生產效率。
5 總結
薄壁類鑄件鑄造用消失模的起模方法,通過在不同結構消失模模型上設計起型裝置,在薄壁部位增加起型繃帶,使消失模模型能夠從砂型里取出,并減少起模損壞使消失模模型能夠多次使用,降低模具制作成本及維護量。相比消失模負壓造型,模具制作成本控制更經濟實用,同時降低消失模在澆注時高溫分解產生大量的煙氣污染環境。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
