
小直徑導(dǎo)向軸感應(yīng)淬火工藝實(shí)例
2021-09-29 02:50:18張磊米佩卜侃侃
金屬加工(熱加工) 2021年9期
張磊,米佩,卜侃侃
1.寧夏天地奔牛實(shí)業(yè)集團(tuán)有限公司 寧夏石嘴山 753001
2.寧夏天地重型裝備科技有限公司 寧夏石嘴山 753001
1 序言
某礦用輸送機(jī)中關(guān)鍵零部件導(dǎo)向軸在使用過(guò)程中,φ78mm及φ42mm外圓會(huì)頻繁與輪架表面發(fā)生磨損,為提高導(dǎo)向軸的使用壽命,需要對(duì)接觸磨損部位進(jìn)行感應(yīng)淬火處理。受軸結(jié)構(gòu)及加工工藝限制,在使用過(guò)程中對(duì)軸外圓淬硬層深度要求進(jìn)行精確控制,為確保淬硬層深度及硬度要求,需對(duì)軸進(jìn)行感應(yīng)淬火試驗(yàn),以確定最終的淬火工藝參數(shù)。
2 試驗(yàn)材料及方法
2.1 試驗(yàn)材料及技術(shù)要求
導(dǎo)向軸材料為40Cr鋼,結(jié)構(gòu)如圖1所示,要求φ78mm及φ42mm外圓感應(yīng)淬火,硬度55~60HRC,淬硬層深度在3~4mm,變形<0.1mm,因軸工藝順序?yàn)楦袘?yīng)淬火后加工槽部位,所以淬硬層深度必須保證在4mm以下,避免后序槽部位加工困難。
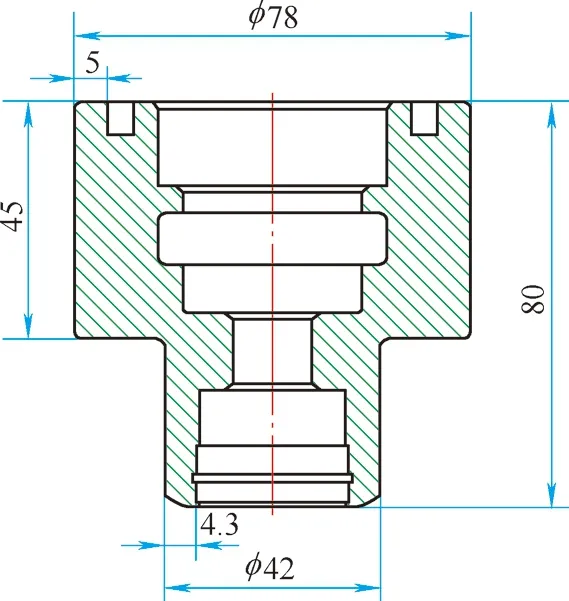
圖1 淬火導(dǎo)向軸結(jié)構(gòu)
2.2 試驗(yàn)過(guò)程及參數(shù)
使用感應(yīng)器結(jié)構(gòu)如圖2所示,感應(yīng)器與淬火表面單邊間隙3~3.5mm。感應(yīng)淬火工藝參數(shù)見(jiàn)表1。生產(chǎn)試驗(yàn)中,φ78mm外圓試驗(yàn)2件,φ42mm外圓試驗(yàn)1件,淬火冷卻介質(zhì)濃度7%,溫度25℃,工件旋轉(zhuǎn)速度40r/min。圖3、圖4為φ78mm外圓感應(yīng)加熱示意,圖5為φ42mm外圓感應(yīng)加熱示意。

圖2 感應(yīng)器結(jié)構(gòu)

圖3 方案1

圖4 方案2

圖5 方案3
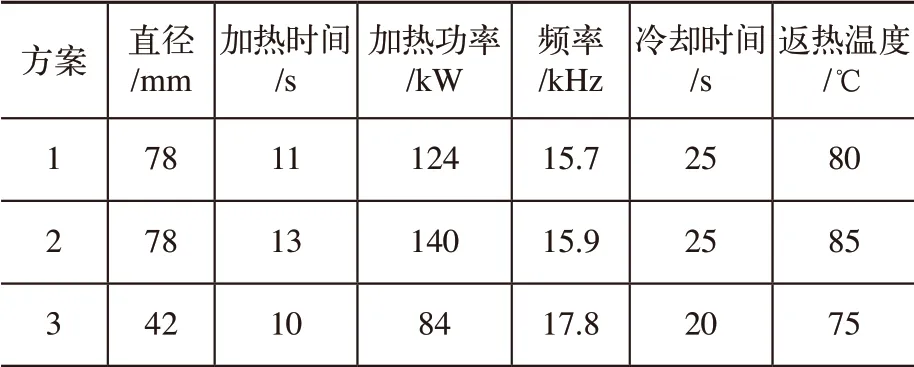
表1 淬火工藝參數(shù)
對(duì)試驗(yàn)加熱過(guò)程進(jìn)行觀察,采用方案1工藝參數(shù)進(jìn)行加熱后,表面溫度達(dá)到900℃左右,但加熱深度不是很均勻,目測(cè)加熱深度在2.5~3mm。采用方案2工藝參數(shù)進(jìn)行加熱后,表面溫度達(dá)到950℃左右,目測(cè)加熱深度均勻,達(dá)到4mm左右。采用方案3工藝參數(shù)進(jìn)行加熱后,表面溫度達(dá)到950℃左右,目測(cè)加熱深度均勻,達(dá)到4.5~5mm。φ78mm外圓在加熱11s后,每增加1s,淬硬層深度增加1mm,目測(cè)淬硬層深度是否可靠,需要后續(xù)進(jìn)行切片解剖確認(rèn)。
3 試驗(yàn)結(jié)果與分析
3.1 變形檢測(cè)
對(duì)淬火后的導(dǎo)向軸進(jìn)行變形檢測(cè),淬火前后尺寸見(jiàn)表2,軸變形規(guī)律為脹大0.02~0.05mm,滿足變形<0.1mm的技術(shù)要求。

表2 變形情況 (mm)
3.2 淬硬層深度檢測(cè)
對(duì)淬火后導(dǎo)向軸進(jìn)行淬硬層深度檢測(cè),采用線切割方式進(jìn)行取樣,圖6所示為φ78mm外圓采用方案1工藝參數(shù),淬火試樣經(jīng)4%硝酸酒精腐蝕后淬硬層深度宏觀狀態(tài),試樣尺寸為長(zhǎng)45mm×深8mm。此種取樣方法可檢測(cè)淬硬層深度和淬火長(zhǎng)度[1]。圖7所示為φ78mm外圓采用方案2工藝參數(shù),淬火后淬硬層深度宏觀狀態(tài),僅可檢測(cè)淬硬層深度。圖8所示為φ42mm外圓采用方案3工藝參數(shù)淬火后,試樣淬硬層深度宏觀狀態(tài),硬度、淬硬層深度檢測(cè)方法為從表面開(kāi)始,每隔0.5mm檢測(cè)一個(gè)硬度值,具體檢測(cè)結(jié)果見(jiàn)表3。

圖6 φ78mm外圓淬硬層

圖7 φ78mm外圓淬硬層

圖8 φ42mm外圓淬硬層
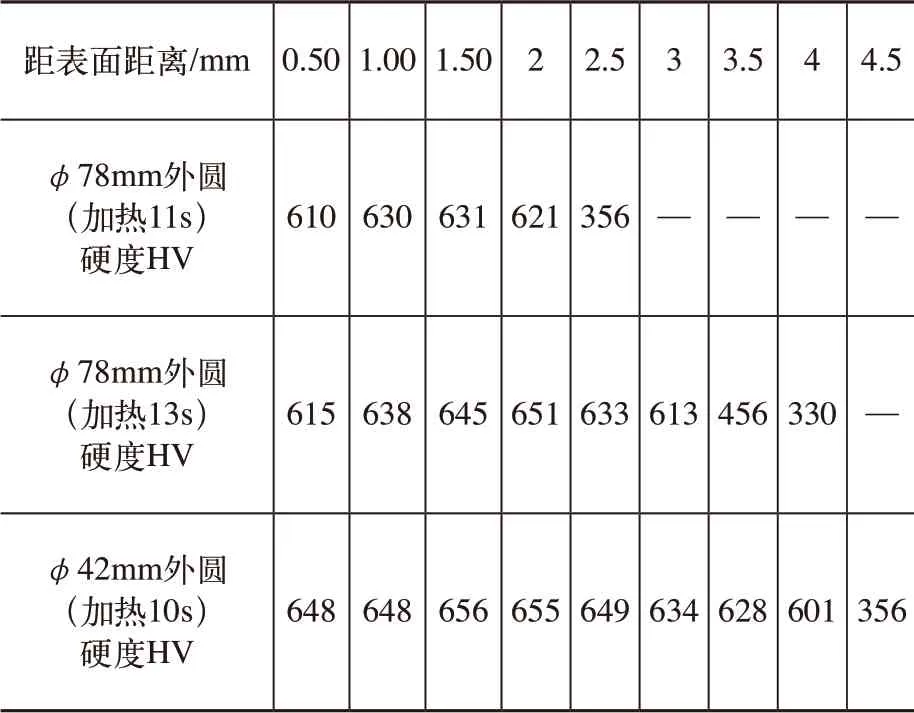
表3 淬硬層深度及硬度結(jié)果
對(duì)淬硬層深度、硬度結(jié)果進(jìn)行分析,結(jié)合圖6、圖7及表3結(jié)果可以看出,雖然φ78mm外圓采用方案1工藝參數(shù)淬火后,淬硬層深度為2mm,淬火長(zhǎng)度為整個(gè)截面,長(zhǎng)度方向均淬火,但淬硬層深度仍不滿足技術(shù)要求。φ78mm外圓采用方案2工藝參數(shù)淬火后,淬硬層深度為3.5mm,滿足技術(shù)要求。結(jié)合圖8及表3結(jié)果可以看出,φ42mm外圓采用方案3工藝參數(shù)淬火后,淬硬層深度為4mm。對(duì)比切片淬硬層深度檢測(cè)結(jié)果與加熱時(shí)目測(cè)淬硬層深度,基本規(guī)律為實(shí)際淬硬層深度小于目測(cè)深度0.5~1mm。
4 結(jié)束語(yǔ)
1)在頻率為1.5~2kHz時(shí),針對(duì)φ78mm、φ42mm的小直徑軸,通過(guò)精準(zhǔn)控制加熱時(shí)間,能夠獲得所需要的淬硬層深度及硬度,且工件變形較小。
2)通過(guò)采用目測(cè)法觀察淬硬層深度,在實(shí)際生產(chǎn)中有一定的參考性,且針對(duì)經(jīng)驗(yàn)豐富的操作者,基本誤差可控制在1mm以內(nèi)。但要想得到較為精準(zhǔn)的結(jié)果,還需采用實(shí)體切片破壞檢測(cè)淬火區(qū)域及淬硬層深度。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國(guó)藝術(shù)金融(2018年12期)2018-08-26 06:03:48
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
