
主動圓柱齒輪軸整體感應淬火
2021-09-29 02:50:14張亮飛
金屬加工(熱加工) 2021年9期
張亮飛
洛陽升華感應加熱股份有限公司 河南洛陽 471000
1 序言
主動圓柱齒輪軸是車橋上的一個重要零件,作為動力輸入軸(主動圓柱齒輪),其作用是傳遞轉矩,因此表面要有足夠的強度,并且心部要具備良好的韌性。
在工作過程中,圓柱齒輪軸需要傳遞轉動、承受彎曲疲勞和傳遞轉矩,且轉矩大,服役條件十分惡劣。因此,該零件結構和使用方式就決定了其應具有高的抗彎曲、轉矩和疲勞的強度,以及足夠的韌性、塑性和高耐磨性等特點。
在近年的生產過程中,隨著感應加熱技術的不斷發展,很多廠家已經對主動圓柱齒輪軸的工藝進行了不斷優化與創新,大大提高了生產效率和生產節拍。
2 技術要求
此次試驗用主動圓柱齒輪軸結構如圖1所示。工件的材料為42CrMoH鋼,淬硬層的要求為:桿部有效硬化層深度DS(450HV5)=9.0~11.0mm。花鍵小徑有效硬化層深度DS(450HV5)=5.5~8.5mm。R圓角有效硬化層深度DS(450HV5)≥3.0mm。表面硬度56~62HRC。
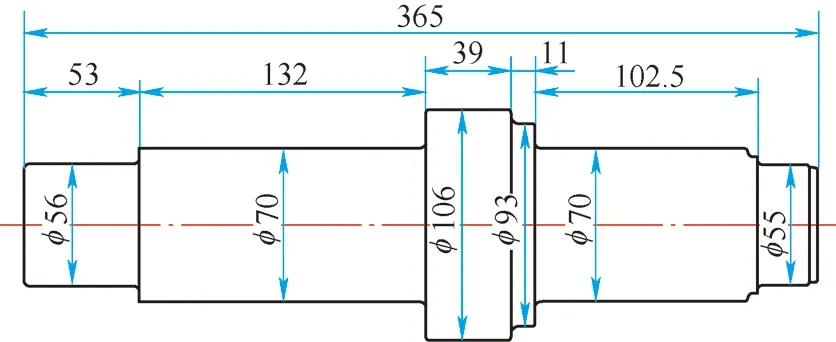
圖1 主動圓柱齒輪軸結構
零件的制造路線為:鍛造→正火→粗車→調質→精車→中頻感應淬火→磨外圓。雖然42CrMoH鋼的淬透性較好,但同時也增大了感應淬火的開裂傾向。
3 整體淬火感應器的特點和優勢
1)開始試驗此產品時,采用的是圓環感應器進行加熱,此加熱形式效率很低,且感應線圈的使用壽命較短,工藝較復雜,且圓角處淬硬層深不太理想,淬硬層深偏下限。尖角處組織粗大,在φ70mm與φ56mm過渡處極易出現裂紋,且裂紋呈環狀,造成工件不合格,工藝穩定性極差[1]。
2)對圓環感應器出現的問題,我們進行了感應器的優化,把感應器制成仿形感應器,采用半幅式整體加熱(兩端部需要兩個感應器分別進行加熱),試驗結果得到比較明顯改善,半幅式整體加熱感應器,提高了生產效率,并且感應器的使用壽命得到了大幅提高。仿形感應器的優勢:①仿形感應器可以按照工件的結構形式和淬硬層區域仿制而成,具有整體同步加熱及同步噴液淬火的特點,還有就是感應器和工件的間隙可以保持基本一致。②可以在工件不易加熱區域增加導磁體,使不易加熱區域的電流比較集中,有效地提高了趨膚效應和熱傳導效應,同時提高了R角和臺階處的溫度,從而實現不同部位同步加熱淬火的目的,避免了掃描式感應器加熱淬火的缺陷。但是,在淬火時工件不宜冷卻太久,否則易出現裂紋,若完全冷卻工件,則極易出現裂紋;若不完全冷卻,則工件具有一定的熱量,工人需要兩次裝夾,降低了效率,并且因為工件具有一定的熱量,在掉頭時容易掉落工件,會產生工件磕碰或危及人身安全的風險。
3)針對半幅式感應器出現的效率問題、需要感應器的數量成本問題,以及工件裝夾次數的繁瑣性問題,我們進一步對感應器進行了優化,使感應器真正意義上實現了整體加熱的條件,真正實現了對工件進行一次裝夾、一次淬火完成,實現了一根軸兩端不同部位同步加熱淬火的目的。同時,彌補了半幅式感應器加熱造成的缺陷以及半幅式感應器加熱出現的效率、裝夾繁瑣問題,并且整體淬火感應器還集合了半幅式整體淬火感應器的所有優點與優勢,大大提高了生產效率,解決了反復裝夾的繁瑣以及重復裝夾工件造成的工件磕碰傷和危及人身安全的問題,也大幅減少了工人的勞動量。
4 淬火工藝及措施
4.1 感應器的結構
感應器的結構如圖2所示。
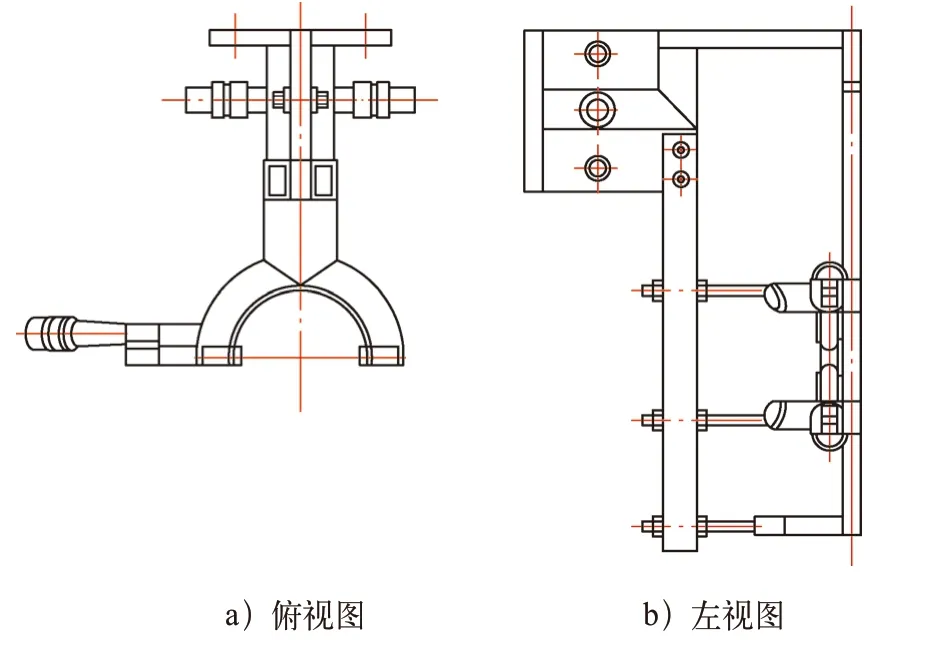
圖2 感應器的結構
4.2 淬火工藝
(1)應用設備 使用洛陽升華感應加熱股份有限公司的感應雙工位數控淬火機床(見圖3)+ DSP智能化感應加熱電源(見圖4)。電源的主要參數:額定功率250kW,頻率2~6kHz。

圖3 雙工位數控淬火機床

圖4 DSP智能化感應加熱電源
(2)工藝參數 調試的實際功率190kW,直流電壓484V,直流電流393A,工作頻率3.7kHz;淬火冷卻介質為水溶性淬火液,按8%配比。加熱時間為45s;噴液冷卻時間為30s。
(3)表面硬度 58~60HRC。
(4)無損檢測 經著色檢測發現裂紋,如圖5所示。

圖5 著色檢測裂紋
4.3 影響零件開裂的因素和控制措施
(1)開裂因素分析 該零件的材料為42CrMoH鋼,要求表面硬度為56~62HRC,開始試驗可能存在以下問題:①使用低濃度水溶性淬火介質。②冷卻時,對工件進行完全冷透。③水溶性淬火冷卻介質溫度偏低。④冷卻速度過快。由圖5可以看出,裂紋為圓周方向,出現在過渡花鍵處,開裂原因主要是零件的尖角效應和淬火組織應力及熱應力的綜合體現[2]。
(2)防止裂紋的控制措施 ①把水溶性淬火介質的濃度增加。②合理控制淬火液的溫度。③控制冷卻時間。④降低冷卻速度。
4.4 工藝優化
1)水溶性淬火介質的濃度調整到12%~15%。
2)噴水時間進行適當的調整。
3)噴水壓力進行適當的調整。
其余參數不變,進行加熱,經著色檢測無裂紋,表面硬度及各處硬化層均符合圖樣要求。切樣照片如圖6所示。

圖6 切樣
5 結束語
采用整體仿形淬火感應器,不但能夠避免硬化層不均勻現象,而且對R角、臺階部位的淬硬層要求也很容易滿足,可以實現同步加熱。整體加熱感應器還具有以下優勢。
1)實現對工件進行一次裝夾完成整體淬火,減少了掉頭二次裝夾,提高了生產效率。
2)感應器和工件的間隙比較一致,避免了掃描感應器出現的質量不穩定的情況。
3)感應器和冷卻噴水相對固定,不易損壞,且噴水盒不會隨著產品型號的更換而更換。
4)通過合理控制水溶性淬火介質的濃度和冷卻時間及冷卻液的溫度,避免零件淬火開裂的危險。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
甘肅教育(2020年14期)2020-09-11 07:57:42
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛生(2014年11期)2014-11-12 13:11:32
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02
