頂蓋橫梁涂膠間隙尺寸控制優化
2021-09-29 05:35:16馬曉紅陳玉川高爽
汽車零部件 2021年9期
馬曉紅,陳玉川,高爽
(長興吉利汽車部件有限公司,浙江湖州 313000)
0 引言
在整車匹配過程中,頂蓋橫梁與頂蓋涂膠間隙過大是一種常見的整車綜合性尺寸缺陷問題,間隙過大會導致減震膨脹膠失效,無法起到減震作用,本文作者從單件到工序進行測量分析,解析每一工序的影響,并對檢具及夾具方案進行改善,從而達到優化頂蓋橫梁涂膠間隙尺寸的目的。
1 頂蓋與橫梁涂膠間隙過大缺陷描述
白車身頂蓋與橫梁的理論間隙為3 mm,公差要求為±1 mm,當頂蓋與橫梁的間隙大于5 mm時,就會由于間隙過大導致頂蓋與橫梁之間的減震膨脹膠失效。某主機廠調研了4臺白車身,測點位置如圖1所示,焊接前后測點數據如圖2所示。由圖可知:
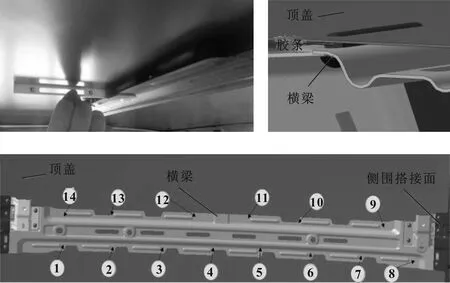
圖1 測點位置

圖2 4臺白車身測點數據
(1)主線主拼工位焊接前,頂蓋與橫梁間隙為3.5~6.9 mm,最大超差量1.9 mm;
(2)主拼工位焊接后,激光熔焊前頂蓋與橫梁間隙為3.5~7.0 mm,最大超差量2 mm;
(3)激光熔焊后頂蓋與橫梁間隙為4.4~10.3 mm,最大超差量5.3 mm。
其中頂蓋橫梁在主線主拼工位焊接前后間隙增大0~1.3 mm;頂蓋橫梁在激光熔焊前后間隙增大0.5~3.8 mm。
2 頂蓋與橫梁涂膠間隙設計要求驗證
白車身頂蓋與橫梁設計間隙為3 mm,槽深2 mm,對標多個整車廠制造標準,間隙要求一般為1~5 mm(表1),即(3±2)mm[1]。通過一維尺寸鏈計算,頂蓋與橫梁間隙公差±2 mm符合尺寸鏈校核(圖3)。

表1 白車身頂蓋與橫梁設計間隙要求
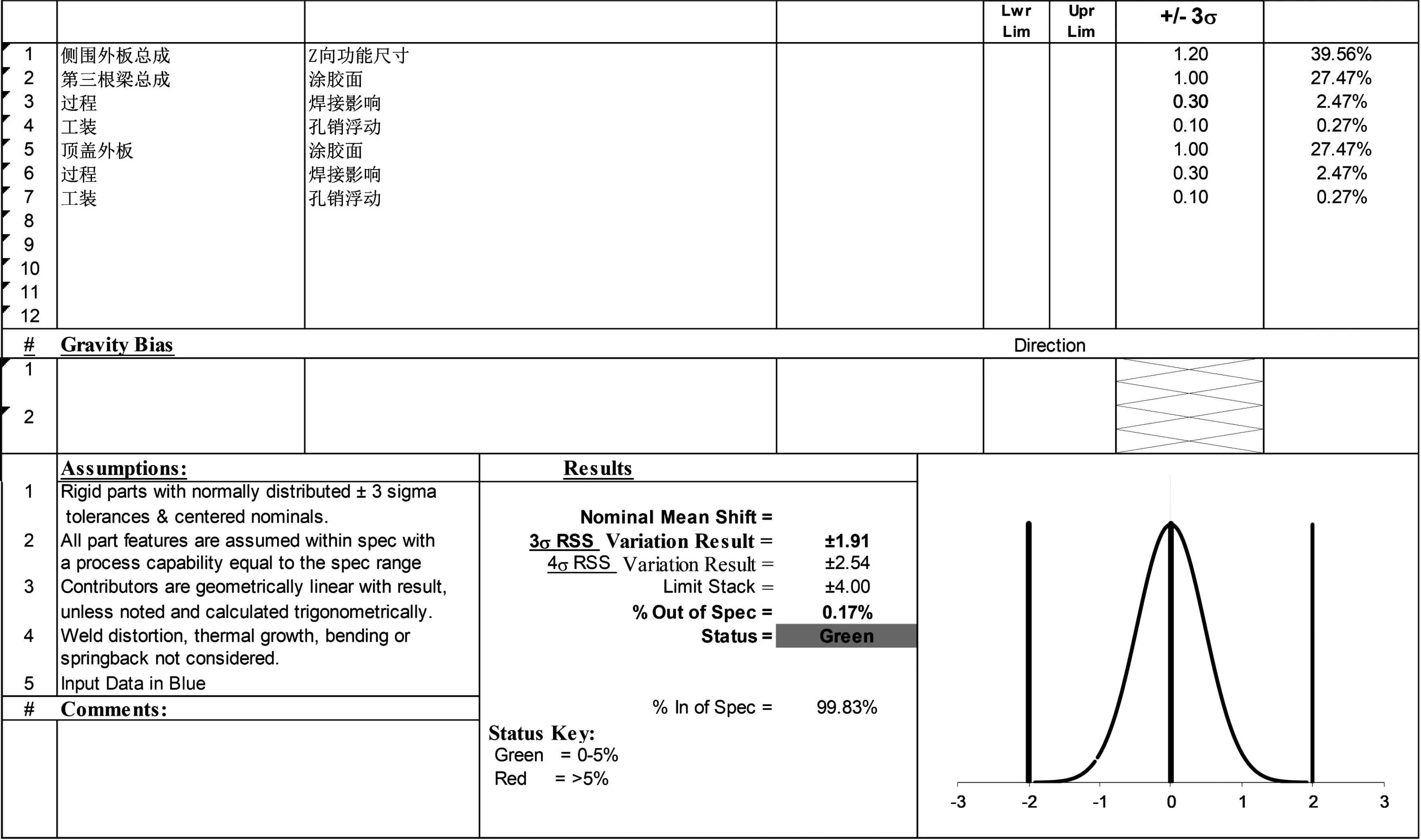
圖3 間隙一維尺寸鏈計算
3 頂蓋與橫梁涂膠間隙過大主要原因分析
從頂蓋與橫梁涂膠間隙測量值及變化量分析可知:
(1)主拼工位焊接前,頂蓋與橫梁間隙為3.5~6.9 mm,比理論間隙大0.5~3.9 mm。對橫梁單件、頂蓋單件、下車體總成Y向、側圍總成橫梁Z向及Y向等影響因素進行拆分分析。通過關節臂掃描分析,頂蓋單件Z方向高出約1 mm,橫梁單件在Z方向低了2~3 mm(裝車方向)(圖4),但是在檢具方向檢測時Z方向低了約1 mm。因此可判斷,在主線主拼工位焊接前,導致頂蓋與橫梁間隙比理論間隙大的主要原因來自橫梁單件零件尺寸不符合,此外,由于檢具檢測方向與裝車方向相反,導致檢具測量值與關節臂掃描(裝車方向)有約1 mm的差異。

圖4 單件尺寸調研
(2)主拼工位焊接后,激光熔焊前頂蓋與橫梁間隙為3.5~7.0 mm,比理論間隙大0.5~4.0 mm,比焊接前的狀態變化不大,可暫時忽略主拼工位焊接影響。
(3)激光熔焊(圖5)后頂蓋與橫梁間隙為4.4~10.3 mm,比理論間隙大1.4~7.3 mm。頂蓋橫梁在激光熔焊前后間隙增大0.5~3.8 mm(圖6)。通過數據可知,激光熔焊工位影響較大,這是由于在激光熔焊前,僅靠橫梁無法固化頂蓋區域的車身尺寸,因此在通過激光熔焊工位時,頂蓋區域在激光熔焊滾輪壓力,左右側圍與橫梁往Y向有微小變化,Z方向低了2~3 mm,導致在激光熔焊前后間隙增大0.5~3.8 mm。

圖5 頂蓋激光熔焊
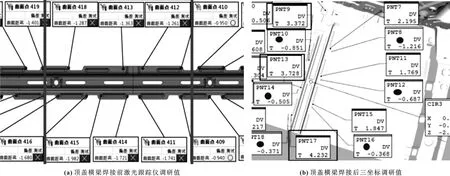
圖6 頂蓋橫梁焊接前及焊后三坐標調研值
4 頂蓋與橫梁涂膠間隙過大優化及整改措施
(1)零件的檢測方向盡量與裝車狀態保持一致。通過驗證,頂蓋橫梁在裝車方向的調研值與檢具方向的測量值,有1~1.5 mm的差異,由此可見,在檢具設計時,一定要考慮裝車方向,保證檢具檢測方向與裝車方向的一致性,才能確保檢具檢測結果的真實可靠性,如圖7所示。

圖7 檢具設計方式
(2)由于在激光熔焊之前,僅靠橫梁無法固化頂蓋區域的車身尺寸,因此在通過激光熔焊工位時,頂蓋區域在激光熔焊滾輪壓力作用下以及側圍總成的重力影響下,側圍的Z向以及Y向會發生尺寸變化,因此需要在頂蓋激光熔焊工位設計夾具,將左右側圍的Y向及Z向尺寸固化,保證左右側圍在Y向及Z向的尺寸,才能確保車身在激光熔焊工位前后,車身的尺寸不發生變化。在正式方案實施前,某主機廠設計了一套簡易的Y向夾具來驗證該方案。通過測量激光熔焊工位焊前焊后,頂蓋涂膠間隙的變化量,發現頂蓋涂膠間隙優化了2 mm左右(表2),因此,驗證該方案是可靠有效的,目前,某整車廠已經將該方案實施在正式夾具中,如圖8所示。
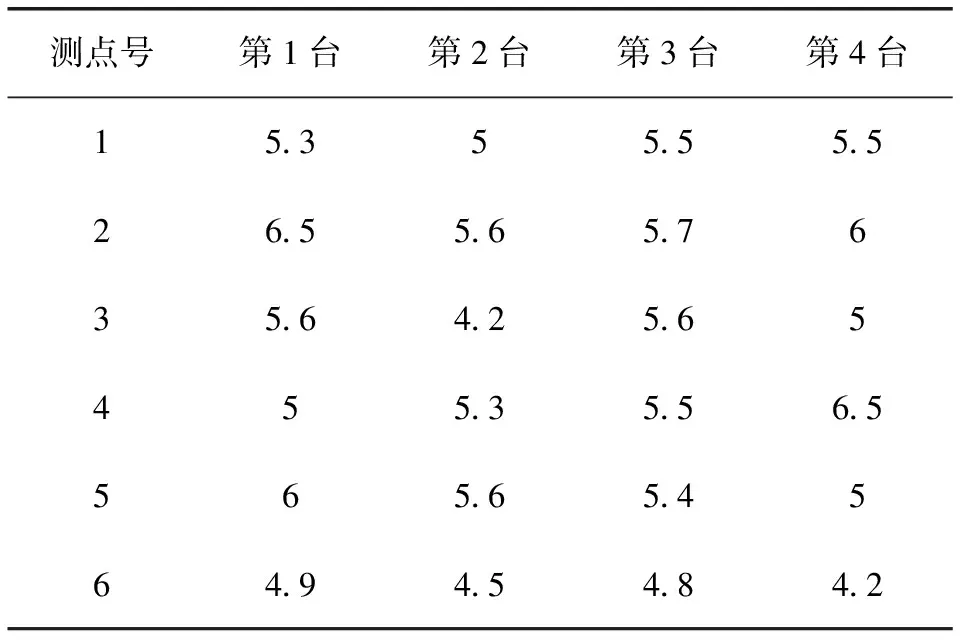
表2 優化后間隙測量結果 mm
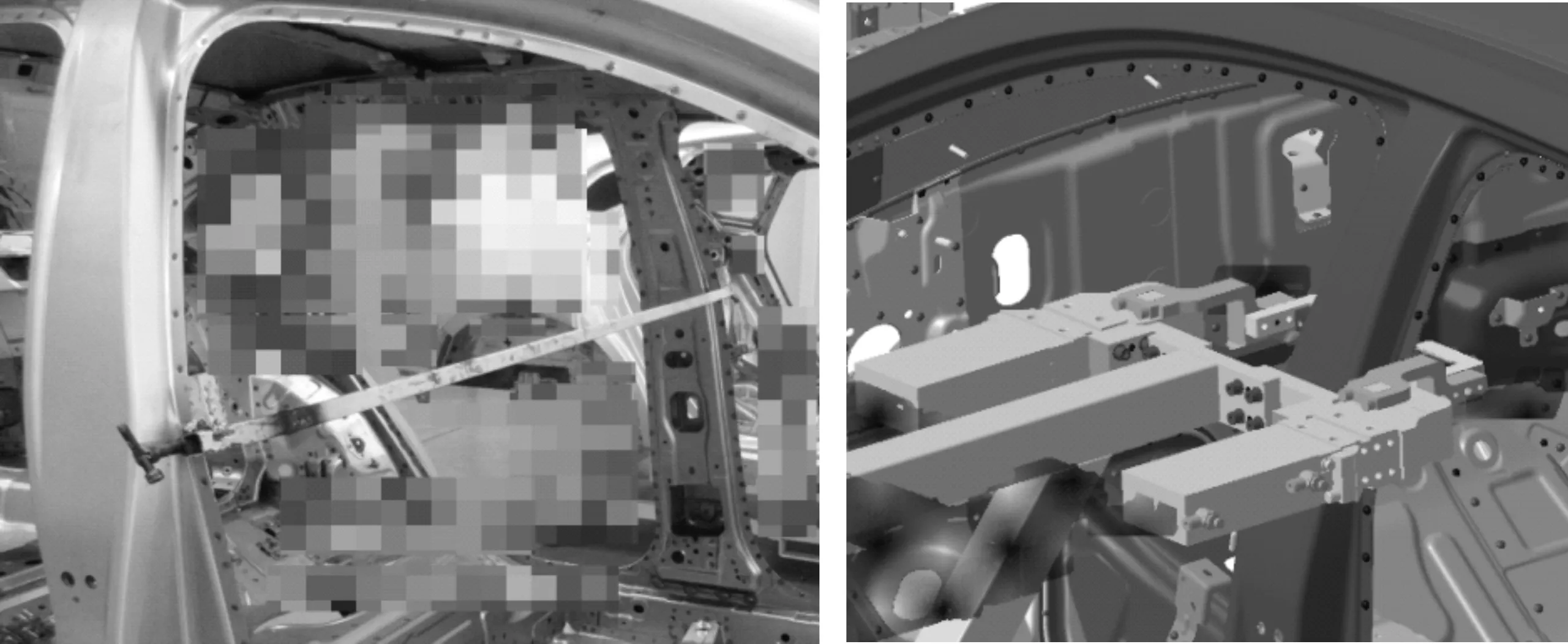
圖8 頂蓋激光熔焊夾具方案
5 結束語
頂蓋橫梁與頂蓋涂膠間隙過大是白車身生產過程中常見的尺寸問題,目前一般常見的方法是將頂蓋橫梁做返修預彎[2],來消除涂膠間隙過大的缺陷,但是這種方法不是從根本上解決這個缺陷,且效果不穩定。此外,下車體的Y向開度對頂蓋橫梁與頂蓋涂膠間隙也會有影響,由于此次調研車的Y向開度在合格范圍內,不做整改。
整車尺寸缺陷問題是綜合性問題,涉及人機料法環測等多種因素影響,因此即使是相同表象的問題,可能原因不盡相同,具體的解決方案還是要根據現場實際情況而定。
