27SiMn連鑄圓坯縱裂紋形成機理研究
2021-09-28 23:37:02李建軍
山西冶金 2021年4期
關鍵詞:裂紋
李建軍
(山西太鋼不銹鋼股份有限公司技術中心,山西 太原 030003)
27SiMn主要用于制造有高韌性和耐磨性要求的熱沖壓件,該鋼具有較高的強度和耐磨性,但是由于含有較高的Si,故該鋼塑形較差。在連鑄生產時易出現較多的表面縱裂紋,如某鋼廠曾在生產Φ390 mm的連鑄圓坯27SiMn時,發現有表面縱裂質量缺陷,無法按照連鑄圓坯銷售,造成了較大損失。
1 圓坯表面的縱裂紋形成情況及特征
2019年1月1日,某煉鋼一廠碳鋼連鑄作業區更換成Φ390 mm的結晶器后,第一個澆次生產了4爐27SiMn,連鑄結束后放入緩冷坑緩冷,時間為24 h,出坑后運到連鑄圓坯庫,在現場檢驗時發現部分圓坯表面有縱裂紋,且主要分布在前2爐,其中第一爐5支,第二爐2支。裂紋主要集中在內弧側,靠近壓痕面,長度不等,最長的約100 mm,深度為1~3 mm,部分裂紋中間斷開不連續(見圖1)。

圖1 連鑄圓坯縱裂紋照片
2 現場查證
為了解裂紋的形成原因,特對現場工藝進行查證,對成分、中包和結晶器的控制參數生產記錄進行分析。
2.1 化學成分
化學成分是影響鋼特性的主要因素,因此首先查閱了圓坯化學成分,化學成分如表1所示。

表1 27SiMn連鑄圓坯的化學成分(熔煉分析) %
由表1可知,27SiMn連鑄圓坯的化學成分完全符合內控要求,尤其是P、S、Cu等容易導致塑性低的元素含量都很低。故首先排除成分這一影響因素。
2.2 過程參數
除成分外,連鑄過程中的各項參數均有可能對裂紋造成影響,為此,查閱了過程中涉及的各項參數,具體見下頁表2和表3。
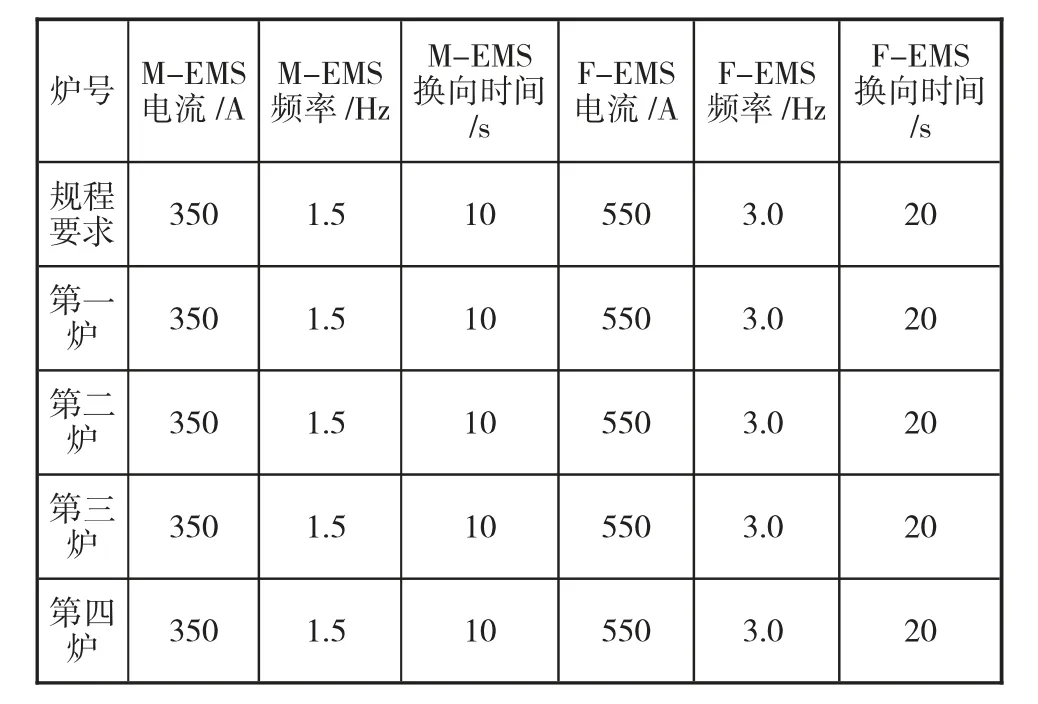
表3 27SiMn連鑄圓坯的攪拌參數
由表2可知,中包過熱度的數值也完全符合內控要求,雖然第四爐稍偏低,但仍然在20~40℃的范圍內。過程拉速為0.65 m/min,結晶器液位波動均≤±2 mm,這些參數均符合規程要求。

表2 27SiMn連鑄圓坯的中包和結晶器參數
從攪拌參數看,無論是結晶器電磁攪拌還是末端電磁攪拌,其電流、頻率、換向時間均符合要求,完全按照規程生產,沒有出現違規情況。
通過以上結果可知,現場操作基本符合規程要求,因此由于過程參數未按照要求控制而導致縱裂紋的形成,這一可能性原因也被排除。
3 金相分析圓坯表面的縱裂紋形成原因
為了解裂紋的形成原因,特對圓坯進行取樣,進行金相分析(見圖2、圖3)。
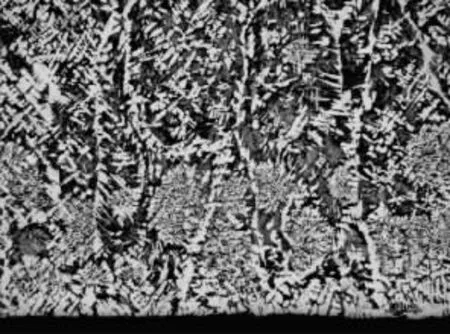
圖2 27SiMn縱裂紋處金相照片

圖3 27SiMn縱裂紋處對面金相照片
從圖2、圖3可以看出:裂紋處凝固組織沒有激冷層(即細等軸晶粒區),而無裂紋處有200μm的細等軸晶區。等軸晶各向同性,可以承受各方向的力,而柱狀晶則只能承受徑向力,在承受切向力時容易發生撕裂。通過凝固理論可以得出:如果冷卻強度太大,晶粒生長速度太快,會導致表面沒有細等軸晶區。因此,可以判斷出有裂紋的這一端冷卻強度太大,未出現裂紋的一端冷卻強度相對較小,整個表面冷卻強度不相同。
4 圓坯表面的縱裂紋形成原因
鋼水在澆注過程中,由于受到結晶器的速冷,在彎月面處先形成鑄坯外表面的凝固層;隨鑄坯內部冷卻強度減弱,鋼水緩慢結晶形成柱狀晶層。凝固過程中,從鑄坯外表到鑄坯中心存在較大的溫度梯度。由于熱脹冷縮,先凝固的凝固層受到后凝固的拉應力作用,產生了收縮徑向拉應力和周向拉應力,越是鑄坯外緣,拉應力越大。若凝殼均勻,由于結構對稱,拉應力相互抵消,不會使表面產生縱向裂紋。當凝殼不均勻時,且如果表面沒有細等軸晶粒,當所受的拉應力超過了鑄坯的高溫所允許的強度和應變時,就會產生初生裂紋。
鑄坯出結晶器后,在二冷區受到冷卻水的冷卻作用,繼續收縮,如果周圍水的冷卻不均勻,初生裂紋會逐漸擴展,最后形成較大較長的縱裂紋。
5 27SiMn鑄坯縱裂的原因分析
27SiMn鑄坯出現縱裂,有內因,也有外因。從鋼種特性上講,27SiMn本身屬于高Si鋼,高溫時塑性較差,容易開裂;從外因上講,是由于連鑄參數不合適所致。通過以上分析可知,27SiMn鑄坯縱裂紋的形成原因是初生坯殼厚度不均勻,那么引起初生坯殼厚度不均勻的原因主要有以下幾個方面,現逐一分析。
5.1 銅管與水套之間的水縫不均勻
結晶器傳熱均勻與否直接影響到初生坯殼的均勻性,而銅管與水套之間的水縫均勻與否是結晶器傳熱均勻性的主要原因之一。因此,連鑄生產中必須嚴格對中結晶器水縫。
查閱了結晶器的歷史數據,使用該結晶器以前生產的鑄坯均未出現縱裂紋,同理,該澆次后面生產的鑄坯也未發現縱裂紋,因此,可以排除銅管與水套之間的水縫不均勻這個因素。
5.2 浸入式水口操作不當
浸入式水口的插入深度和對中操作不當,會引起結晶器內流場的不穩定和不均勻,鑄流沖刷坯殼,最終導致鑄坯凝固過程中形成坯殼的厚度不均勻。浸入式水口安裝如果不對中,就會發生鋼水偏流,影響結晶器流場,使結晶器內局部坯殼過薄而增大表面縱裂的概率。水口安裝偏差越大,連鑄縱出現裂紋概率就越大。浸入式水口插入淺,液面波動大,若鋼水溢過渣圈,液渣流入孔隙后會形成厚的渣膜,導致坯殼厚度不均勻,引起表面縱裂。如果浸入式水口插入過深,彎月面處熱量不足,結晶器上部鋼水溫度就會偏低,使彎月面處初生坯殼增厚,加重凝固的不均勻性。因此,必須保證浸入式水口的對中,并保證合適的插入深度。
原始記錄顯示,浸入式水口的插入深度為46 mm,符合(45±5)mm的規定,浸入式水口也基本在結晶正中央,故可以排除該因素。
5.3 結晶器冷卻強度過大
通過圖2和圖3的對比可以看出,有裂紋部位沒有激冷層,說明該處冷卻強度過大,查閱生產當天的溫度,環境溫度為-17℃,水溫為4℃,遠低于正常情況的15~20℃,水流量沒有變,單位時間內相同結晶器水量吸收了更多鋼水熱量,致使鑄坯凝固激冷層變薄(部分區域激冷層消失),鑄坯抵抗拉應力能力變弱,因此易產生裂紋源。
5.4 二冷區冷卻不均勻
裂紋源形成后,如果在二冷段冷卻不均勻,就會導致裂紋擴展。本次由于更換了結晶器,故該澆次與上澆次間隔時間較長,達到了7 h,且集中在凌晨低溫時段,可能造成部分二冷噴嘴內部結冰,從而使得部分噴嘴水壓和流量減小,冷卻能力降低,致使在整個環斷面二冷區冷卻不均勻。
由于發現的縱裂紋鑄坯主要集中在第一爐,從另外一個側面也驗證了結晶器冷卻能力較大、二冷區冷卻不均勻是此次縱裂紋形成的重要原因。因為隨著連鑄的進行,回路水溫逐漸提高,冷卻能力也逐漸降低,同時,因結冰而堵塞的水管也逐漸疏通,冷卻又變得均勻,裂紋消失。
6 結論
27SiMn連鑄圓坯出現表面縱裂紋一方面是由于該鋼本身塑性差,另一方面是因為連鑄過程中結晶器冷卻能力過大,部分區域無法形成細等軸晶粒區,鑄坯抵抗拉應力能力變弱,凝固收縮萌生裂紋源;在二冷段二冷噴嘴回路內部結冰,部分噴嘴流量減小導致冷卻不均勻,出現周向拉應力,從而導致裂紋擴展,最后形成比較長且深的縱裂紋。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
