高溫銀焊絲的絕緣子燒結工藝研究
2021-09-27 08:57:10四川九洲電器集團有限責任公司鄧小峰游九洲
電子世界 2021年15期
四川九洲電器集團有限責任公司 鄧小峰 游九洲
高溫銀焊絲絕緣子燒結工藝是一種采用銀基焊料在高溫烤箱(高溫燒結爐)中完成絕緣子焊接的釬焊工藝,它是通過制作專用工裝夾具將預成型焊絲與絕緣子安裝并固定在可伐材料腔體或管殼上,再通過高溫烤箱(高溫燒結爐)完成絕緣子燒結,以實現絕緣子的高可靠焊接,并達到氣密性封裝要求。
近年來,微波射頻領域產品包含的各種機載、艦載、車載等雷達和通訊系統,正在向小型化、輕質化、高工作頻率、多功能和高可靠等方向迅速發展,促使高密度、小型化、多功能的微波/毫米波組件越來越多的被開發和運用,因此客觀上對微波器件、微波組件的質量與可靠性要求也越來越高。絕緣子由于其良好的高頻性能被用作微波器件、微波組件中的常用供電及信號傳輸器件,在安裝上目前的主要安裝方式有導電膠粘接和焊料燒結兩種裝配工藝。通常情況下,絕緣子采用導電膠粘接,由于達不到氣密封要求,故在有氣密要求的微波器件、微波組件封裝中不能使用,在航天電子產品中也被列為禁限用工藝。因此隨著高密度、小型化、多功能微波/毫米波組件的密封要求不斷提高,作為廣泛使用在微波組件上的供電及射頻連接器,采用高溫銀焊絲燒結的微組裝工藝技術,能夠充分保障其焊接的可靠性及密封性。
1 實現目標
通過該工藝的研究,可以掌握高溫銀焊絲絕緣子燒結工藝技術,豐富氣密封裝手段。
(1)掌握不同絕緣介質材料(陶瓷粉/玻璃釉)對燒結溫度要求及相應焊料體系的選取;
(2)掌握焊絲預成型制作工藝技術;
(3)掌握絕緣子高溫燒結專用工裝夾具的設計制作;
(4)掌握高溫燒結關鍵工藝參數對絕緣子燒結質量的影響。
2 指標及性能要求
(1)外觀要求
燒結后,在顯微鏡下(放大倍數40×)觀察腔壁內外側的焊透率;觀察絕緣子焊縫處應無明顯的氣孔、裂紋;焊料熔融狀態良好,焊料分布均勻。
(2)氣密性指標
完成絕緣子燒結后的微波組件殼體的密封性能滿足GJB548B-2005《微電子器件試驗方法和程序》中方法1014.2密封實驗要求,封蓋前的組件殼體密封性即漏率≤1×10-3Pa.cm3/s。
3 技術方案
本項目的技術方案架構及實施步驟如圖1所示。
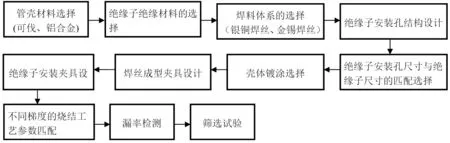
圖1 技術方案架構及實施步驟
3.1 管殼材料選擇
可伐(Kovar)合金為含鎳29%、鈷17%的硬玻璃鐵基封接合金,作為電子封裝行業中最常用的金屬外殼材料,具有與硬質玻璃最為接近的線膨脹系數,與玻璃封接(熔封)過程中僅產生很小的封接應力,從而能獲得良好的氣密性。4J29的可伐合金作為一種功能材料,在較寬的溫度范圍內(-80℃~450℃)內膨脹系數與硬玻璃的膨脹系數相近,可以保證材料間的匹配封接,同時有較高的居里點以及良好的低溫組織穩定性,合金的氧化膜致密,容易焊接和熔接,有良好可塑性,可切削加工,因此被廣泛地應用于相控陣雷達、T/R組件、放大器、微波組件、航天繼電器、電子管、晶體管和集成電路中作為外殼材料。本研究中采用(牌號4J29,YB/T5231-2014)可伐合金作為殼體材料如圖2所示,可伐合金特性見表1所示。

表1 4J29可伐合金的物理屬性和化學成分
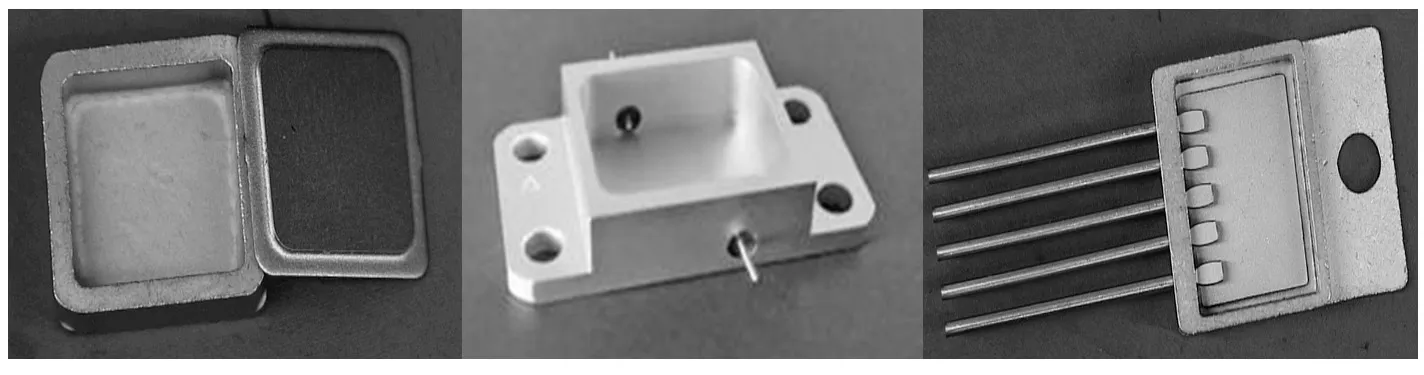
圖2 可伐管殼
3.2 絕緣子絕緣材料及型號選擇
目前市面上的絕緣子,根據其內部絕緣密封材料的不同分為兩種,一種為氧化鋁陶瓷,一種為玻璃釉,玻璃釉的玻璃轉化溫度點為580℃左右,因此可耐受500℃以下的焊接高溫,陶瓷材料熔點一般在1000℃以上,因此可耐受1000℃以下的焊接高溫。因此本研究項目根據不同絕緣密封材料,選擇具有典型結構的絕緣子及SMP插座,進行試驗。型號、規格見表2所示,結構如圖3所示。
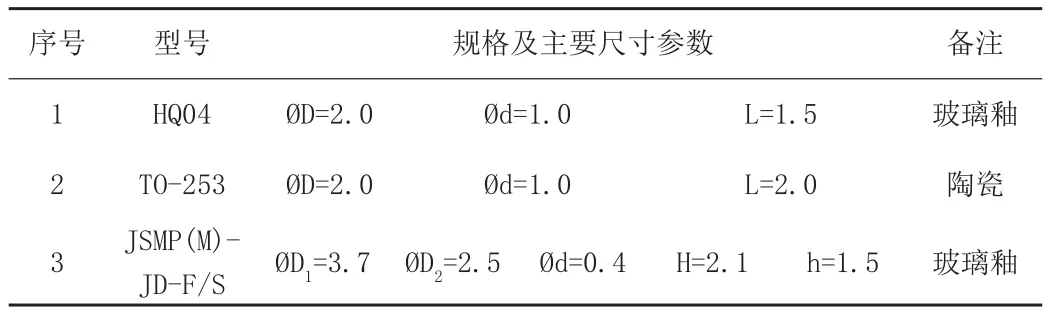
表2 絕緣子型號及材料選擇

圖3 絕緣子、SMP插座結構示意圖
3.3 焊料體系選取
本研究項目根據可伐合金、鋁合金材料的耐受溫度、焊料的浸潤性、與可伐材料、鋁合金的熱脹系數差異性等各方面因素影響,并考慮不同絕緣密封材料的絕緣子耐受溫度、焊料的熔點溫度、各合金成分比例、合金材料的導熱率、蠕變性、工藝兼容性等因素,選擇熔點溫度為780℃的高溫銀基焊料Ag72Cu28作為可伐殼體與陶瓷絕緣介質的絕緣子高溫焊接釬料。
銀基釬料是目前應用最廣泛的硬釬料。其中Ag72Cu28共晶型合金釬料,不僅具有優良的工藝性,如適宜的熔點、良好的潤濕、填縫能力強、強度高、塑性好等,而且釬接質量高,能夠形成強度高、導電性和耐腐蝕性優良的釬焊接頭,作為填充材料廣泛應用于電子器件的釬接,如釬焊低碳鋼、不銹鋼、高溫合金、銅及銅合金、可伐合金和難熔合金。只有選取合適的高溫銀焊絲,才能保證絕緣子燒結有效實施。銀焊絲物理特性及化學成分見表3所示,合金相圖見圖4所示。
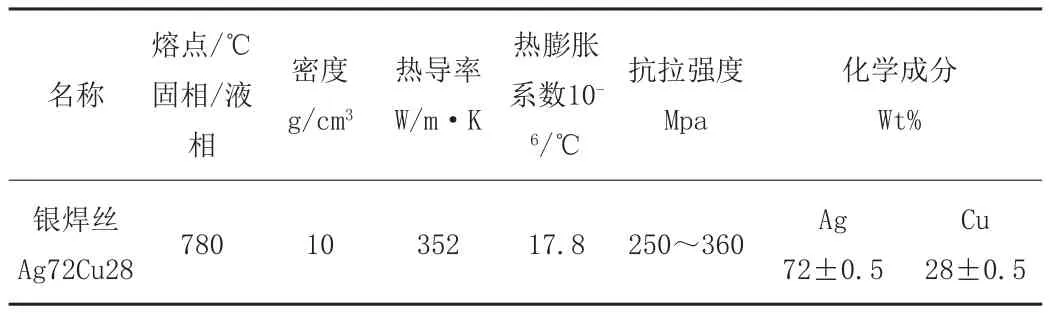
表3 銀焊絲物理特性及化學成分

圖4 Ag-Cu二元合金相圖
3.4 絕緣子與微波組件殼體上安裝孔的尺寸配合選取
絕緣子在微波組件殼體上安裝孔內安裝時,需嚴格設計絕緣子與安裝孔二者之間的縫隙大小:縫隙尺寸過大,焊料會填充不滿,易焊后產生孔隙、空洞,無法滿足氣密性要求;縫隙尺寸過小,焊絲裝填困難或熔融后溢出安裝孔會導致短路。故需綜合考慮銀基焊絲、金錫焊絲的裝填位置、孔深、縫隙大小、焊料熔融后流動趨勢等因素。并且要保證焊絲的裝填間隙均勻、平整,否則會影響到焊絲熔融時的潤濕、鋪展一致性。因此,本研究項目中殼體上絕緣子安裝孔的尺寸配合設計如圖5所示,安裝孔尺寸參數選取見表4所示。
表4 絕緣子安裝孔尺寸設置
圖5 絕緣子安裝孔尺寸參數
3.5 殼體的鍍涂選擇
陶瓷密封材料的絕緣子和可伐合金殼體采用Ag72Cu28焊料高溫燒結工藝,由于Ag72Cu28焊料熔點較高約為780℃,焊接時一般可伐合金殼體上的鍍層無法耐受這樣高的溫度,在此高溫下,鍍層金屬會汽化,但由于殼體后續需要鍍層進行防護和焊接,因此本項目中對采用高溫燒結工藝的可伐合金殼體,采用化學鍍鎳和鍍金兩種鍍涂方式,其中化學鍍鎳,鍍層厚度為5μm,電鍍金厚度為2μm,具體實施在絕緣子和可伐殼體高溫燒結完成后進行相應鍍涂。
3.6 絕緣子燒結專用工裝夾具設計
絕緣子高溫燒結時需設計專用固定夾具對管殼、絕緣子進行固定,如圖6所示。絕緣子的燒結夾持、固定夾具必須具有良好的定位精度,保證絕緣子裝入微波組件殼體安裝孔在整個燒結過程中位置居中、形位無偏差。
圖6 絕緣子燒結專用夾具示意圖
夾具材料選取要綜合考慮夾具的熱傳導性、熱均勻性、熱變形特性、易加工性、耐用性等因素。由于石墨是各向同性材料,其晶粒在所有方向上均勻、密集分布,因此具有優良的快速導熱性能、熱均勻性好、熱變形小、易于加工和成分穩定,耐保存等優點。本項目中專用夾具材料選擇導熱率、熱均勻性優良的石墨材料,加工精度要求為±0.05mm,以保證絕緣子在燒結過程中夾具無形變,絕緣子位置居中,形位無偏移,縫隙內的焊料填充均勻,從而保證絕緣子焊接強度和氣密性。
3.7 絕緣子燒結關鍵工藝參數研究
設置合理的溫度曲線是保證絕緣子可靠燒結的重要因素,溫度和時間是絕緣子高溫燒結溫度曲線中最重要的工藝參數,因此需對各溫度區間的溫度、時間進行研究,確保焊料的熔融和共晶析出。溫度曲線的具體設置與高溫燒結設備、絕緣子種類、管殼材料、使用的焊料體系以及待焊產品的熱容量大小都有關系,因此燒結溫度和時間等工藝參數需通過大量試驗來確定最優值。絕緣子高溫燒結溫度曲主要包括預熱升溫和保溫區、焊接升溫與焊接區、冷卻區等,如圖7所示。
圖7 絕緣子高溫燒結溫度曲線示意圖
玻珠高溫燒結溫度曲線中的焊接溫度T2受加熱設備、熱傳遞效率、溫度誤差等影響,往往比焊料的共晶點溫度略低,實際設置的焊接溫度T2通常高于合金焊料熔點30℃~50℃。因此燒結溫度曲線上焊接溫度T2、焊接時間t5的確定,要根據加熱設備具體情況、高溫銀焊料的特點和微波組件殼體的熱容大小,進行多次試驗后,優化得出。
3.8 返修
絕緣子燒結后涉及兩個級別的返修:①板級返修(或模塊級);②組件級返修。
板級返修:采用絕緣子燒結的微波組件,與板級(模塊)連接固定的模式一般為螺釘固定組件到模塊腔體上,組件燒結的絕緣子與模塊內印制板采用普通錫鉛焊接方式實現電氣互聯。該級別的返修按常規返修模式,替換組件。
組件級返修:采用絕緣子燒結工藝的微波組件,已實施氣密封焊,后續組件內部裸片、器件等出現問題,則無法對組件實施開蓋更換內部器件的返修工作。
結束語:總而言之,在產品更高的可靠性驅使下,對電子封裝中工藝及材料的應用將會不斷推陳出新。封裝質量室封裝設計和制造中最重要的因素,采用高溫銀焊絲進行的絕緣子以及類似于絕緣子的連接器件的燒結方式,將會大大提升其密封性、可靠性、穩定性等要求。
