焊絲種類對6082-T6鋁合金激光-電弧復合焊接焊縫質量的影響研究
2021-09-27 07:49:26劉玉宗
光源與照明 2021年2期
關鍵詞:焊縫
劉玉宗
株洲國創軌道科技有限公司,湖南 株洲 417000
0 引言
隨著制造工業技術的不斷發展,焊接制造技術的水平也有了較大的提升。激光和電弧復合焊接制造不僅能夠在很大程度上消除激光和電弧焊接所存在的問題,而且能夠形成一種全新的焊接模式,因此有必要找出一種適合運用于該焊接模式的焊絲,以便保障其焊縫質量。
1 激光-電弧復合焊接技術的原理
激光-電弧復合焊接技術是在電弧的基礎上進行,選擇能耗較低的脈沖激光,以增強電弧,從而讓電弧的能量有很大的提升,進而獲得理想的焊接效果。相比傳統大功率焊接,激光-電弧復合焊接不僅能夠利用低功率來獲取高效率的焊接,減少能源的消耗,而且能夠提高焊接適應性[1]。
在激光的影響下,電弧的能量有較大的增強,這也使得電弧焊接的能力有了一定程度的提升,低功率激光有助于引導電弧,從而提升焊接質量。為了更好地研究激光增強電弧作用效果,對電弧焊接和激光電弧復合焊接進行研究,了解兩者的實際情況。在電弧中加入激光,可以提升焊接整個過程的峰值和溫度[2]。復合焊接過程中,等離子電子溫度波動相對較小,這也能夠說明電弧復合焊接的穩定性。同時,通過對電弧復合焊接不同位置等離子溫度和密度分析計算能夠發現,在激光加入電弧后,等離子的密度有明顯的提升。
通過研究能夠看到,在利用激光和電弧復合焊接時,激光在不同位置上的作用效果各不相同[3]。為了更好地發揮電弧的價值,對激光脈沖和柔性電弧進行分析和研究,發現無論激光處在正半波還是負半波,激光脈沖的加入都能夠更好地增加電弧等離子體積,增強其亮度。同時,電弧會被吸引到激光孔中,以保證其穩定性。
2 激光-電弧復合焊接技術
2.1 激光-MIG電弧復合焊接技術
研究人員在對激光-MIG電弧復合焊接技術進行研究的過程中,發現激光的焦點是在熔池最低處,電弧將熔化的金屬排開,進而形成低坑,能夠獲得更好的熔深。在選擇合適電流的情況下,按照一定速度可以焊透鋼板[4]。通過使用這種技術來焊接鋁合金,不僅焊縫成形美觀,而且沒有傳統焊接所存在的問題,焊深比激光焊提高4倍,焊速明顯。與常見的旁軸激光電弧復合焊接相比,激光-MIG電弧復合焊接能夠保證焊接質量,適用于三維焊接。同時,激光-MIG電弧復合焊接不僅能夠確保電弧的穩定,提高熔化的效率,還能夠改善焊縫的成形效果。
2.2 激光-雙MIG復合焊接技術
激光-雙MIG復合焊接技術是將2個MIG電弧進行復合,每一個焊炬和激光束的位置都可以進行有效調整,而且2個焊炬是利用單獨的電源來進行工作。這種技術的最大的優點是能夠提高工作效率。激光-雙MIG復合焊接的速度與加單電弧復合相比,能夠提高33%,是傳統焊接速度的8倍,而且能夠有效控制熱輸入,空間調度大,同時能夠實現自動化焊接。
3 試驗研究
3.1 試驗方法
采 用100 mm×100 mm×10 mm的6082-T6鋁 合 金,在前期的工藝基礎上,使用定制尺寸的焊嘴,改變焊接的激光功率、焊接速度、離焦量、送絲速度、保護氣流量和焊絲種類,針對6082-T6鋁合金激光-電弧復合焊接技術氣孔率高的問題進行優化試驗。試驗參數如表1所示。焊縫表面成形情況如圖1所示。

圖1 焊縫表面成形情況
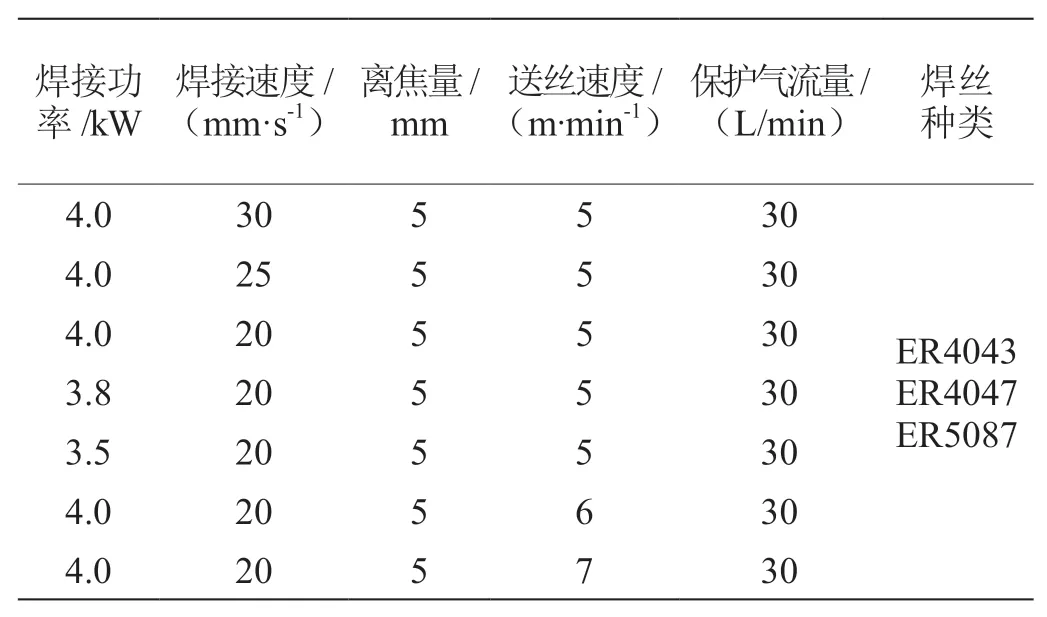
表1 試驗參數
3.2 試樣檢測
(1)ER4043焊絲。為了觀察焊縫內部氣孔分布情況,利用電火花切割機將試板進行線切割,然后對試樣進行超聲波清洗、鑲樣、拋磨、腐蝕,待能明顯看出焊縫組織后放置在三維視頻顯微鏡和金相顯微鏡下進行觀察。
使用ER4043焊絲的焊縫橫截面的宏觀形貌如圖2所示。所對應的焊接工藝參數為表1中1~6號試樣,當激光功率為4 kW,焊接速度為20 mm/s,離焦量為5 mm,送絲速度為5 m/min時,焊縫成形最佳,并且氣孔較少,這是由于當焊接速度較小時,熔池中的氫氣有一定的時間逸出,當熔池凝固時,殘留在焊縫中的氣孔較少。并且,隨著激光功率和速度的增大,焊縫的熔深都有所增大。焊縫橫截面微觀形貌如圖3所示。從圖3可知,1號試件與3號試件一樣,氣孔較少且大多分布于焊縫上部,這主要是因為焊接速度較大時,熔深較小,使得氫氣更易從熔池中逸出。
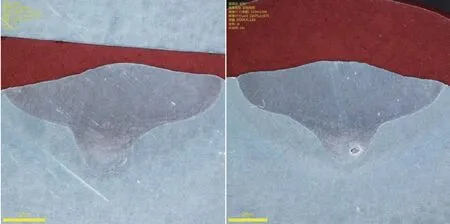
圖2 ER4043焊絲焊縫橫截面形貌
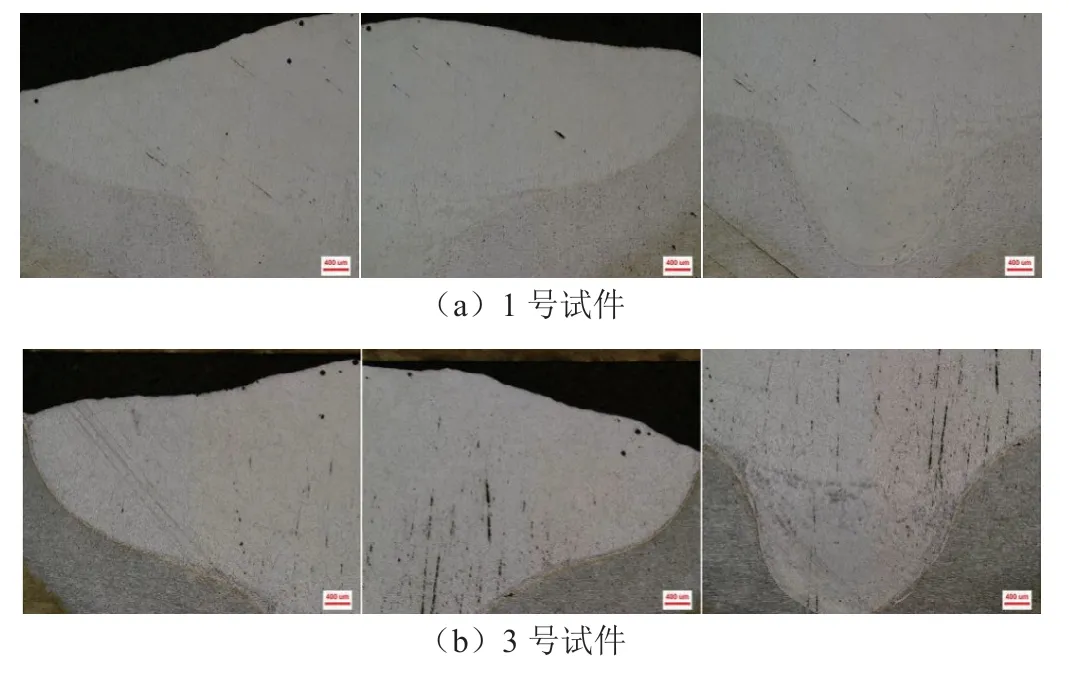
圖3 ER4043焊絲焊縫橫截面微觀形貌
(2)ER4047焊 絲 和ER5087焊 絲。ER4047焊 絲 和ER5087焊絲的焊縫橫截面微觀形貌如圖4、圖5所示。其焊接工藝參數均為當激光功率為4 kW,焊接速度為20 mm/s,離焦量為5 mm,送絲速度為5 m/min。從圖4、圖5可以看出,ER4047焊絲的相比ER4043焊絲的氣孔數量有所增加;而ER5087焊絲的氣孔較少,但孔徑較大。

圖4 ER4047焊絲焊縫橫截面微觀形貌
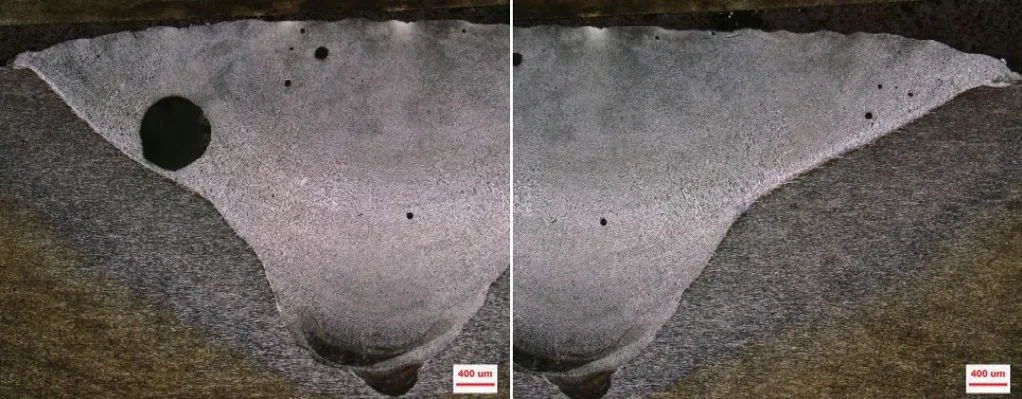
圖5 ER5087焊絲焊縫橫截面微觀形貌
4 結束語
綜上,在6082-T6鋁合金激光-電弧復合焊接試驗中,激光功率為4 kW,焊接速度為20 mm/s,離焦量為5 mm,送絲速度為5 m/min時,相比ER4047焊絲和ER5087焊絲,ER4043焊絲的氣孔率有所降低,并且焊接成形良好。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07