75 000m3/h天然氣制氫裝置試車問題與應對措施
2021-09-27 03:06:48尚立慧石鈺龍
化工設計通訊 2021年9期
關鍵詞:閥門
尚立慧,石鈺龍,陸 超
(神木富油能源科技有限公司,陜西神木 719319)
1 裝置概況
新建的75 000m3/h 制氫裝置,利用天然氣為原料,采用一段轉化法造氣、應用中溫變換及PSA氫提純工藝,為加氫裝置提供99.9%的合格氫氣。
2 試車進度影響
2.1 PSA管道吹掃時間影響
PSA吹掃原計劃對所有管道進行爆破吹掃[1],實際吹掃過程中,因解析氣管線及原料氣管線管徑大,在完善管道吹掃方案時,對該部分管道吹掃時間及效果預估不足;同時,因管道操作及設計壓力低,為控制吹掃壓力,實際爆破效果不佳,導致吹掃時間延長,致使整個裝置吹掃時間較預計時間延長約7d。
2.2 蒸汽吹管影響
在轉化爐烘爐煮爐方案[2]中,原計劃轉化爐烘爐過程中同步實施鍋爐系統煮爐,煮爐結束后開始蒸汽管網吹掃,實際操作中也按照方案完成烘爐及煮爐工作,但因對蒸汽管網吹掃影響因素辨識不足,在吹管過程中,蒸汽打靶長時間未能達標,導致吹管時間較計劃時間延長10d。分析原因主要有兩點,一是在煮爐結束后,未能及時排凈、置換爐水,導致煮爐產生雜質未能徹底排出。二是因烘爐過程中鍋爐產汽量有限,與規范要求吹管蒸汽量相差較大。
2.3 蒸汽過熱器泄漏影響
為確保蒸汽吹管質量,引裝置外供蒸汽對裝置內蒸汽管道進行再次吹掃,蒸汽暖管過程中發現,蒸汽過熱段集箱處蒸汽外漏,經降溫、檢查發現,過熱器進出口集合管與爐管連接角焊縫處存在幾處裂紋,經過分析討論,最終確定割除過熱器進出口集合管返廠處理,更換集合管共影響試車進度22d。
3 試車問題分析與應對措施
3.1 原料氣壓縮機氣缸超溫事件
根據試車安排,9月26日下午對制氫裝置原料氣壓縮機進行負荷試車,15時18分,經各專業現場檢查并確認簽字,辦理送電票后,現場啟動原料氣壓縮機,空負荷運行30min,檢查冷卻水、潤滑油、填料溫度等參數均符合指標,運動部件振動正常,無異響。
15時50分,壓縮機負荷切至50%時,操作人員及設備技術人員對壓縮機氣閥、氣缸等部位的溫度進行檢測,對比發現壓縮機右列氣缸溫度較高(測溫槍檢測外表面溫度110°C),立即安排緊急停機,對壓縮機氣閥、氣缸進行拆解檢查。檢查過程中,發現右列內側排氣氣閥誤安裝為進氣氣閥,導致氣缸溫度異常升高,右列活塞兩個支撐環、四個活塞環損壞,右列汽缸缸套閥腔處變色。
3.2 鼓風機擋板誤動作導致風機跳車事件
10月14日裝置烘爐煮爐過程中,施工人員在安裝風機操作平臺時,不慎將鼓風機進氣擋板閥氣源閥關閉,導致鼓風機擋板突然關閉,經當班班長現場檢查,并及時恢復,系統未造成波動。
3.3 過熱器焊接質量問題
通過對泄漏的集合管與爐管連接角焊縫處進行PT檢測,發現焊接接頭存在裂紋,分析可能產生的原因是爐管與集合管(材質12Cr1MoVG)承插焊接時,在預熱、焊后消氫、最終熱處理過程中質量控制不嚴格,焊接工藝執行不到位、爐管與集合管承插焊口出膨脹間隙預留不夠或未留間隙等原因,導致產生延遲性裂紋。
3.4 除鹽水管線支管臺泄漏事件
1月17日下午16時,中變氣/除鹽水換熱器出口除鹽水線遠傳溫度支管臺突然破裂,帶壓堵漏無果后。裝置開始停車降溫,1月20日20時,除鹽水支管臺更換完成,系統恢復補水。
3.5 PSA程控閥裝反事件
1月18日PSA開始進氣,進氣最高壓力0.912MPa,始終無法達到吸附壓力,1月19日晚,經設計單位技術服務人員與裝置技術人員現場檢查,發現PSA吸附器2#、5#閥共計34臺閥門方向安裝錯誤,1月20日,凌晨系統置換合格后,開始更換閥門,1月20日18時,PSA裝反閥門全部回裝完畢。
3.6 聯鎖跳車事件
1月31日23時50分,PSA D塔8#閥未能及時關閉,B塔4均降氣體直接充入解析氣緩沖罐,導致PSA尾氣壓力過高,觸發系統停車聯鎖。經聯系儀表值班人員對D塔8#閥進行修復后將D塔并入系統,裝置維持穩定運行。
3.7 PSA并塔導致系統停車事件
2月15日0時15分,由于1G電磁閥故障導致G塔自動聯鎖切除,經儀表人員進行處理后,開始進行并塔操作。并塔過程中,將G塔手動泄壓至0.015MPa。當G塔切入系統時,G塔處于沖洗狀態,因塔壓低于當前沖洗壓力,導致系統解析氣量瞬時減少,壓力過低觸發系統停車聯鎖。
4 試車過程中遇到的難點與對策
4.1 PSA閥門故障問題
試車過程中發現PSA部分程控閥配套的電磁閥在氣溫過低及驟降時,易發生閥門無法關閉問題,進而導致PSA切塔現象頻繁發生,分析原因主要為供貨商電磁閥鐵芯剩磁過大及彈簧制造質量問題,后經現場采取人為拉長電磁閥彈簧,暫時解決閥門卡澀問題,但未能徹底解決,經與供貨商溝通,在系統檢修期間統一安排更換電磁閥。
4.2 轉化爐膛負壓波動過大問題[3]
PSA尾氣送入轉化爐燃燒器后,轉化爐爐膛負壓波動較大,經設計單位現場分析原因,主要為系統逆放初期,單雙系列逆放調節閥開關時間未做延遲調整,導致前階段逆放結束后,程序控制并默認該系列逆放閥門已關閉,同時打開另一系列逆放調節閥,但實際觀察現場閥門動作情況時發現,前階段逆放閥門在未完全關閉時,另一系列逆放閥門已按照程序指令逐步開大,最終導致單雙系列逆放過程存在重疊,導致解析氣壓力驟升,解析氣量驟增,致使轉化爐膛壓力急速升至正壓,并在前系列逆放閥完全關閉時,爐膛壓力急速下降至正常負壓值,如此往復循環。經調整逆放閥門PID參數后,爐膛壓力波動幅度大幅降低并可控,基于目前裝置運行情況及修改程序下存在停車風險,經與設計單位溝通,決定在系統檢修時,修改控制程序,去除單雙系列逆放重合時間。
5 原材料準備及消耗分析
5.1 原材料準備
原材料信息見表1。
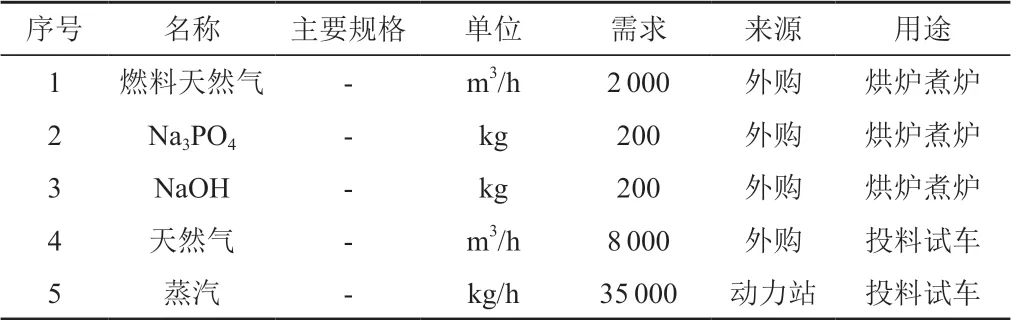
表1 原材料準備
5.2 蒸汽消耗
制氫裝置原設計原料天然氣中甲烷含量95%,無碳二以上烴類,水碳比控制3.0~3.5。因試車時原料氣組成發生變化,最終用氣組成中碳二以上烴類較設計值增加6%,為避免轉化催化積碳,在裝置投料后控制較高水碳比(3.6~4.5)[4],蒸汽消耗較設計增大10%。
5.3 燃料氣消耗
原設計全廠燃料氣熱值約196 742kJ/kg,裝置實際試車過程中,燃料氣為天然氣,熱值并未達到上述值,導致轉化爐燃燒用燃料氣消耗較設計值偏大約1 500m3/h。
6 試車結論
制氫裝置試車過程中始終堅貫徹“五不開車”(條件不具備不開車、程序不清楚不開車、指揮不在場不開車、出現問題不解決不開車、安全衛生環保設施沒同時投用不開車),做到“七個堅持”(堅持各種原材料、燃料的質量要求,堅持工程質量標準、維修標準和試運中的規范標準,堅持執行試車組織的嚴密和試車方案、技術方案的嚴肅性,堅持以崗位工作標準、工藝紀律對職工行為的規范性,堅持投料試車的檢查、確認、堅持對事故“四不放過”的原則,堅持安全衛生設施必須安全完好),以高標準、嚴要求、精心組織、科學籌劃,實現了制氫裝置的一次性開車成功,并于1月23日產出99.9%的合格氫氣,這標志著制氫裝置工藝路線全面打通。
7 試車的經驗與教訓
試車的目的是打通流程、調試儀表、鍛煉操作工及暴露裝置中存在的問題及時改進。根據試車結果來看,制氫裝置工藝、設備、安全具備隨時開車條件,取得了較好的成果,同時也暴露了一定問題取得了一定的經驗教訓。
1)認真、仔細、態度嚴謹是試車成功的根本。
2)遇到問題應仔細檢查設備、管道、儀表后再分析原因。不能將原因簡單歸結為設備、儀表故障,也不能盲目相信儀表。有時可能是某臺閥門未打開或者系統初次開車時設備升、降溫造成的滯后或者儀表本身固有的滯后現象。
3)班組之間的交接班需仔細,要保證前后班的平穩過渡。班組內要及時溝通對重點設備、還沒開穩的點重點檢查中控室、現場均要重點察看。與調度、機修、電氣、儀表等相關部門要緊密合作及時溝通,要服從調度的統一安排。
4)工藝技術人員、班組長要對設備、工藝、管道、閥門了然于胸,對設備運行情況、異常情況能有充分的判斷能力。對開車時該設備對系統可能造成的影響,要有充分的認識和準備,以防系統狀況突然變化造成溫度、壓力、液位的變化。
5)對裝置存在的一些未完成工程應在試車之前反復檢查、分析,將影響試車的問題提前解決。
6)聯動試車過程中按順序打通流程各設備,按前后銜接順序啟動,做到成竹在胸,有條不紊。
7)崗位操作人員理論與實踐存在差距,操作人員均為新招大學畢業生,對理論知識雖然掌握較熟,但嚴重缺乏現場實踐經驗。部分員工思想觀念依然陳舊,轉變較慢,工作主動性不強,缺乏進取精神和創新意識。個別員工對安全工作存在松懈麻痹思想,存在事故與我無緣的麻痹心態,工作中違犯勞動紀律,存在僥幸心理,習慣性違章時有發生。在今后的工作中需加大安全教育力度,使其從思想上重視安全工作,杜絕習慣性違章。
8)崗位操作人員工安全環保意識不強,需進一步提高認識。
8 意見與建議
為確保裝置在安全穩定的前提下長周期穩定運行,應從以下幾個方面著手管控:
1)培養員工的現場動手能力及處理問題的應變能力,將理論知識與現場實踐有機結合,保證生產運行安全、平穩。
2)全面落實安全生產責任制,與員工簽訂安全生產責任狀,認真落實安全管理制度。突出重點,繼續深化風險分級管控及事故隱患排查整治工作,定期組織安全大檢查,加強現場檢查力度,將事故隱患消滅在萌芽之中。
3)加強事故應急演練工作。針對可能發生的危險緊急停車、火災、爆炸等各類突發險情,按照應急預案職責和要求,編制應急預案并定期組織演練,不斷提高員工的事故處理能力和應急技能。
4)加強員工綜合素質的培訓,培養一批負責任、有本領、敢干事、干成事的化工人才。打造一只敬業、勤奮、吃苦、敢于管理的員工團隊。
猜你喜歡
流程工業(2022年3期)2022-06-23 09:41:10
流程工業(2022年3期)2022-06-23 09:41:08
流程工業(2022年3期)2022-06-23 09:41:02
流程工業(2022年3期)2022-06-23 09:40:50
流程工業(2022年5期)2022-06-23 07:19:22
流程工業(2022年5期)2022-06-23 07:19:16
中國核電(2021年3期)2021-08-13 08:57:02
中國石油石化(2021年8期)2021-07-20 07:36:12
煤氣與熱力(2021年3期)2021-06-09 06:16:18
智富時代(2018年5期)2018-07-18 17:52:04
