基于中藥粉末直接壓片工藝的壓片機改進
2021-09-26 00:56:58羅小榮曾一心王桂華向旭晟朱明輝
機電信息 2021年24期
羅小榮 曾一心 王桂華 向旭晟 朱明輝
摘要:為探索適用于中藥粉末直接壓片工藝的壓片機改進方向,通過分析壓片機結構原理和壓片工藝流程,選定加料器葉輪、壓縮速度、壓縮時間為改進方向。運用單因素實驗方法,以片重差異和片劑硬度為評價指標,驗證加料器葉輪、壓縮速度、壓縮時間改進的可行性。從壓片機加料器葉輪類型、壓輪半徑、沖頭頭部平面直徑方面改進壓片機后,減輕了中藥粉末流動性差、可壓性差對片劑成型效果的影響。
關鍵詞:中藥粉末直接壓片;加料器葉輪;壓縮速度;壓縮時間
0 ? ?引言
粉末直接壓片工藝是將藥物與輔料進行過篩混合后,不經過制粒而直接壓片的工藝,與其他片劑生產工藝相比,具有工藝流程少、生產周期短、能耗低、質量穩定等優勢。粉末直接壓片工藝對中藥粉末、輔料的流動性與可壓性要求高,為解決原輔料流動性和可壓性差的問題,本文從高速壓片機的加料器性能、壓縮速度、壓縮時間等方面提出了改善措施。
1 ? ?壓片機結構原理和壓片工藝流程分析
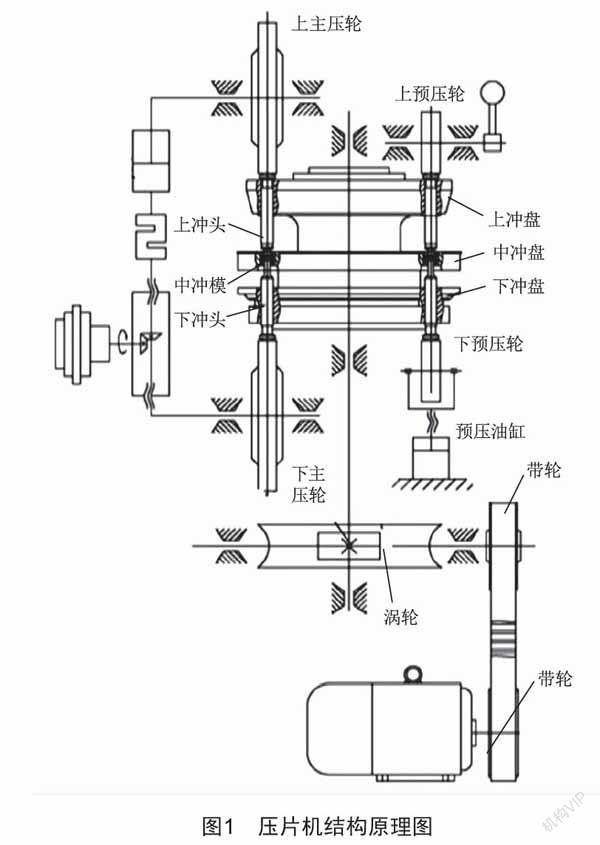
如圖1所示,目前中藥生產企業使用最廣泛的壓片機主要由傳動部分、沖盤部分、壓輪部分、軌道部分、潤滑部分等組成。
壓片機工作流程:充填(將原料填入模孔)—計量(保證各個模孔中的原料重量一致)—壓片(通過上下壓輪將模孔中的原料壓制成片)—成品收集。上沖盤裝入上沖頭,中沖盤裝中沖模,下沖盤裝入下沖頭,傳動部分帶動沖盤旋轉,上下沖頭沿著固定的軌道做有規律的上下運動。在上沖頭和下沖頭隨沖盤轉動并經過壓輪時被壓輪推動,使上沖頭向下、下沖頭向上運動對藥粉施加壓力,使藥粉成型,最后被推出、收集。
物料流動性差將會直接影響壓片工藝流程中的充填和計量,造成壓力不穩定,片重差異大。物料可壓性差將會直接影響工藝流程中的壓片步驟,導致藥片硬度偏低或出現裂頂等質量問題。
2 ? ?改善藥粉流動性——強迫加料器葉輪
為保證片劑的片重、硬度或脆碎度等質量項目合格,壓片過程中物料的充填至關重要。重力式充填方法由于完全靠重力作用進行充填,所以必須保證足夠長的充填時間,使中模孔被完全充填滿,否則壓制而成的藥片片重差異較大,因此重力式充填對粉末顆粒流動性及含量均勻性要求較高[1]。
強迫加料器就是將藥粉充填進入中模孔的重要部件,強迫加料器的核心部件為葉輪,加料葉輪在加料器中隨葉輪軸旋轉運動,起到將藥粉撥入中模孔、均勻藥粉和促進藥粉流動的作用。選用適當的葉輪結構和運動形式(轉速、轉向、形狀、葉片數量等)能有效改善粉末顆粒流動性,是充填效果的直接影響因素,其中葉輪轉速對充填穩定性的影響非常突出[2]。
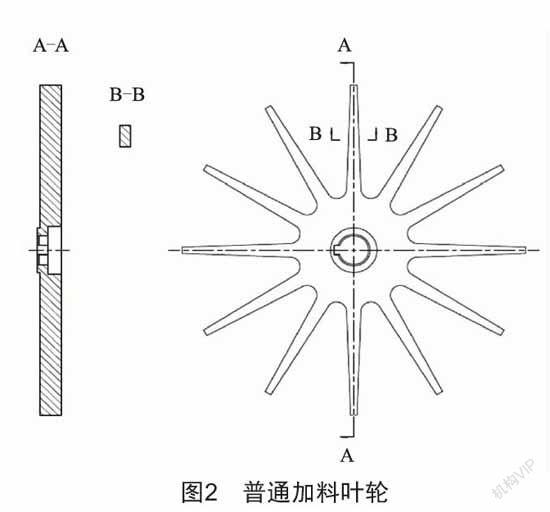
如圖2所示,普通加料葉輪輪齒為矩形截面,存在直角棱邊,易粉碎藥粉顆粒,破壞藥粉物理形狀。葉輪底面與物料及加料器底盤接觸面較大,當物料流動性較差時,對加料腔體底層藥粉作用較小,物料易結塊。當物料有被粉碎或結塊的現象時,物料分布會不均勻,導致藥片的片重差異不合格,藥片的硬度、溶出度、脆碎度和崩解時限等亦受到影響,甚至造成加料葉輪卡死,損壞加料器,嚴重影響片劑正常生產。
2.1 ? ?保持加料葉輪的整體外徑不變,加料葉輪的輪齒改為楔形
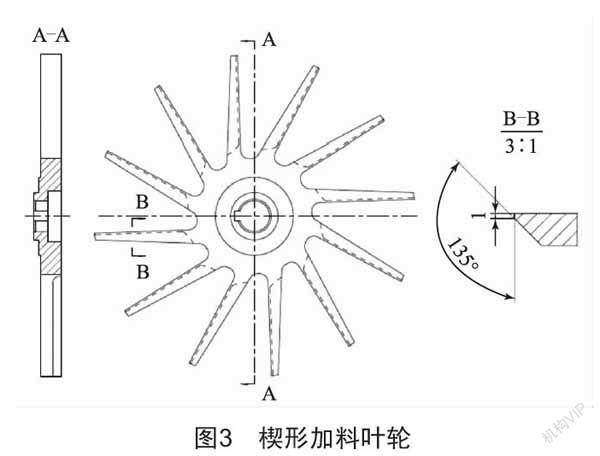
如圖3所示,楔形的加料葉輪,其斜面在葉輪旋轉方向的前方,即斜面這一側推動物料前進,葉輪輪齒底部與物料接觸面寬度縮窄為1 mm左右。具有這種楔形輪齒的葉輪在加料器中轉動時,楔形坡面對物料的作用力可分解為兩個方向,它既推動物料水平移動,也促進物料豎直充填進入中模孔。
宏觀上來講,改進前矩形輪齒的加料葉輪對物料的推動力主要處于水平層面。楔形輪齒的加料葉輪對物料的推動力不僅存在于水平方向,還對物料有豎直向下的推動力。葉輪輪齒旋轉方向的前側平面改為斜面,輪齒底面保留1 mm左右寬度尺寸,斜面與底面成135°角;葉輪根部圓滑過渡;葉輪中不能存在無法清潔到的臺階或死角。
物料在加料器內滯留時間過長會造成顆粒分層、物料因摩擦發熱而粘連結塊等現象,而改進后的加料器葉輪能使物料更快速地充填進入中模孔,起到均勻藥粉和快速充填藥粉的作用,有利于減小片重差異。
2.2 ? ?保持加料葉輪的整體外徑不變,加料葉輪的輪齒改為圓柱形輪齒
光滑圓潤的輪齒在接觸物料時給物料一個溫和的作用力,物料接觸加料葉輪時可以沿輪齒圓周方向逃逸,避免藥粉結塊和藥粉在接觸快速旋轉的葉輪時被粉碎的問題,最小程度影響藥片的崩解時限、脆碎度和溶出度等產品質量。
如圖4所示,采用折彎形狀的圓柱形輪齒增大了葉輪與物料的接觸面積,促進攪拌物料。折彎的拐點位于中模孔的節圓位置,使物料更順暢、更充分地被撥入中模孔。上下折彎的圓柱形輪齒也使葉輪的空間攪拌范圍加大,促進物料流動,避免出現流動死角。
2.3 ? ?加料葉輪改善前后驗證實驗
2.3.1 ? ?儀器
高速壓片機(北京翰林航宇科技發展股份公司)、電子天平(梅特勒-托利多)。
2.3.2 ? ?材料
健胃消食片粉末直接壓片混合粉。
2.3.3 ? ?方法
在同一臺壓片機上安裝不同的葉輪(普通型、楔形、圓棍型),使用同一批物料進行壓片,以片重差異為片劑指標,對比3種葉輪在不同壓片速度下的片重差異。片重差異按照藥典(2020版)通則0101進行檢測。
2.3.4 ? ?結果
表1實驗結果表明,加料器的特性對藥粉的充填有非常重要的影響,使用改善后的加料器葉輪壓片機生產的片劑片重明顯更穩定,差異更小。楔形葉輪或圓棍型葉輪間無明顯差異,應用時可根據具體物料而定。
