紡紗工藝對不銹鋼纖維/粘膠纖維混紡紗成紗性能的影響
2021-09-25 03:24:18林燕萍王晨露
毛紡科技 2021年9期
楊 陳,林燕萍,王晨露,孫 敏
(1.江西服裝學院,江西 南昌 330201; 2.江西省現代服裝工程技術研究中心,江西 南昌 330201;3.紹興文理學院,浙江 紹興 312000; 4.重慶城市管理職業學院,重慶 401331)
紡紗工藝的選擇與參數設置能夠很大程度上影響成紗的質量與生產成本[1-3]。目前,傳統紡紗工藝中較為常用的為賽絡紡紗工藝與環錠紡紗工藝2種工藝。賽絡紡紗工藝在環錠紡紗工藝的基礎上,設計的雙股粗紗同時輸入牽伸的紡紗方式,該方式紡制的成紗在條干、毛羽、強力指標等方面均較優[4-5],同時還可以根據紗線指標的變化及時靈活地調整工藝參數,具有很強的技術優勢,但也存在一定的弊端,如賽絡集聚紡的突發性易引起質量問題[6-8]。傳統環錠紡紗工藝較賽絡紡紗工藝簡單,對設備要求低,具有一定的成本優勢[9-10]。本文以粘膠纖維與不銹鋼纖維為原料,分別利用賽絡紡紗工藝與環錠紡紗工藝紡制不銹鋼纖維/粘膠纖維混紡紗線,并通過成紗測試結果評價2種紡紗工藝紡制不銹鋼纖維/粘膠纖維混紡紗線的優劣,為不銹鋼纖維/粘膠纖維功能紗線的紡制提供參考。
1 實驗部分
1.1 紡紗材料
普通粘膠纖維(1.5 dtex,33 mm,新鄉化纖股份有限公司)、不銹鋼纖維(纖維直徑選擇6~8 μm,萊蕪龍志工貿有限公司)。
1.2 測試儀器
YG139Y細紗條干均勻度測試儀(蘇州長風紡織機電科技有限公司)、INSTRON 5590萬能材料試驗機(美國英斯特朗公司)、YG172A紗線毛羽測試儀(陜西長嶺紡織機電科技有限公司)。
1.3 紡紗工藝
紡制紗線線密度為29.53 tex的不銹鋼纖維與粘膠纖維的混紡紗線,其中不銹鋼纖維的含量分別為0、3%、6%、9%、12%、15%、20%。該實驗之所以將紗線中不銹鋼纖維含量控制在20%是受實驗條件所限,同時從下文的測試中可以觀察到當紗線中的不銹鋼纖維含量超過12%時,成紗質量有所下降。
1.3.1 環錠紡紗工藝
環錠紡紗工藝流程:FA002自動抓棉機→FA016預混棉機→FA106梳針滾筒→FA046+FA141成卷機→FA201B梳棉機→FA305C并條機(頭并)→FA305C并條機(二并)→A454G粗紗機→FA516細紗機→1332M絡筒機。
環錠紡紗工藝參數:FA106梳針滾筒輸出速度為480 r/min,FA141成卷機定量420 g/m,輸出速度為12 r/min,FA201B梳棉機牽伸倍數為93倍,定量為4.83 g/m,輸出速度為25 r/min;錫林—蓋板間隔距設置為0.23、0.20、0.20、0.20、0.18 mm;FA305C并條機(頭并)總牽伸倍數為6.308 6倍,后區牽伸倍數設置為1.73倍,輸出速度為38.78 km/(臺·h),輸出定量為4.26 g/m;FA305C并條機(二并)總牽伸倍數為8.602 6倍,后區牽伸倍數設置為1.35倍,輸出速度為38.78 km/(臺·h),輸出定量為4.26 g/m,主要間隔距離為14、20 mm;A454G粗紗機主要間隔距離為25、35 mm,總牽伸倍數為8.10倍,后區牽伸倍數為1.35倍,捻系數為70,錠速為700 r/min;FA502細紗機主要間隔距離為19、36 mm,捻系數為350,總牽伸倍數為36.3倍,后區牽伸倍數為1.25倍,錠速設置為1.406×104r/min;1332M絡筒機輸出速度為560 m/min,總牽伸倍數為21.40倍,后區牽伸倍數為1.25倍。
該紡紗工藝紡出的不銹鋼纖維含量分別為0、3%、6%、9%、12%、15%、20%,不銹鋼纖維/粘膠纖維紗線實際線密度與設計規格的質量偏差率分別為:1.83%、1.94%、2.12%、2.23%、2.35%、2.59%、2.72%。傳統環錠紡細紗機紡制的不銹鋼纖維含量為12%不銹鋼纖維/粘膠纖維紗線見圖1。
1.3.2 賽絡紡紗工藝
賽絡紡紗工藝流程:FA002自動抓棉機→FA016預混棉機→FA106梳針滾筒→FA046+FA141成卷機→FA201B梳棉機→FA305C并條機(二并)→A454G粗紗機。經上述賽絡紡紗工藝流程后紡制的粗紗從2個喇叭口喂入后,在前鉗口出一定長度之前的牽伸區保持分離狀態,其后進行并合、加捻,從而制備雙股賽絡紡紗線單紗。
賽絡紡紗工藝參數:FA016預混棉機輸出速度為480 r/min;FA141成卷機輸出速度為12 r/min,輸出定量為478 g/m;FA201B梳棉機的總牽伸倍數為93倍,輸出定量為4.88 g/m,輸出速度設置為25 r/min;錫林—蓋板間隔距設置為0.23、0.20、0.20、0.20、0.18 mm;FA305C并條機(頭并)主要間隔距離為14、20 mm,總牽伸倍數為6.308 6倍,后區牽伸倍數設置為1.73倍,輸出速度為6.46×102r/min,輸出定量為4.48 g/m;FA305C并條機(二并)總牽伸倍數為8.602 6倍,后區牽伸倍數設置為1.35倍,輸出速度為646 r/min,輸出定量為4.14 g/m,主要間隔距離為14、20 mm;A454G粗紗機主要間隔距離為25、35 mm,總牽伸倍數為8.10倍,后區牽伸倍數為1.35倍,捻系數為70,錠速為700 r/min;經緯1562全自動細紗機主要間隔距離為19、36 mm,捻系數350,錠速為1.01×105r/min,總牽伸倍數為35.6倍,后區牽伸倍數設置為1.25倍;1332M絡筒機輸出速度為560 m/min。
該紡紗工藝紡出的不銹鋼纖維含量分別為0、3%、6%、9%、12%、15%、20%,不銹鋼纖維/粘膠紗線實際線密度與設計規格的質量偏差率分別為:1.43%、1.64%、2.01%、2.25%、2.65%、2.89%、2.95%。賽絡紡細紗機紡制的不銹鋼纖維含量為12%的不銹鋼纖維/粘膠纖維紗線見圖2。上述2種紡紗工藝在頭并時均采用6根并合,二并8根并合。

圖2 賽絡紡細紗機與所紡紗線圖像
1.4 紗線性能測試
1.4.1 條干均勻度測試
根據GB/T 3292.1—2008《紡織品 紗線條干不勻試驗方法 第1部分 電容法》標準,利用YG139Y細紗條干均勻度測試儀測試混紡紗線的條干均勻度,條干均勻度測試儀測試速度設置為200 m/min,測試紗線片段30片,計算30次測試結果的平均值。
1.4.2 毛羽指數測試
根據FZ/T 01086—2020《紡織品 紗線毛羽測定方法 投影計數法》,利用YG172A紗線毛羽測試儀測試混紡紗線的毛羽指數,測試紗線片段長度為10 m,測試速度設置為30 m/min,毛羽長度定義為2 mm以上,測試紗線片段30片,計算30次測試結果的平均值。
1.4.3 力學性能測試
根據標準GB/T 3916—2013《紡織品 卷裝紗 單根紗線斷裂強力和斷裂伸長率的測定》,利用INSTRON 5590萬能材料試驗機測試混紡紗線的斷裂伸長率、斷裂強力等力學性能指標。INSTRON 5590萬能材料試驗機測試參數設置:選擇等速拉伸,紗線夾持測試有效長度為500 mm,拉伸速度為100 mm/min,測試紗線片段30片,計算30次測試結果的平均值。
2 結果與討論
2.1 紗線條干均勻度分析
不同不銹鋼纖維含量的不銹鋼纖維/粘膠纖維混紡紗線的條干均勻度測試結果見表1。
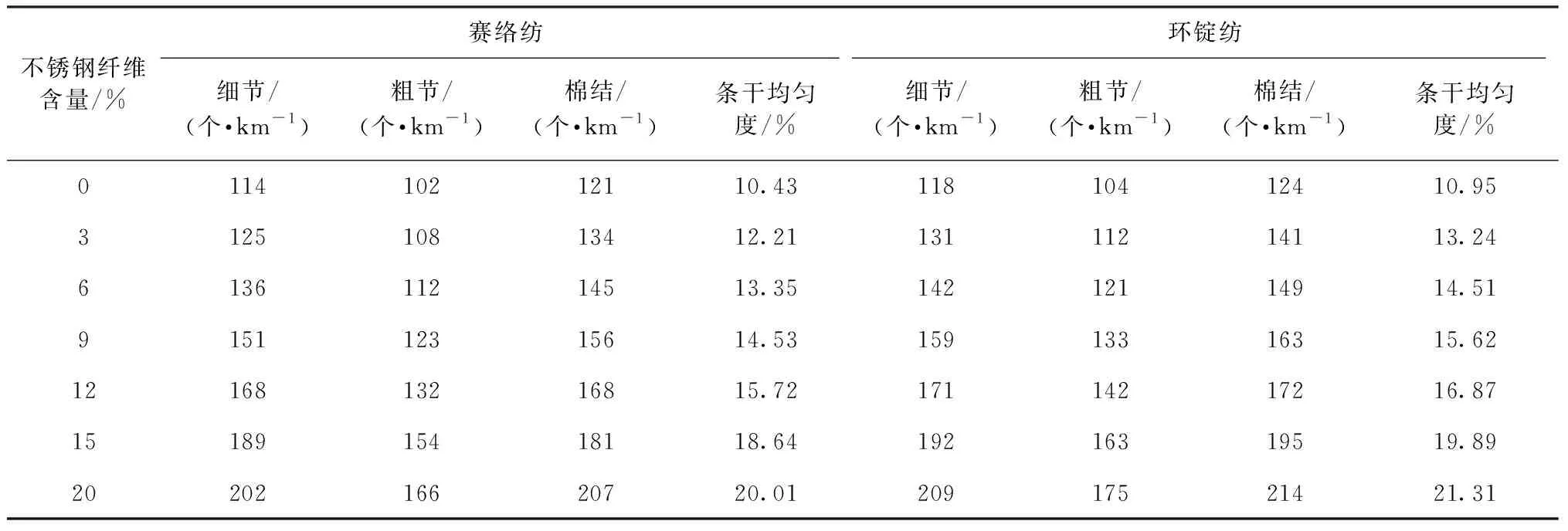
表 1 不同不銹鋼纖維含量混紡紗線的條干均勻度

2.2 紗線毛羽指數分析
不同不銹鋼纖維含量規格的不銹鋼纖維/粘膠纖維混紡紗線的毛羽指數測試結果見表2。
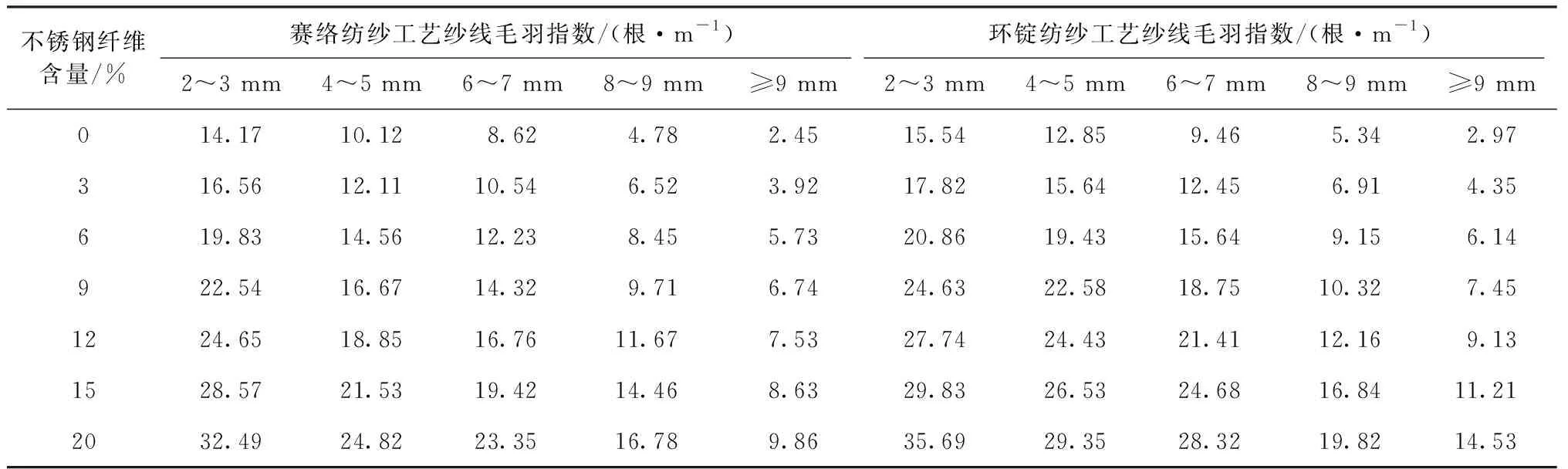
表2 不同不銹鋼纖維含量紗線的毛羽指數
從表2可以看出,在環錠紡紗工藝與賽絡紡紗工藝條件下,紡制紗線的毛羽指數隨著不銹鋼纖維含量的增加而增加,說明混紡紗線中隨著不銹鋼纖維含量的增加,紗線內纖維的握持程度下降,造成毛羽指數增加。相比傳統的環錠紡紗工藝,賽絡紡紗工藝極大地降低了紡制紗線的毛羽指數,這是由于賽絡紡紗工藝是從前羅拉輸出后,2根弱捻紗條在捻合階段相互為中心相互卷繞,把紗條主體的毛羽卷進紗線內部,并得到良好的握持,該工藝很大程度上降低了紗線的毛羽指數,從該角度分析可以得出紡制不銹鋼纖維與粘膠纖維混紡紗線,賽絡紡紗工藝優于環錠紡工藝。
2.3 紗線力學性能分析
不同不銹鋼纖維含量規格的不銹鋼纖維/粘膠纖維混紡紗線的力學性能測試結果見表3。從表3可以看出,在環錠紡紗工藝與賽絡紡紗工藝條件下,紡制紗線的斷裂強力隨著不銹鋼纖維含量升高而降低,斷裂伸長率隨著不銹鋼纖維含量升高而提高,由此可知,混紡紗線中不銹鋼纖維的混入降低了粘膠纖維間纖維的抱合力,致使紗線內纖維相對滑移的摩擦力降低,紗線斷裂強力下降,斷裂伸長率增加。在不銹鋼纖維含量超12%后,這種變化增幅增加,成紗質量下降速度增加。由紡制紗線力學性能角度可以推知不銹鋼纖維與粘膠纖維混紡紗線中的不銹鋼纖維含量應控制在12%以內,以避免影響紗線的成紗質量。在環錠紡紗工藝條件下紡制紗線的力學性能略低于賽絡紡紗工藝條件下紡制的紗線。這是由于紗線在加捻過程中,賽絡紡紗工藝更有利于控制紗線中纖維的內外轉移程度,引導纖維規律排列,提高紗線強力。同時紗線條干均勻度與紗線毛羽的降低也是致使紗線力學性能提高的重要因素。
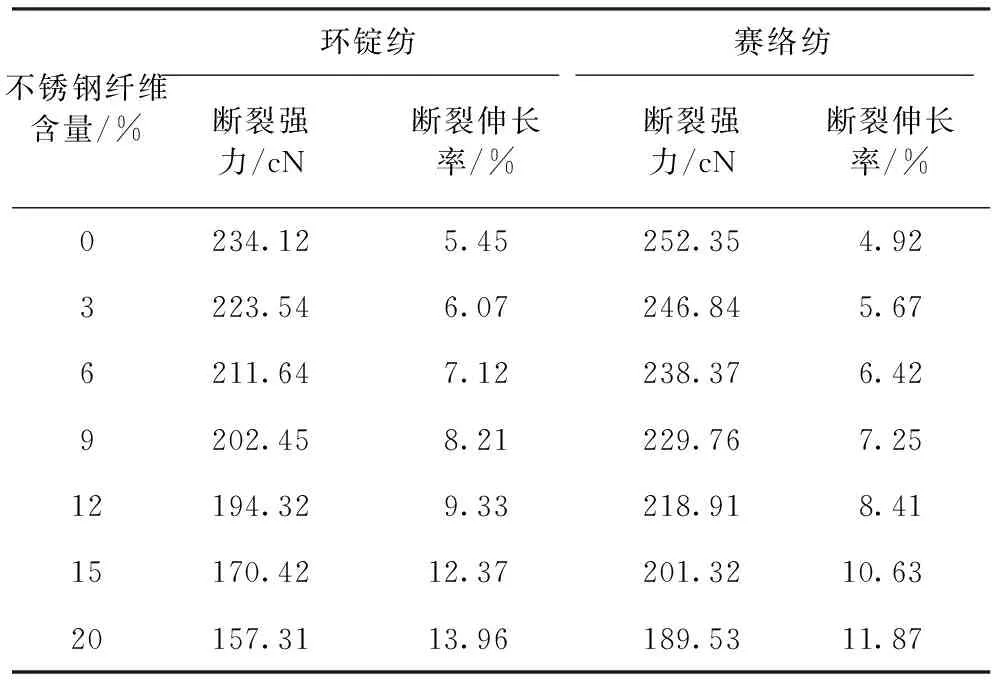
表3 不同不銹鋼纖維含量紗線的力學性能測試結果
3 結束語
本文通過環錠紡紗工藝與賽絡紡紗工藝條件紡制了不同不銹鋼纖維含量的不銹鋼纖維/粘膠纖維混紡紗線,并利用條干均勻度、紗線毛羽指數與紗線力學性能評價紡制紗線的性能,測試表明條干均勻度、紗線毛羽指數與紗線力學性能隨著混紡紗線中不銹鋼纖維含量的升高而下降,認為不銹鋼纖維/粘膠纖維混紡紗線中的不銹鋼纖維含量應控制在12%以內。同時采用賽絡紡紗工藝條件紡制了不同不銹鋼纖維含量的不銹鋼纖維/粘膠纖維混紡紗線的條干均勻度、紗線毛羽指數與紗線力學性能優于環錠紡紗工藝,該工藝適宜于紡制不銹鋼纖維/粘膠纖維混紡紗線,具有很強的紡制技術優勢。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00
