基于HyperMesh的汽車中控臺裝配變形仿真分析與優化
2021-09-24 06:16:56孫泉鋒李屹峰陳澤中江楠森
有色金屬材料與工程 2021年4期
孫泉鋒,李屹峰,王 鵬,陳澤中,江楠森
(1. 上海理工大學 材料科學與工程學院,上海 200093;2. 上汽通用汽車有限公司 整車制造工程部,上海 201206)
隨著汽車生產制造技術的不斷提高,人們對汽車車身的尺寸精度提出了更高的要求,而尺寸精度中的裝配公差是最難以保證的。裝配是機械制造中最后決定產品質量的重要工藝過程。據統計,在現代制造中,裝配工作量占整個產品研制工作量的20%~70%,裝配時間占整個制造時間的40%~60%[1]。裝配過程中產生的裝配變形、配合差等質量問題是一直困擾汽車生產廠商的難題。
計 算 機 輔 助 工 程(computer aided engineering,CAE)技術極大地促進了裝配技術的快速發展。在產品同步工程階段[2],通過CAE建模仿真來預測相關缺陷的產生,有助于指導產品設計和工藝開發,減少項目發起階段發生的更改費用。
國內外在裝配變形仿真方面做了大量的研究。已有研究提出了基于PolyWorks的虛擬匹配方法,完成了零件間隙干涉分析,實現對汽車零件匹配的提前評估[3-4]。王威等[5]以汽車引擎蓋裝配驗證為例,基于Abaqus提出了一種面向汽車覆蓋件的有限元仿真虛擬匹配方法。童劭瑾等[6]基于HyperMesh和LS-DYNA軟件對座椅安全性進行CAE分析。Yu等[7-8]提出一種用于汽車覆蓋件裝配質量分析的汽車車身鈑金零件的裝配變分建模方法,可用于預測汽車覆蓋件的裝配質量并優化定位單元。但是,HyperMesh聯合LS-DYNA軟件的顯式動力學分析在汽車多部件復雜模型的裝配仿真方面的研究和應用還很少。
本文以企業某車型中控臺在裝配后存在的儀表板與中控臺間隙較大,儀表板與手套箱間隙較大等問題為例,基于HyperMesh仿真平臺建立裝配CAE模型,以LS-DYNA為求解器,利用ETA/Post-Processor對仿真結果進行后處理,以相關安裝點的實測變形量為基準,將仿真值與實際值進行比較,以驗證仿真模型的合理性。基于驗證后的仿真模型,研究泡棉材料、儀表板材料和儀表板厚度對相關安裝點變形量的影響,得出優化的參數方案,為企業實際工程應用提供參考。
1 泡棉壓縮試驗
以實際應用中EPDM和PE泡棉為研究對象,分別制備尺寸為φ30 mm×12 mm的標準試樣,參照ISO 3386-1[9]測量壓縮應力-應變曲線。
采用Zwick/Roll 2.5 kN電子萬能材料試驗機進行壓縮測試,壓縮速率為10 mm/min,每個試樣重復測試三次,分別獲得三組壓縮數據。采用二次拉格朗日插值多項式求得應變分別為0,0.05、0.10、0.15、0.20、···、0.80時的應力,再取三組數據的平均值,得到兩種泡棉的壓縮應力-應變曲線,如圖1所示。二次拉格朗日插值多項式為:
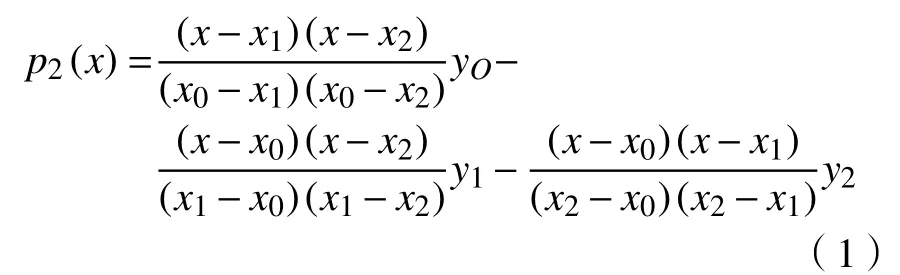
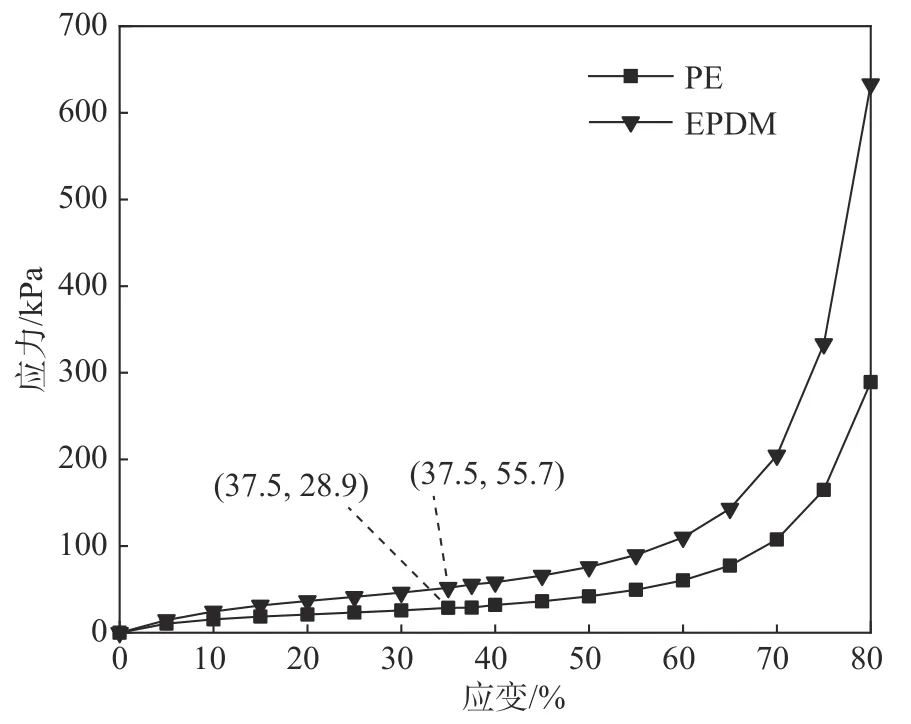
圖1 泡棉壓縮應力-應變曲線Fig. 1 Compressive stress-strain curves of the foams
式中:x0和y0、x1和y1、x2和y2分別為所求點附近3點的坐標值;x和y分別為所求點的坐標值。
2 有限元仿真建模
2.1 汽車中控臺裝配模型分析
汽車中控臺裝配模型如圖2所示,橫梁兩端固定在側車身的固定支架和平面上,儀表板和空調箱均固定在橫梁上。裝配時,泡棉受力壓縮,壓縮反力通過空調箱傳遞到橫梁和儀表板上,引起橫梁和儀表板上相關安裝點的位移。
圖2 汽車中控臺裝配模型Fig.2 Assembly model of the automobile central console
2.2 網格劃分
HyperMesh的求解器設為LS-DYNA,將汽車中控臺裝配模型IGES文件導入后,對泡棉進行三維網格劃分,對剩余部件進行抽取中面和二維網格劃分。
模型中,除泡棉外都是由薄板覆蓋件組成,因此采用四邊形及部分三角形殼單元對模型進行離散,只有泡棉采用四面體實體單元劃分,所有網格單元的尺寸都控制在5 mm左右。為了實現泡棉的受力壓縮,新建A剛性板和B剛性板兩個網格部件,見圖3。

圖3 網格模型Fig.3 Grid model
網格劃分完成后,進行網格質量檢查,應盡可能地避免翹曲單元集中出現在同一片區域,對質量差的網格進行優化[10]。優化好的網格一共有163591個節點和179612個網格。
2.3 材料和屬性
模型中各部件的材料、網格材料模型、彈性模量、泊松比和密度如表1所示。HyperMesh采用的單 位制為kg、kN、mm、ms、GPa。
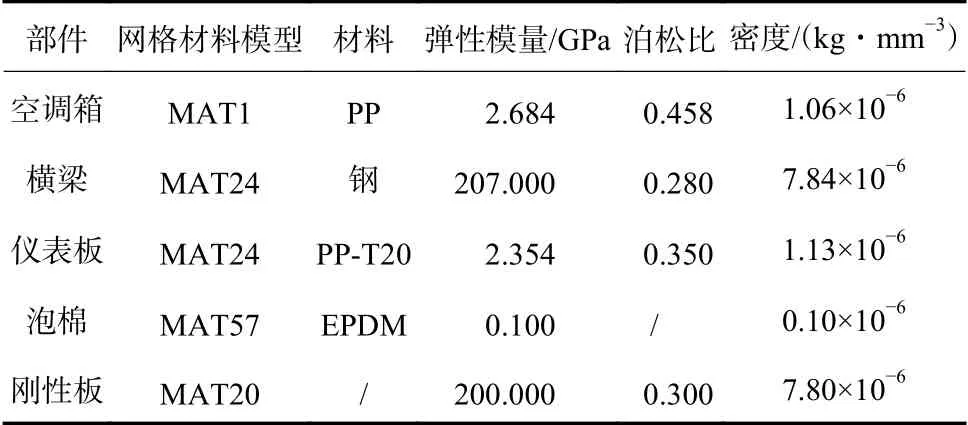
表1 各部件材料參數Tab.1 Material parameters of each component
泡棉采用EPDM材料。創建泡棉材料模型時,還需輸入圖1所示的EPDM泡棉的壓縮應力-應變曲線。泡棉的實體單元屬性卡片選擇SectSld,有限元求解積分算法(ELFORM)選擇10。
除泡棉外,其他所有部件的殼單元屬性卡片選擇SectShll[11],有限元求解積分算法采用全積分函數,其計算速度與Belytschko-Tsay算法相比稍慢,但能夠很好的處理殼體翹曲和預防沙漏[12];剪切因素(SHRF)設置為5/6;通過單元厚度的積分點數值(NIP)設置為5[13]。另外,汽車中控臺裝配模型中不同位置厚度不同,對應網格屬性中的厚度值也不同,需要分別設置。
2.4 連接、邊界約束和接觸
經過焊縫的拉伸和彎曲試驗可知,實際模型中焊縫的剛度遠大于母材,因此焊縫采用兩個節點的RBE2剛性單元來模擬[14],部件間卡扣、定位等連接采用多個節點的RBE2剛性單元來模擬。RBE2單元的節點位置以汽車中控臺裝配模型為準。
在橫梁兩端4個固定平面上建立邊界約束,首先在固定平面上建立多個節點的RBE2單元,然后在自動計算的中心點處建立自由度全部固定的類型為BoundSPC的邊界約束。
模型中的接觸共有兩個:泡棉與B剛性板間的自動面面接觸(automatic surface to surface),靜態和動態摩擦因數均為0.15[15];除A、B剛性板外所有部件的自動單面接觸(automatic single surface),可防止部件之間發生貫穿或部件產生大變形[16],自動單面接觸的靜態和動態摩擦因數也均為0.15。
2.5 載荷
模型中的載荷有兩個:一個是重力載荷,另一個是泡棉的受力壓縮。實際工況中,泡棉的受力壓縮由A、B剛性板來實現,A剛性板固定,B剛性板沿泡棉表面法向向內(X軸正方向)移動,B剛性板移動示意圖如圖4所示,泡棉的壓縮量為12.4 mm,理想壓縮應變為0.375。
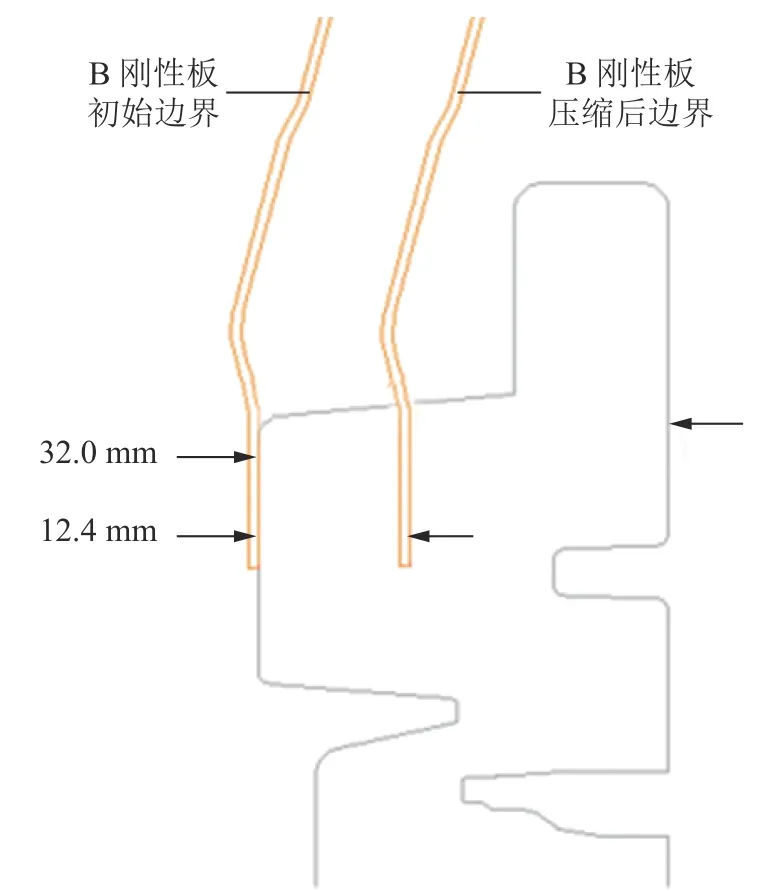
圖4 B剛性板移動示意圖Fig.4 Schematic diagram of the B rigid plate movement
在定義材料時,將A剛性板在全局坐標系X、Y、Z方向平動和轉動自由度全部約束,即質量約束類型(CMO)設置為1,第一和第二約束參數(CON1和CON2)設置為7[17]。B剛性板除X方向平動自由度不約束外,剩下5個自由度都約束,并對B剛性板施加X正方向的位移,B剛性板在124 ms內勻速移動12.4 mm,124至130 ms保持位移不變。
泡棉的壓縮反力的計算使用如下公式:

式中:F為泡棉的壓縮反力; σ為泡棉的壓縮強度;A0為泡棉與鈑金的接觸面沿壓縮方向的投影面積。
重力載荷通過創建類型為LoadBody的載荷集來實現,其中加載的重力加速度曲線的g值取0.009 81。
3 有限元模型驗證
模型驗證的基準是相關安裝點的實測變形量,安裝點的圖片如圖5所示,其中1~5點位于橫梁中間支架上,6~8點位于儀表板上。

圖5 安裝點位置Fig.5 Locations of the installation points
基于EPDM泡棉壓縮數據的仿真模型在求解后得到相關安裝點變形量的仿真值,如圖6所示。
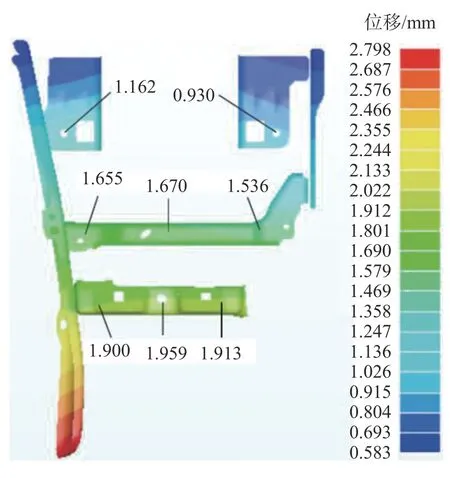
圖6 待驗證模型的仿真結果Fig.6 Simulation result of the model to be verified
使用EPDM泡棉建立中控臺實際裝配模型,如圖7所示,在檢具中測量實際裝配模型對應安裝點的變形量。在本項目中,數值模擬結果和試驗結果之間的誤差在±20%以內是可以接受的,反之則需要進一步改進仿真模型。仿真模型驗證的流程如圖8所示。
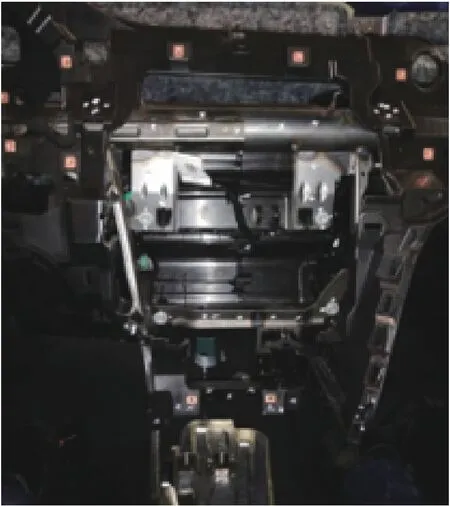
圖7 實際裝配模型Fig. 7 Actual assembly model

圖8 仿真模型驗證流程Fig. 8 Simulation model verification process
在得到相關安裝點變形量的仿真值與實際值后,需要進行對比分析,如表2所示。
從表2可知,經過多次仿真模型的優化,最終獲得的仿真值與實際值的誤差在±20%內,符合模型驗證要求,優化后的仿真模型具備合理性,即仿真模型中用兩個節點的RBE2單元來模擬支架間剛度較大的焊縫,用多個節點的RBE2單元來模擬卡扣、定位等連接,以及其他設置符合實際工況,為類似模型的建立提供參考。

表2 仿真值和實際值對比Tab.2 Comparison between simulation values and actual values
4 參數優化與分析
基于驗證后的仿真模型,為了使中控臺在裝配后相關安裝點的變形量達到公稱尺寸為1 mm,公差為±0.5 mm[18]的目標值,需要優化參數再次進行仿真。
研究的參數包括泡棉材料、儀表板材料和儀表板厚度,參數設置分別為:泡棉材料為EPDM和PE,兩者的彈性模量和密度相同,但加載的壓縮應力-應變曲線不同;儀表板材料除PP-T20外,增加PC+ABS和PP+EPDM-T20,新增兩種材料的彈性模量、泊松比和密度如表3所示;儀表板厚度為2.0、2.5、3.0 mm。

表3 儀表板新增材料參數Tab.3 Newly added material parameters of instrument panel
根據參數的種類和數量,采用全面試驗方法,進行18組仿真,為便于比較,取各組中8個安裝點變形量仿真值的平均值和方差來表征該組的裝配變形結果,將各組中8個安裝點變形量仿真值的平均值稱為a值,各組的參數設置和仿真結果如表4所示。
綜合比較表4中1~18組仿真數據,可以得出,泡棉材料為PE,儀表板材料為PC+ABS,儀表板厚度為3.0 mm時,即第8組,a值為1.041 mm,方差為0.062 mm2,8個安裝點的變形量都在極限尺寸范圍內,且分布最均勻,其平均值最接近目標變形量尺寸(1 mm),推薦為企業工程應用中的優化方案。
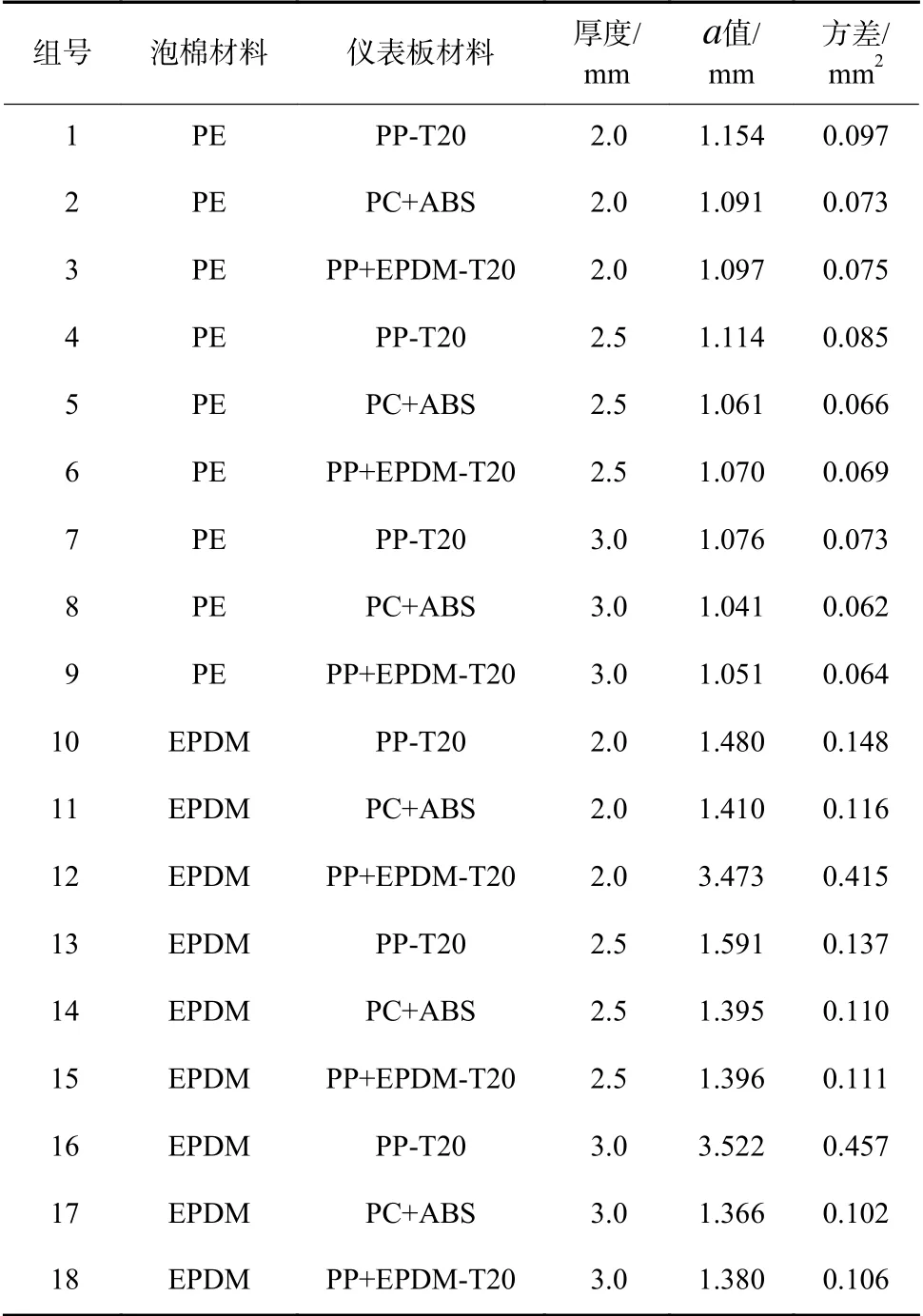
表4 參數設置與仿真結果Tab.4 Parameter setting and simulation results
為了分析優化組相較原始組(即第8組和第13組)的優化程度,比較第8組和第13組8個安裝點的變形量大小以及第8組中各點變形量的減小幅度(見圖9)可以得出,第8組的1~8點的變形量較第13組有不同幅度的減小,其中1點和6點的減小幅度最大,為36.1%,3點的最小,為33.3%,平均減小幅度為34.6%,優化組較原始組有較大程度的改善。
從圖9中兩組安裝點的變形量大小可以看出,6、7、8點的變形量最大,3、4、5點次之,1、2點的變形量最小,這與安裝點到橫梁的距離成反比。
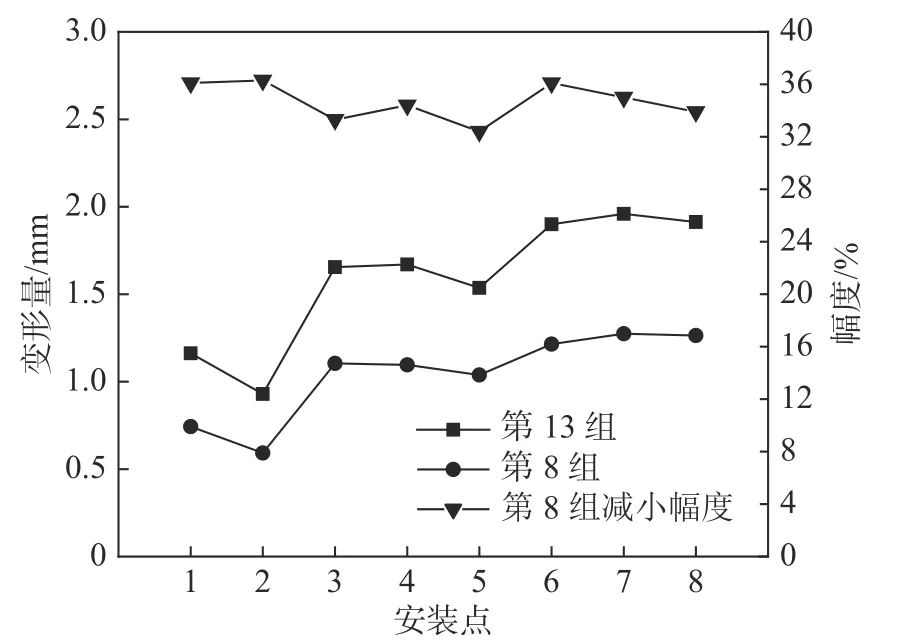
圖9 第8、13組仿真結果以及第8組減小幅度Fig. 9 Group 8 and 13 simulation results and group 8 reduction
從表4中可以看出,1~9組泡棉材料為PE,值(各組a值平均數)為1.084 mm;9~18組泡棉材料為EPDM,值為1.876 mm。兩者相差較大,這與壓縮應變為0.375時EPDM與PE的壓強分別為55.7、28.9 kPa的結果相一致,采用PE泡棉能使駕駛室在裝配后相關安裝點的變形量更小,更接近目標值。
分析儀表板材料和儀表板厚度對安裝點變形量的影響時,由于10~18組數據波動較大,因此選取1~9組數據。分析因素、分組和值如表5、6所示。

表5 儀表板厚度的影響分析Tab.5 Analysis on the influence of instrument panel thickness
從表5中的數據可以看出,儀表板越厚和剛度越大,抵抗變形能力越強,儀表板厚度每增加0.5 mm,a值約減小0.029 mm。
從表6中的數據可以看出,儀表板材料為PC+ABS材料時安裝點變形量最小,PP+EPDM-T20次之,但相差不大,PP-T20最大。總體來看,儀表板材料對安裝點變形量的影響程度最小,這與PP-T20、PC+ABS和PP+EPDM-T20三種儀表板材料的性能參數相近有關。
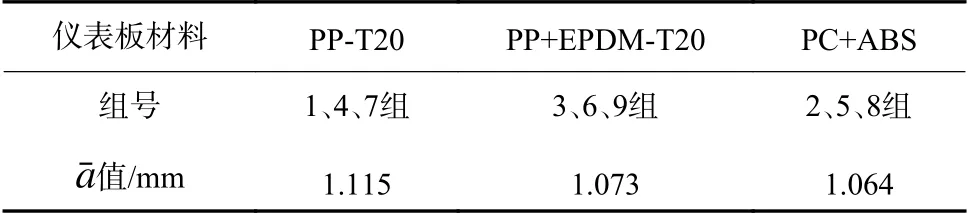
表6 儀表板材料的影響分析Tab.6 Analysis on the influence of instrument panel material
5 結 論
(1)模型中各安裝點變形量的仿真值與實際值的誤差最小為0.7%,最大為19.3%,均在±20%以內,符合項目工程應用要求,驗證了仿真模型的合理性,仿真模型的建立可為類似模型提供參考。
(2)在本模型中,泡棉材料對相關安裝點變形量的影響程度最大,使用PE泡棉代替EPDM泡棉,安裝點變形量的值由1.876 mm下降到1.084 mm;儀表板厚度的影響其次,儀表板厚度每增加0.5 mm,安裝點變形量的值約減小0.029 mm;儀表板材料的影響程度最小。
(3)泡棉材料為PE,其φ30 mm×12 mm試樣在壓縮應變為0.375時應力為28.9 kPa,儀表板材料為PC+ABS,儀表板厚度為3.0 mm時,相關安裝點的變形量a值為1.041 mm,方差為0.062 mm2,變形量都在極限尺寸范圍內且分布最均勻,其a值最接近目標變形量尺寸,是優化的參數方案,為企業實際工程應用提供參考。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
中華詩詞(2020年1期)2020-09-21 09:24:52
數學物理學報(2020年2期)2020-06-02 11:29:24
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03