靜子內(nèi)環(huán)成形工藝研究
2021-09-22 21:13:17黨文苗李均紅
科技研究 2021年22期
黨文苗 李均紅


摘要:本文通過分析靜子內(nèi)環(huán)結(jié)構(gòu)特點(diǎn)和加工難點(diǎn),提出零件拉深成形制造工藝方案,并通過試驗(yàn)對(duì)熱成形有影響的因素進(jìn)行了驗(yàn)證,確認(rèn)方案可行。
關(guān)鍵詞:鈦合金 熱成形 拉深
鈦合金具有較高的機(jī)械性能、抗氧化能力和抗腐蝕能力,密度比鋼件小,在一般使用條件下,不需做表面防護(hù)等優(yōu)點(diǎn),在航空航天工業(yè)中已得到廣泛應(yīng)用。但鈦合金同時(shí)也具有常溫下屈服強(qiáng)度比(σ0.2/σb)大,彈性模量小,成形時(shí)塑性變形范圍小,回彈大,表現(xiàn)為零件出現(xiàn)裂紋或開裂,零件精度尺寸難于控制。通常需將零件板材毛坯加熱到550~700℃的高溫下成形(簡(jiǎn)稱熱成形)。
某型發(fā)動(dòng)機(jī)的靜子內(nèi)環(huán),通過熱成形才能加工出滿足設(shè)計(jì)要求的零件。本文根據(jù)某TC2鈦合金靜子內(nèi)環(huán)設(shè)計(jì)要求,分析影響其成形質(zhì)量的關(guān)鍵因素,并通過試驗(yàn)予以驗(yàn)證,為解決類似零件的成形起到一定指導(dǎo)作用。
1 技術(shù)要求及工藝難點(diǎn)
靜子內(nèi)環(huán)的設(shè)計(jì)外形結(jié)構(gòu)見圖1,輪廓尺寸及要求見圖2,材料TC2,厚度0.8 mm。要求最小壁厚0.54mm,外形圓滑,無碰劃傷、起皺及氧化現(xiàn)象。
從材料和結(jié)構(gòu)特點(diǎn)分析,工藝難點(diǎn)主要在于:翻邊處圓角R=2mm,為2.5倍料厚,小于航空材料手冊(cè)要求,易起皺或產(chǎn)生裂紋;零件整體呈環(huán)狀,具有翻邊負(fù)角,不能一次拉深出整周外形。
2 解決措施
2.1 材料
TC2(Ti-4Al-1.5Mn)是一種低合金化(α+β)兩相組織鈦合金,主要合金元素為α相穩(wěn)定元素Al和Mn,具有良好的成形性能、焊接性能和工藝性能。試驗(yàn)加工采用退火狀態(tài)的TC2板料,實(shí)測(cè)厚度為0.85~0.86mm。
2.2 成形工藝
依據(jù)零件結(jié)構(gòu)特點(diǎn),拉深成形時(shí)需將零件按圓周等分為4段,各段分別成形后再焊接成一個(gè)整體。
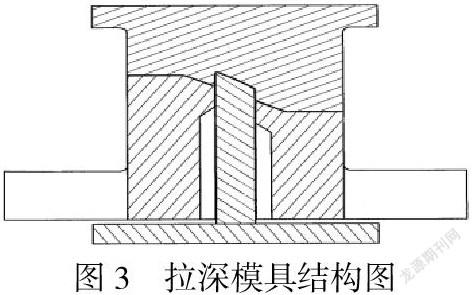
2.2.1 成形模具
采用帶壓邊圈的模具見圖3,在HF-500熱成形設(shè)備中進(jìn)行拉深,通過調(diào)節(jié)壓邊圈與凹模之間的間隙來調(diào)節(jié)拉深過程的壓力,利用油壓頂緊凹模與壓邊圈,通過調(diào)節(jié)上下缸的油壓實(shí)現(xiàn)不同速度拉深。
2.2.2成形工藝影響因素分析
(1)模具材料的影響
采用1Cr18Ni9Ti,拉深成形后,零件表面易拉傷,修傷后,壁厚僅0.52~0.54mm,不滿足設(shè)計(jì)要求。改用中硅鉬墨球鑄鐵作為模具材料,成形后的零件經(jīng)過吹砂等表面處理工藝,在壁厚滿足要求的前提下,外觀質(zhì)量合格。
(2)成形溫度的影響
熱成形時(shí),固定壓邊間隙和拉深速度等工藝參數(shù),選用了625℃、650℃、675℃、700℃、725℃進(jìn)行拉深試驗(yàn),試驗(yàn)后檢查零件凸模圓角區(qū)過渡到凹模圓角區(qū)與壁面連接處,發(fā)現(xiàn)在不同溫度下,零件的最小壁厚在變化,最終選用675±10℃的成形溫度。
(3) 壓邊間隙的影響
溫度675±10℃時(shí),壓邊間隙依次為0.88mm,0.92mm,0.96mm,1.0mm,1.04mm進(jìn)行試驗(yàn),發(fā)現(xiàn)當(dāng)壓邊間隙為0.88mm和0.92mm時(shí),最小壁厚合格,但表面劃傷嚴(yán)重;壓邊間隙為0.96mm和1mm時(shí),成形零件表面僅有輕微劃傷;當(dāng)壓邊間隙為1.04mm時(shí),翻邊面起皺。對(duì)表面劃傷處進(jìn)行處理后,壓邊間隙為0.88mm和0.92mm時(shí),最小壁厚只有0.5mm,不符合要求;壓邊間隙為0.96mm和1.0mm時(shí),最小壁厚在0.78~0.82mm,零件外觀質(zhì)量和壁厚均能滿足設(shè)計(jì)要求。
(4)拉深速率的影響`
溫度675±10℃和壓邊間隙0.96mm時(shí),拉深速度依次為0.3mm/s、1mm/s、2mm/s、3mm/s進(jìn)行試驗(yàn)。發(fā)現(xiàn)拉深速度分別為0.3mm/s、1mm/s和2mm/s時(shí),均可獲得表面質(zhì)量和厚度均符合的零件;當(dāng)拉深速度提高到3mm/s且時(shí)長(zhǎng)2s-3s時(shí)零件發(fā)生斷裂。綜合考慮實(shí)際需求,選擇拉深速度1~2mm/s。
2.3 焊接工藝
靜子內(nèi)環(huán)的焊接屬于薄壁鈦合金氬弧焊,須將4段拉深件焊接成為一個(gè)整體。焊接主要難點(diǎn)在于焊接變形和焊接后零件周長(zhǎng)的控制。主要措施:
2.3.1選擇合適的電流、焊接速度、氣體流量
使用同牌號(hào)、同規(guī)格試片通過多次試驗(yàn),確定參數(shù):焊接電流約30A,背面氣體保護(hù)流量:18~24 L/min。
2.3.2 選用高純氬氣(99.995%);清理干凈焊接接頭,并去除毛刺,其附近不應(yīng)有粘附的磨粒,且表面光滑;采用TA0-1焊絲,直徑Φ1.0~Φ1.6,使用前酸洗;零件焊前酸洗,并在規(guī)定時(shí)間內(nèi)焊接;零件、焊絲酸洗后烘干; 焊接前,用酒精或丙酮清洗焊絲、夾具、零件待焊處,然后用風(fēng)槍吹干;焊接時(shí),操作者需戴干凈的手套。焊接夾具結(jié)構(gòu)圖見圖4。
2.3.3 控制靜子內(nèi)環(huán)各段焊前弧長(zhǎng)尺寸,以得到合適零件周長(zhǎng),確保焊后校型的脹形量。
3 結(jié)論
分析靜子內(nèi)環(huán)結(jié)構(gòu)特點(diǎn),設(shè)計(jì)制造了成形、拉深和焊接工藝裝備,結(jié)合試驗(yàn)闡述了成形用模具材料、溫度、壓邊間隙和拉深速度等對(duì)成形工藝的影響,解決了靜子內(nèi)環(huán)制造工藝難點(diǎn)等問題,得出以下結(jié)論:
(1)模具材料選用中硅鉬墨球鑄鐵,成形溫度675±10℃,壓邊間隙0.96-1.0mm,拉深速度1-2mm/s,且焊接時(shí)采用合適的參數(shù)和工藝裝備,可實(shí)現(xiàn)滿意成形效果。
(2)工藝過程,類似零件可參考。
參考文獻(xiàn):
[1]中華人民共和國(guó)航空工業(yè)部.鈦和鈦合金的板材成形[M].北京:中華人民共和國(guó)航空工業(yè)部,1987
[2]張凌云,魯強(qiáng),韓志仁,等.TC1M鈦合金鈑材拉伸成形過程中的形狀畸變(J).金屬學(xué)報(bào),2007
[3]郭天文.TC4鈦合金板材熱拉伸成形數(shù)據(jù)模擬與實(shí)驗(yàn)研究(D).哈爾濱:哈爾濱工業(yè)大學(xué).2008.
[4]張志、李鵬亮、孫賓、李均紅.TC1鈦合金端蓋零件熱拉深成形工藝研究.航空制造技術(shù).2017