自動光學檢測應用于微組裝粘接工藝控制技術的研究
2021-09-22 06:13:30葉楨王道暢潘曠
電子技術與軟件工程 2021年15期
葉楨 王道暢 潘曠
(中國電子科技集團公司第三十八研究所 安徽省合肥市 230088)
1 概述
自動光學檢測技術已經開始應用于微組裝領域,其應用的微波多芯片組件具有體積小,組裝密度高,組裝精度要求高,產能需求迫切的特點。在實際生產過程中依賴人工目檢的方式已經完全無法勝任組件的檢驗工作,尤其是導電膠膠量的過程控制。一般的微波多芯片組件往往基于復合介質微帶板或多層互聯陶瓷基板,通過導電膠或者不同合金焊料將砷化鎵芯片,硅芯片,芯片電容或者表貼元件與底層基板互聯起來。而導電膠由于具有良好的粘接性能和流動性能,和易返工性被廣泛應用于各種混合集成電路模塊中的芯片機械固定和電連接。
根據文獻[1],我們得知微波芯片元件的尺寸大小,決定裝配時填涂導電膠的用量,而導電膠的厚度與導電膠的熱阻和電阻有著密切的聯系。當膠層太厚會導致熱阻過大,而當膠層太薄時,底層的空洞又會增加熱阻,減少粘接可靠性。因此保證導電膠的膠層厚度在一定范圍內,是提高組件電性能和可靠性的要求。本篇文章中分別采用了二維和三維的方法統計導電膠的膠量,并比較兩種方法的準確程度。
2 自動光學檢測儀檢測導電膠的基本原理和算法
自動光學檢測技術一種應用于先進制造領域的高級生產過程控制手段,是通過計算機結合光學鏡頭,利用自動化的機械運動裝置將光學鏡頭運動到被檢測對象的位置,對被檢測對象進行高精度的數字化成像,利用圖像濾波算法對于被檢測圖像進行噪聲濾波,通過圖像增強算法突出被檢測對象,通過特征提取的相關算法實現對于被檢測對象的關鍵尺寸,位置和其他相關信息的提取,從而判斷被檢測對象的質量和整個工藝過程是否處于可控狀態。一般來說,微組裝生產過程中采用二維平面拍照的方式實現檢測圖像的采集,從而對于諸如焊點,導電膠,芯片圖案等對象的檢測。但是平面圖案只能對于導電膠涂敷面積進行計算,而對于導電膠的Z軸方向剖面信息,二維手段提取的數據往往不能夠充分表征,因此不能有效識別良點與不良點。因此,在檢測手段中添加三維測量手段成為實現自動光學檢測關鍵。我們以自動化產線上的某一種變頻電路為例,示范利用光學檢測算法來實現導電膠膠量的測量和控制,圖1是該種產品的示意圖。
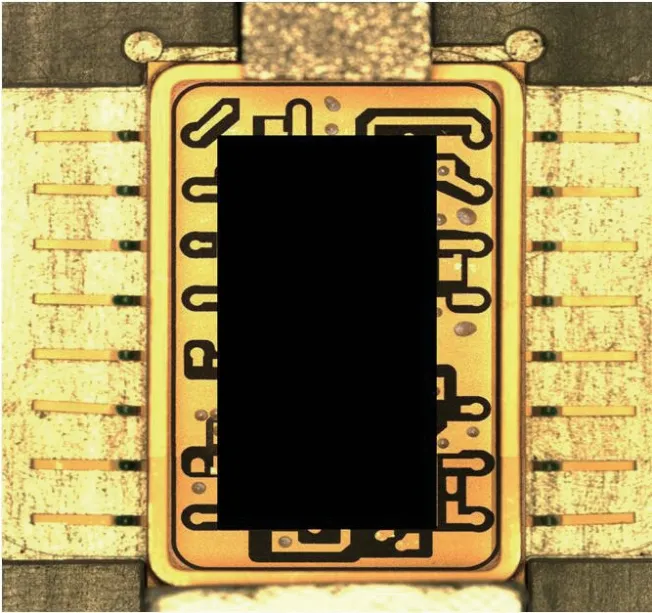
圖1:某變頻電路示意圖
2.1 導電膠的二維平面測量
一般來說,微組裝生產過程中,需要對于涂覆的導電膠的面積進行測量統計,來實現對于膠量多少和短路可能性的預判。我們采用的自動光學檢測設備的光源系統如圖2,實驗中采用的各種組合光源強度如表1 。
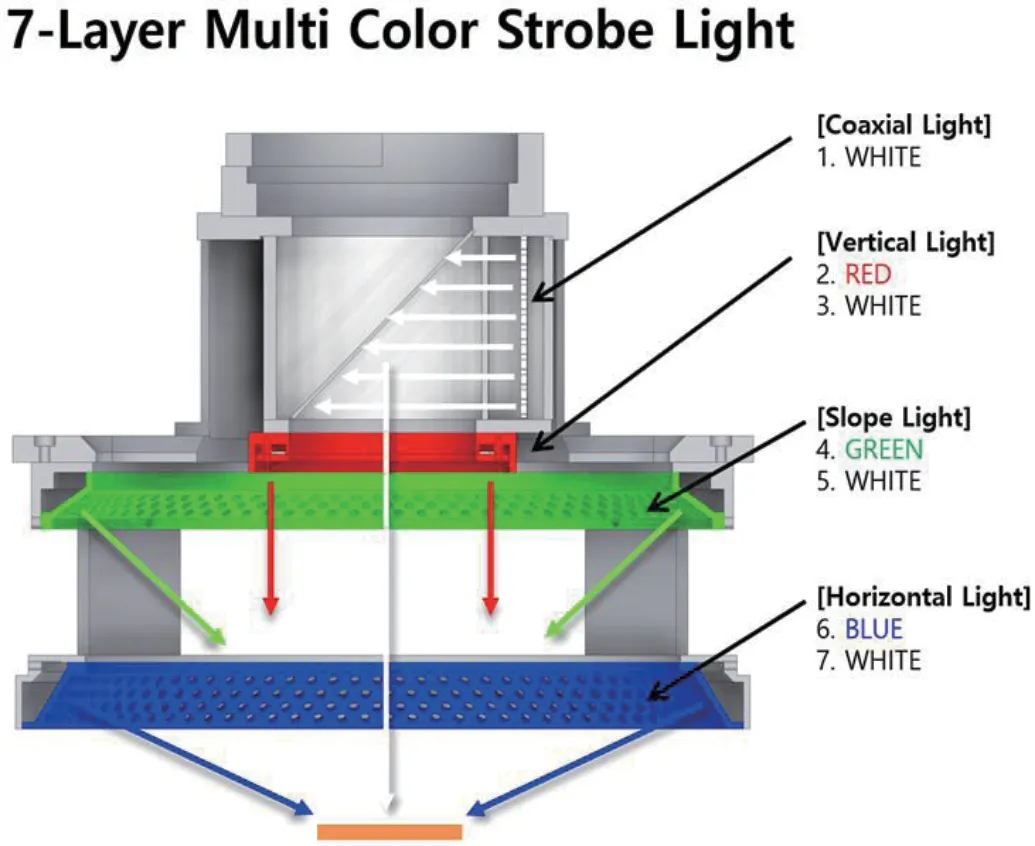
圖2:自動光學檢測設備光源結構示意圖
不同編號光源對應的膠點示意圖如圖3所示。

圖3:不同組合光源下的導電膠圖片
觀察組圖發現,對于1,6,7圖來說,當光源中的共軸白光較強時,入射到導電膠表面的白色光線會被導電膠弧形鏡面以反射的形式散開,重新進入鏡頭的比例很少,而焊盤表面的金層卻由于沒有弧形結構,保證一定比例的同軸光線可以以表面漫反射的形式進入鏡頭,使得圖片中的導電膠區域與焊盤相比,對比度較大,可以有效地利用后續的二值化算法進行區域百分比計算。而對于2,8,10圖來說,我們發現焊盤的亮度較低,而導電膠區域的亮度較大。這是由于2,8,10圖中加入了水平白光,這種角度的光線會從焊盤表面掠過,從焊盤部分反射進入鏡頭的光線較少,而當遇到具有連續變化角度的導電膠表面弧形鏡面結構時,就會有相當比例的光線進入鏡頭,使得導電膠表面明亮,增強和與焊盤的對比度。然后,我們將不同光源下的圖像導入Matlab,通過計算全圖的對比度數值大小,來確定最終的用于測量點膠面積百分比的光源組合。對于圖像對比度計算,參考公式:
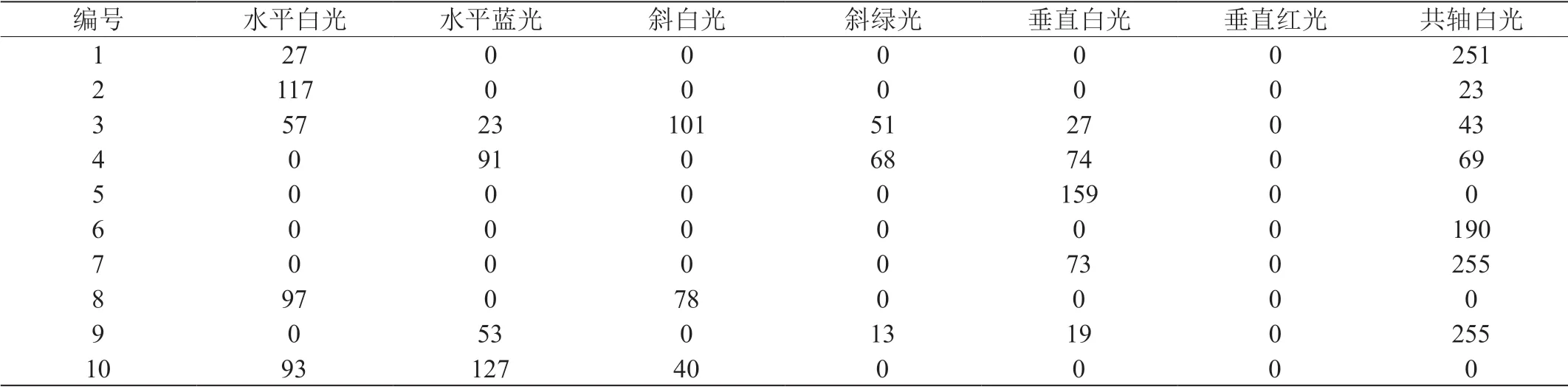
表1:組合光源設置參數

對于灰度圖像的對比度計算公式,其中i,j角標遍歷整個灰度圖像,N是平方項求和的總個數N=4×m×n-2×(m-2)-2×(n-2)-4×2,其中m,n為圖像矩陣的長和寬。經計算發現圖6的對比度最大,選擇6號光源用于測量導電膠面積。
2.2 導電膠基于激光三角測距法的剖面和體積測量
為了實現對于導電膠這種流動不定型的三維對象的檢測,我們引入了激光三角測距手段作為導電膠表面形貌測量的工具。
圖4展示了激光三角測距法的具體原理圖[2]。
如圖4所示,由激光發出的光線在不同位置物體處發生反射,反射光進入棱鏡的角度不同,折射后激發圖像傳感器感光元件的位置就不同,隨著物體表面高度的變化,或者表面移動,圖像激光器位置和感光單元之間的三角函數關系計算即可知道被檢測物體的空間位置坐標。由圖中示意圖我們得到:

圖4:激光三角測距法的光路圖
考慮到傳感器自身光學系統的像差,光點大小和形狀,以及探測器檢測電路位置的不確定度等各種因素,以及表面傾斜,表面光澤和粗糙度等外部不確定性的影響,不同傳感器在測量不同物質時的誤差是變化的,使用之前需要對這些因素進行標定。
圖5展示了應用激光三角測距測量導電膠膠量的示意圖,圖中標出了導電膠剖面的最高點和最低點。
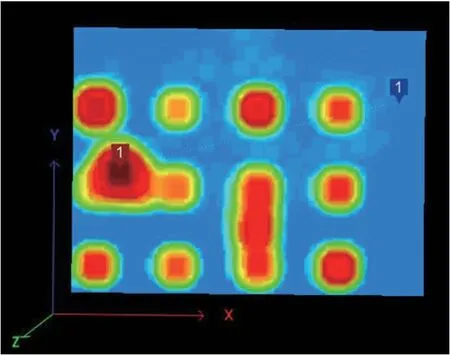
圖5:導電膠3D示意圖
3 數據統計和工藝改進
3.1 膠點數據統計分析
影響導電膠出膠量的因素有很多,根據點膠過程的示意圖[3]:如圖6,整個點膠過程分為前點膠階段(Stage1),點膠階段(Stage2)和后點膠階段(Stage3)。
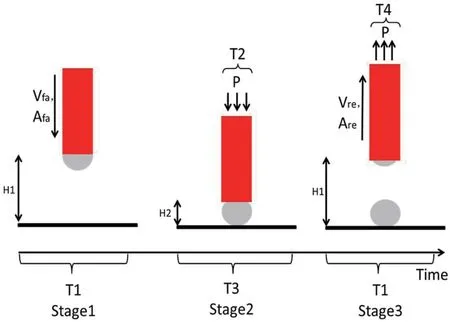
圖6:點膠過程示意圖
前點膠階段主要是指點膠針頭下落的過程,它包括了在最高點的停留時間(T1),下落加速度(Afa),和下落速度(Vfa)等幾個關鍵參數,這幾個參數影響著點膠速率。點膠階段包含了開閥時間(T2),針頭停留高度(H2),噴射次數等參數,這個階段的參數直接決定了單次點膠的出膠量,也決定了被導電膠涂覆區域的總出膠量。而單次點膠出膠量的一致性,也決定了被涂覆區域總膠量的不確定度,在實驗中我們有針對性的調節開閥時間和停留高度這兩個工藝參數來調控被涂覆區域的膠量,實現工藝參數與點膠量的量化建模。后點膠階段的主要參數有停留時間(T3),回撤距離(H1),回撤速度(Vre),回撤加速度(Are),和回吸時間(T4),這個階段的參數主要是為了保證當點膠結束后,膠點的尾巴能夠通過重力作用下落與管體分離,而回吸時間通過對于管內膠體施加一個負壓確保沒有后續的膠體流出從而實現單一點膠動作的完整性。
通過在自動點膠機上設定不同的開閥時間和針頭停留高度,并保持其他參數不變,然后利用自動光學檢測設備分別采用2D和3D的方法,測量100只變頻模塊后不同組件某區域的導電膠體積和面積,從而確定開閥時間和針頭停留高度對于涂覆導電膠膠量的影響。
從圖7,圖8中,看出無論是二維測量導電膠和三維測量導電膠的方法,都有隨著開閥時間增加,膠點覆蓋面積和體積增加的趨勢。而針頭高度變化對于出膠量的影響并非單一線性的,說明對于導電膠這種非牛頓流體,在出膠到膠液與針管脫離的過程中的動力學過程非常復雜,不能用一般的線性過程來解釋。影響這一動力學過程的主要因素,包括了導電膠的體積,排出氣壓,還包括了具體組件基板表面的粗糙度等,外部條件的微小擾動都可能導致出膠量的變化,尤其是當導電膠與管體內的分離時因此當針頭停留高度變化時,膠點體積會發生波動,表明這一過程受到極大的外部不確定因素的干擾。
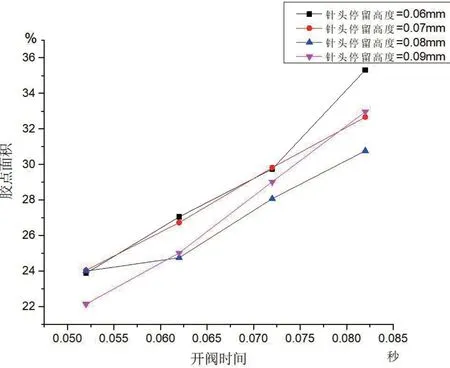
圖7:面積隨開閥時間和針頭高度的變化

圖8:體積隨開閥時間和針頭高度的變化
我們統計了在開閥時間為0.072秒,停留高度為0.06mm的在線生產的100只狀態較好的組件,分為10組,分別測量其點膠面積和體積的均值和標準差,來計算整個點膠工藝的過程能力指數。
由表2可知采用2D方法測量得到的膠點面積和膠點體積的數量大小并不明顯正相關,主要原因是導電膠接觸焊盤表面,由于摩擦力,表面張力和重力的共同作用會向四周鋪展,但鋪展的面積是隨機不可控的,而且受到試驗時間的影響,因此通過傳統的二維面積測量的方法,并不能準確反映從針頭流出導電膠的實際體積。加上,在測量過程中采用的二值化算法本身,在區分點膠區域與非點膠區域時,由于導電膠頂端的同軸光強過于明亮,統計面積時并未考慮進去,進一步增加了面積測量與導電膠體積的不相關性。而采用3D激光掃描得到的導電膠體積統計數據是基于光線在導電膠表面反射角度變化造成的探測器感光單元的位置變化從而計算得到的高度信息,其準確度較高。本身這種測量方法受到液體表面張力,重力,基板表面狀態和同軸光反射,影響較小,因此測量出來的膠點體積更能反映導電膠流量和開閥時間以及停留高度的直接關系,其樣本標準差主要來源于導電膠由管內排除時開閥時間和氣壓的不確定度,由針頭高度不確定度引起的膠體與管體分離狀態的不確定度,還有點膠一段時間后膠體被壓縮的突然性釋放。
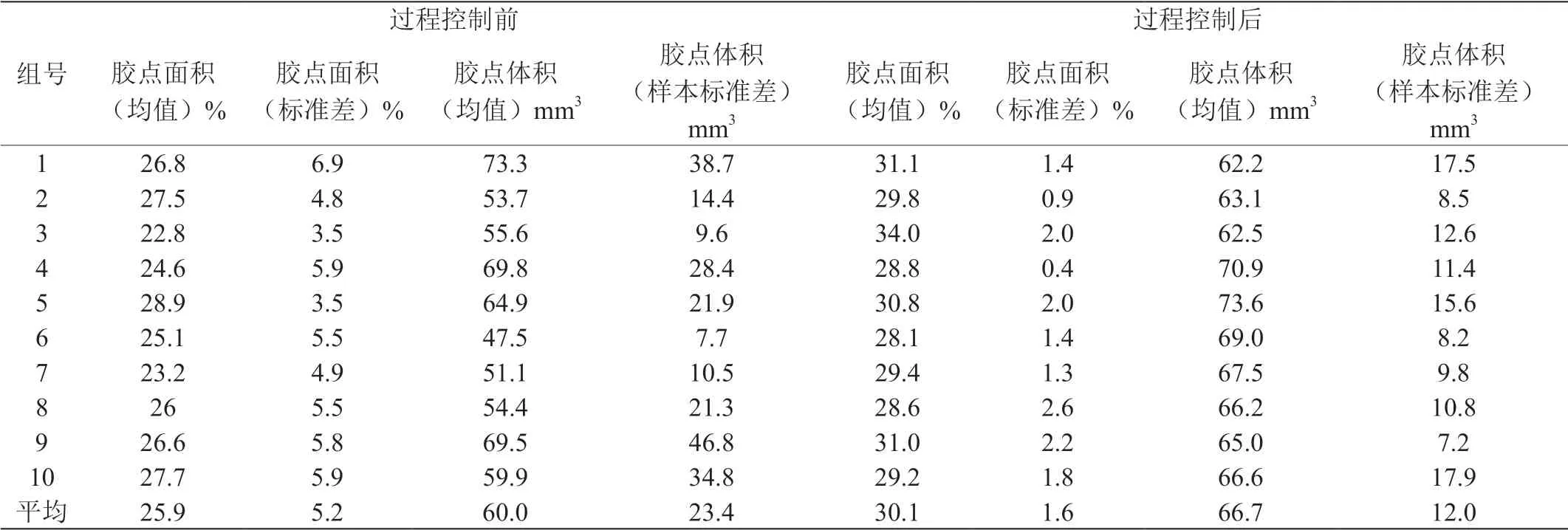
表2:在線測量2D,3D方法測量的膠量均值和標準差(過程控制前和過程控制后)
3.2 統計過程控制分析
3.2.1 施加統計過程控制前
施加過程控制前:根據上面的3D測量結果輸入origin,得到3D測量的平均值控制圖9。
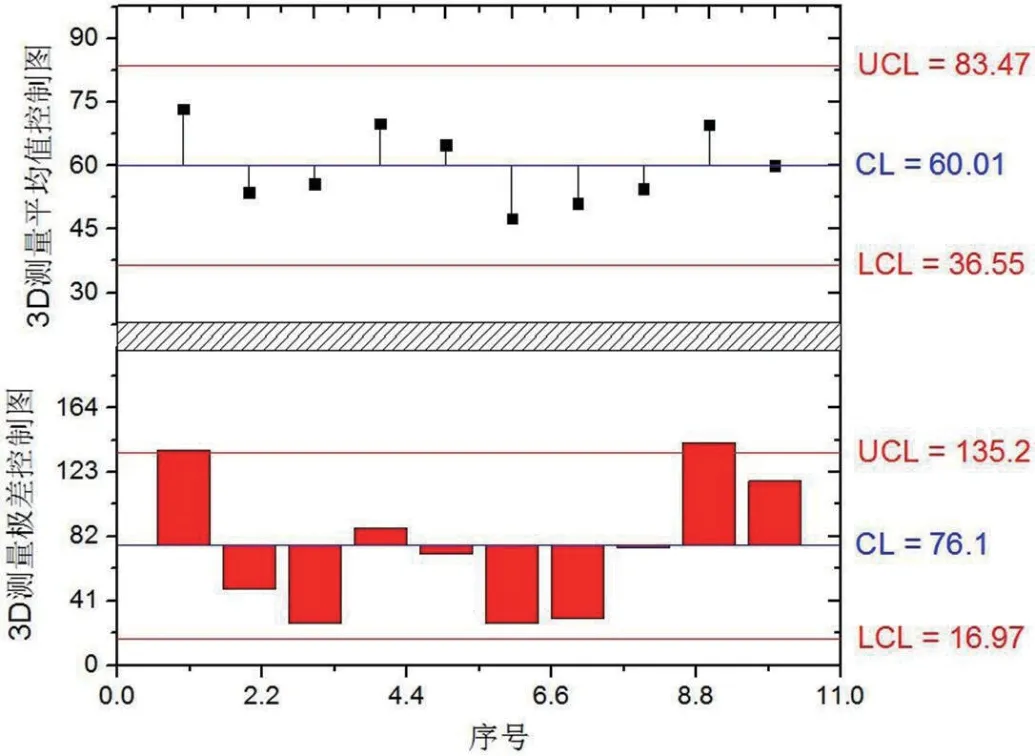
圖9:3D測量的均值圖(施加過程控制前)
實際生產過程中,根據組件工藝過程卡的經驗性要求,可以設定符合工藝標準的導電膠3D測量上公差75mm3,下公差為45mm3,標準值為60mm3。[4]則該工藝過程能力指數:

3.2.2 施加統計過程控制后
針對點膠過程中發生的點膠量起伏波動問題,當我們發現有數據超過了設定的膠量控制線,就根據前面標定的點膠機開閥時間,停留高度與膠量的關系進行建模,來調整不斷變化的平均膠量,實現過程控制。根據在實際生產過程中[5],建立真空氣壓P,開閥時間T和停留高度H與導電膠涂敷體積V的函數關系,和實時測定的平均膠量與標準膠量之間的差值,對于原有的模型進行修正,并根據修正的結果對于當前的點膠量進行調控:
V=V(P,T,H)
實驗過程中利用SPC統計方法測得上一個點膠組的平均膠量與標準膠量偏差滿足:
VK+1=VK+ ΔV
通過對于時間-壓力點膠模型,我們通過簡單調節開閥時間,來修正平均膠量的波動,滿足:

并調節設備中的開閥時間參數,將ΔT抵消,實現對于平均點膠量的實時控制。
在過程控制的狀態下,我們重新選擇連續生產的100個變頻模塊,得到3D測量的平均值控制圖10。施加過程控制后的工藝過程能力指數變為:

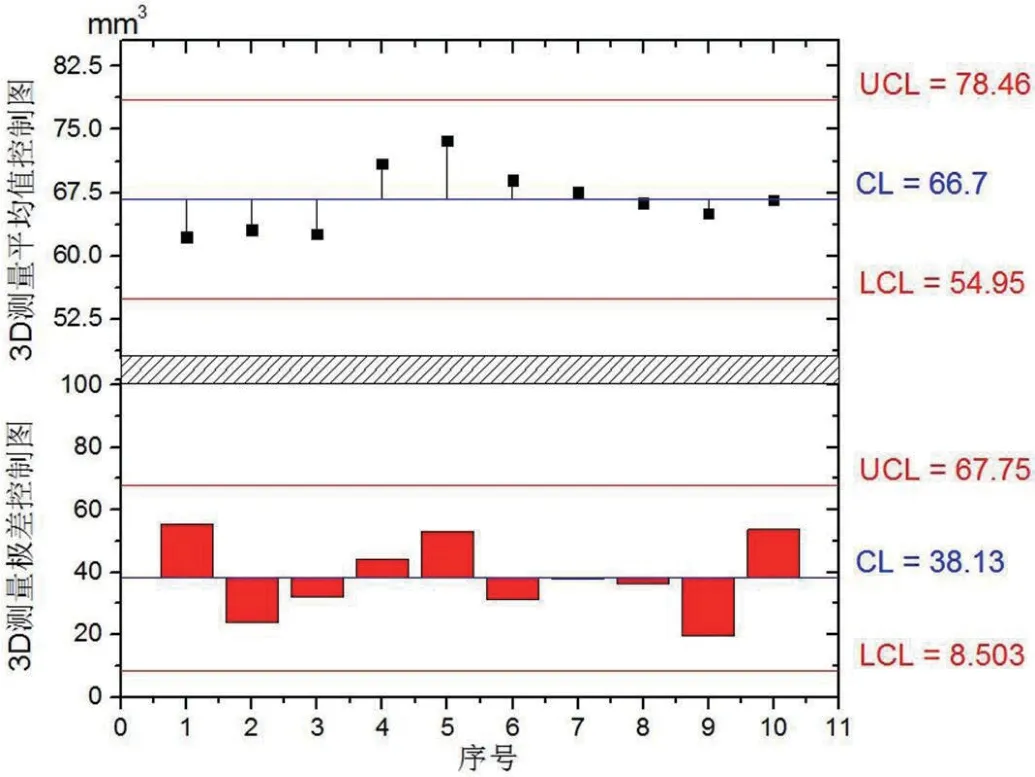
圖10:3D測量的均值圖(施加過程控制后)
根據過程能力指數變化,我們看出施加統計過程控制可以有效減少點膠量的劇烈波動,使得點膠量更加穩定在上下公差限內,但是不能確保標準值不發生偏移造成Cpk的下降。究其原因,不同時間對于點膠工序的采樣,存在導電膠管內膠量變化,而管內膠量變化會帶來氣壓的變化,當氣閥以恒定的壓力P作用于膠管內氣體,由于氣體的可壓縮性和時滯性使得,這個壓力P當傳導到膠體時,已經開始了一段時間的非平衡態排膠過程,而根據流體力學中的Navier-Stokes方程[6],管內一定時間流出的膠量與氣壓和排膠時間直接相關,所以實驗中的排膠標準量會隨著管內膠體體積而變化,因此要消除這種系統性偏差需要建立另外一個針對排膠時間隨管內膠體體積變化的補償機制。
4 結論
隨著微波模塊的頻段越來越高,對于組裝工藝的精確度和穩定性要求也越來越高,因此在關鍵工序進行過程控制成為了必需手段。點膠工藝中膠量的控制直接影響著互聯射頻芯片的高度,也影響著微波模塊腔體內的電磁場分布和最終的電測試指標。以往的自動點膠工序只是通過編程和參數設定來調控導電膠的出膠量。而生產過程控制手段,則是通過設備自帶的電子秤對于一定參數下的排膠量進行稱重來實現對于導電膠的出膠量的校準和調控,缺乏實時性和直觀性。在引入了自動光學檢測的手段后,可以在線對所有生產出來模塊的點膠參數進行采集和統計分析,并且進行建模,利用模型進行預測反饋。本文首先參考了不同的光源設定,通過計算不同光照下的圖片對比度,為我們確定最終測量采用的最優光源設制提供了理論依據。其次,本文實現了對于導電膠膠量和關鍵工藝參數的建模分析,發現決定導電膠膠量的主要工藝參數是開閥時間,而停留高度對于膠量的作用并不明確,帶有極大的非線性。最后,本文同時采用2D和3D兩種方法來實現對于導電膠膠量的實時測量,發現3D方法相較于2D方法可以更能準確反映出膠量與各種物理量的直接函數關系和更少的不確定度來源,對于未來膠量的過程控制研究更有意義。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12