木片輸送系統(tǒng)自動(dòng)化控制策略
2021-09-21 09:28:25黃光明謝顯國
中國造紙 2021年12期
關(guān)鍵詞:控制策略
黃光明 謝顯國

摘要:通過對年產(chǎn)30萬 t 化機(jī)漿項(xiàng)目的木片輸送生產(chǎn)線的自動(dòng)化儀表工程設(shè)計(jì)和建設(shè)的分析,探討了大型木片輸送項(xiàng)目的工藝特點(diǎn)及自動(dòng)化設(shè)備的關(guān)鍵要點(diǎn)和控制策略,以及生產(chǎn)過程中運(yùn)用過程儀表、保護(hù)開關(guān)、PLC 控制系統(tǒng)、視頻監(jiān)控系統(tǒng)等一體化技術(shù)實(shí)現(xiàn)對木片輸送系統(tǒng)精準(zhǔn)控制的方法。
關(guān)鍵詞:木片輸送項(xiàng)目;自動(dòng)化工程;智能儀表;控制策略
中圖分類號(hào):TS736+.3?? 文獻(xiàn)標(biāo)識(shí)碼:A??? DOI:10.11980/j. issn.0254-508X.2021.12.010
Automation Control Strategy of Chip Conveying System
HUANG Guangming*?? XIE Xianguo
(China CEC Engineering Corporation,Changsha,Hunan Province,410114)
(*E-mail :huangguangming@cecchina. com)
Abstract :Process characteristics of large chip conveying projects and key points and control strategies of automation equipment were investi ? gated through analysis of automatic instrument engineering design and construction towards chip conveying production line in 300000 t/a chemical mechanical pulp project. Application of integrated technologies to achieve accurate control of wood film delivery system during pro ? duction was also analyzed such as process instrument,protection switch,PLC control system and video monitoring system .
Key words :chip conveying project;automation engineering;smart meter;control strategy
制漿造紙中的木片輸送系統(tǒng)是制漿生產(chǎn)線最前置的部分,主要由木片篩選、輸送和貯存等工序組成,配套有沖洗和除霧單元。隨著制漿造紙工業(yè)的發(fā)展,人工或半自動(dòng)化作業(yè)的備料輸送系統(tǒng)已不能滿足大型制漿造紙企業(yè)的生產(chǎn)要求。通過對某年產(chǎn)30萬 t 化學(xué)機(jī)械漿(以下簡稱化機(jī)漿)項(xiàng)目的舊木片輸送系統(tǒng)的儀表自動(dòng)化工程的調(diào)研,該系統(tǒng)存在以下特點(diǎn):儀表檢測能力薄弱、連鎖保護(hù)缺失、自動(dòng)控制設(shè)備技術(shù)落后、自動(dòng)化水平不高、生產(chǎn)線人力勞動(dòng)強(qiáng)度大等,這些因素影響木片輸送系統(tǒng)的運(yùn)行效率。為使新木片輸送系統(tǒng)滿足工藝技術(shù)先進(jìn)可靠、自動(dòng)化程度高、生產(chǎn)人員需求少、人員勞動(dòng)強(qiáng)度低等特點(diǎn),需要根據(jù)工藝的需求,制定生產(chǎn)過程自動(dòng)控制、節(jié)能降耗及遠(yuǎn)程監(jiān)控的工程技術(shù)目標(biāo),研究重要工段的控制策略并設(shè)計(jì)木片輸送系統(tǒng)中集檢測、控制、保護(hù)和智能一體化的儀表自動(dòng)控制系統(tǒng)。
1 木片輸送系統(tǒng)生產(chǎn)工藝和控制目標(biāo)
1.1? 生產(chǎn)工藝
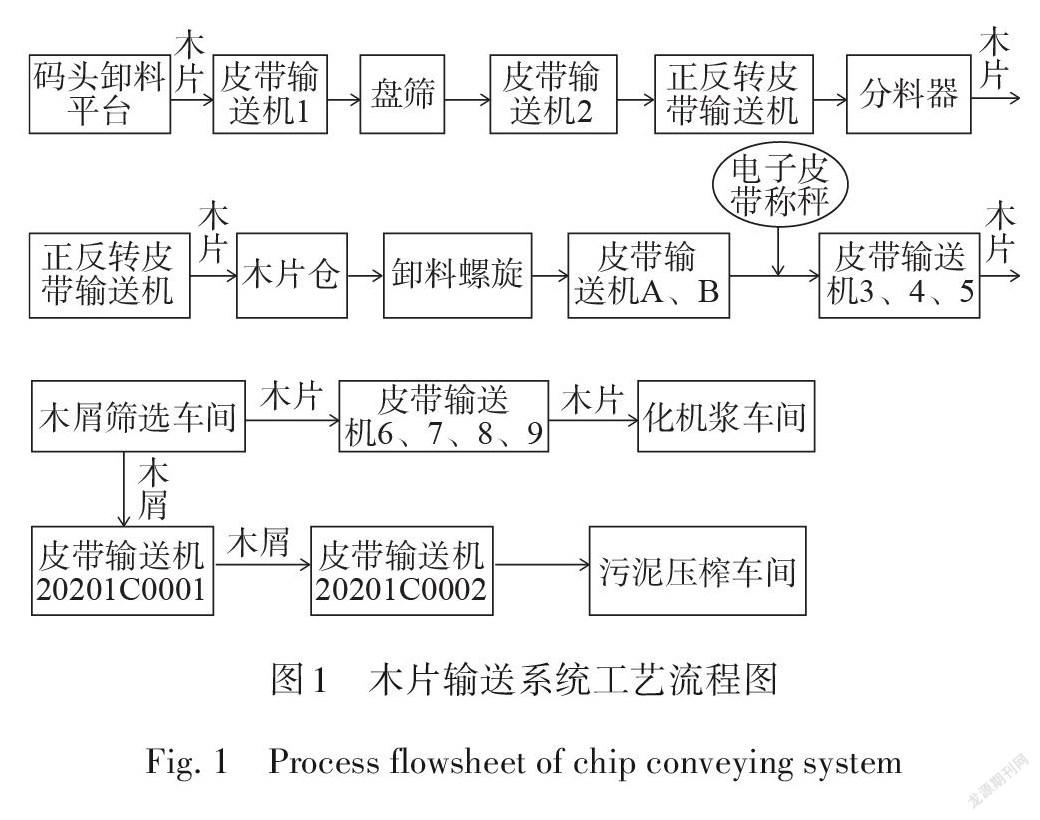
當(dāng)貨輪到達(dá)碼頭后,為了便于木片的卸料,該項(xiàng)目木片輸送系統(tǒng)工藝流程設(shè)計(jì)了2種木片輸送及木屑處理工藝,如圖1所示。
(1) 當(dāng)海域水位滿足自卸條件時(shí),從海域碼頭木片船通過自卸皮帶機(jī)開始進(jìn)行木片輸送,流程為:自卸皮帶機(jī)→駁接皮帶→碼頭自動(dòng)卸料機(jī)( MPC2)→皮帶輸送機(jī)1→皮帶輸送機(jī)2→陸域木片倉→皮帶輸送機(jī) A 、B→皮帶輸送機(jī)3→皮帶輸送機(jī)4→皮帶輸送機(jī)5→皮帶輸送機(jī)6→皮帶輸送機(jī)7→木屑篩選車間→皮帶輸送機(jī)8→皮帶輸送機(jī)9→化機(jī)漿車間。
(2) 當(dāng)海域水位低,無法滿足自卸條件時(shí),從海域碼頭木片船通過門機(jī)系統(tǒng)開始進(jìn)行木片輸送,流程為:門機(jī)系統(tǒng)→碼頭自動(dòng)卸料機(jī)( MPC1)→碼頭自動(dòng)卸料機(jī)( MPC2)→皮帶輸送機(jī)1→皮帶輸送機(jī)2→陸域木片倉→皮帶輸送機(jī) A 、B→皮帶輸送機(jī)3→皮帶輸送機(jī)4→皮帶輸送機(jī)5→皮帶輸送機(jī)6→皮帶輸送機(jī)7→木屑篩選車間→皮帶輸送機(jī)8→皮帶輸送機(jī)9→化機(jī)漿車間。
(3) 木屑篩選車間的木屑處理流程為:20201C0
001皮帶輸送機(jī)→20201C0002皮帶輸送機(jī)→污泥壓榨車間。
1.2? 控制目標(biāo)
木片輸送系統(tǒng)的儀表控制策略和系統(tǒng)設(shè)計(jì),需滿足“全自動(dòng)控制、操作人員少、勞動(dòng)強(qiáng)度低”的核心理念,在滿足生產(chǎn)過程控制需求的條件下,以提高木片輸送系統(tǒng)的自動(dòng)化水平、減少操作人員和勞動(dòng)強(qiáng)度、提高勞動(dòng)效率、保障生產(chǎn)安全為主要目標(biāo),對木片輸送系統(tǒng)的卸料、篩選、輸送、貯存等全過程利用智能儀表檢測、控制裝置連鎖保護(hù)、視頻監(jiān)控及報(bào)警系統(tǒng)等一體化技術(shù),融合智能監(jiān)控中心的建設(shè),探索具有一定特色的木片輸送系統(tǒng)的全自動(dòng)化技術(shù)發(fā)展道路。
2 木片輸送系統(tǒng)的自動(dòng)化技術(shù)
木片輸送系統(tǒng)的主要工藝設(shè)備如下:自卸皮帶機(jī)、駁接皮帶、碼頭全自動(dòng)卸料平臺(tái)、皮帶輸送機(jī)、盤篩、污泥壓榨、正、反皮帶輸送機(jī)、木片倉、卸料螺旋、木屑篩選等設(shè)備。通過對木片輸送系統(tǒng)工藝特點(diǎn)和控制條件的分析,總結(jié)了該企業(yè)原有木片輸送系統(tǒng)的設(shè)備自動(dòng)化水平,確定該項(xiàng)目的自動(dòng)化技術(shù)路線,從實(shí)現(xiàn)木片輸送系統(tǒng)全流程的智能儀表檢測、控制裝置連鎖保護(hù)、智能應(yīng)用監(jiān)控平臺(tái)3個(gè)層面進(jìn)行設(shè)計(jì),制定重要的工藝設(shè)備控制要求,探索木片輸送系統(tǒng)的自動(dòng)化到智能化的設(shè)計(jì)建設(shè)進(jìn)程。最終與傳統(tǒng)皮帶輸送系統(tǒng)的自動(dòng)化工程設(shè)計(jì)進(jìn)行對比,如表1所示。
2.1? 智能儀表檢測系統(tǒng)和各類開關(guān)保護(hù)裝置
智能儀表檢測是木片輸送系統(tǒng)的信號(hào)測量和傳感部分,是生產(chǎn)控制系統(tǒng)實(shí)現(xiàn)自動(dòng)化、可視化、智能化的“眼睛”,也是木片輸送系統(tǒng)進(jìn)行自動(dòng)控制、減少操作人員及勞動(dòng)強(qiáng)度的組成部分。利用雷達(dá)液位檢測技術(shù)進(jìn)行木片倉料位的檢測滿足正、反皮帶輸送機(jī)自動(dòng)卸料的工藝控制要求;在皮帶輸送機(jī)等傳輸設(shè)備中使用速度檢測、撕裂檢測、溫度檢測及電控設(shè)備、拉繩開關(guān)和限位開關(guān)等可以實(shí)現(xiàn)對其進(jìn)行自動(dòng)控制和連鎖保護(hù)。具體設(shè)備介紹如下:
(1) 雷達(dá)料位計(jì)作為木片掃描程序的關(guān)鍵儀表,主要用于測量木片倉的料位,是木片輸送系統(tǒng)正、反皮帶實(shí)現(xiàn)自動(dòng)卸料的關(guān)鍵點(diǎn)。
(2) 撕裂檢測儀表可以避免輸送皮帶斷裂對皮帶輸送機(jī)運(yùn)行造成影響或損害。在皮帶張緊處安裝3條撕裂傳感器,當(dāng)皮帶斷裂時(shí),傳感器受到影響,撕裂檢測儀將斷裂的信號(hào)傳回控制系統(tǒng),程序就會(huì)連鎖停機(jī)。
(3) 速度檢測儀表主要用于檢測皮帶打滑或堵料等情況,當(dāng)速度過低時(shí)將低速報(bào)警信號(hào)傳回控制系統(tǒng),程序就會(huì)觸發(fā)信號(hào)引起連鎖停機(jī)。
(4) 溫度檢測儀表主要用于檢測皮帶運(yùn)輸機(jī)齒輪箱或主電機(jī)軸承溫度,當(dāng)溫度高于一定值時(shí),程序就會(huì)觸發(fā)信號(hào)引起連鎖停機(jī)。
(5) 當(dāng)皮帶運(yùn)輸機(jī)有緊急情況發(fā)生時(shí),人為使拉繩開關(guān)運(yùn)動(dòng),將信號(hào)傳回控制系統(tǒng),程序就會(huì)觸發(fā)信號(hào)引起連鎖停機(jī)。
(6) 每次啟動(dòng)皮帶運(yùn)輸機(jī)前,控制系統(tǒng)將信號(hào)發(fā)出,聲光報(bào)警器運(yùn)作,發(fā)出報(bào)警聲音,提示皮帶運(yùn)輸機(jī)周邊人員注意安全,待皮帶運(yùn)輸機(jī)正常啟動(dòng)后信號(hào)消失,聲光報(bào)警器恢復(fù)正常。
(7) 料流信號(hào)檢測儀的核心部分是皮帶秤,其測量誤差在0.25%范圍內(nèi),主要由稱量傳感器、稱量支架、速度測量儀、測速滾筒組成,其中稱量傳感器支架安裝在皮帶運(yùn)輸機(jī)上,當(dāng)木片經(jīng)過皮帶時(shí),皮帶上木片的質(zhì)量就會(huì)傳到稱量傳感器上,產(chǎn)生1個(gè)正比于皮帶載荷的電壓信號(hào);速度傳感器直接連在大直徑測速滾筒上,提供一系列脈沖,脈沖的頻率正比于皮帶速度。稱量控制器從稱量傳感器和速度傳感器接收的信號(hào),通過積分運(yùn)算得出運(yùn)輸皮帶的瞬時(shí)流量值和累積質(zhì)量值,并可分別顯示出來[1]。
(8) 限位開關(guān)主要用在正、反皮帶輸送機(jī)和卸料螺旋上,其作用是檢測到卸料螺旋或者皮帶輸送機(jī)運(yùn)行位置,當(dāng)控制系統(tǒng)收到此信號(hào)時(shí),根據(jù)工藝要求需要停機(jī)或者換向啟動(dòng)。
2.2? 智能馬達(dá)控制器
電機(jī)智能控制單元廣泛應(yīng)用于制漿造紙工業(yè)中,它具有先進(jìn)的電機(jī)保護(hù)及與上位機(jī)通信的功能,在制漿造紙企業(yè)中起到關(guān)鍵作用。本項(xiàng)目木片輸送線馬達(dá)控制中心 MCC 中使用了最新的 ABB 智能馬達(dá)控制器 M102-P ,其具有現(xiàn)場總線通信功能的控制器,搭配電流互感器,能夠?qū)崿F(xiàn)電流測量、缺相、過載、三相不平衡等保護(hù)功能,并通過 PROFIBUS 現(xiàn)場總線將電機(jī)狀態(tài)、報(bào)警、電流、電壓、溫度等數(shù)據(jù)傳輸?shù)?DCS 控制器,在操作員站上實(shí)時(shí)顯示。具體優(yōu)勢如下:
(1) 智能馬達(dá)控制器與傳統(tǒng)的電機(jī)控制回路比較,大大簡化了電機(jī)的控制回路,減少了大量的控制電纜接線和故障點(diǎn),降低了施工量和難度。
(2) 可與 PROFIBUS-DP 通信,實(shí)現(xiàn)遠(yuǎn)程控制和監(jiān)控功能,具備遠(yuǎn)程起、停控制及對故障信號(hào)和電流信號(hào)等的監(jiān)控功能。
2.3? 視頻監(jiān)控系統(tǒng)
工業(yè)視頻監(jiān)控系統(tǒng)作為木片輸送系統(tǒng)輸送線監(jiān)控設(shè)備運(yùn)行、監(jiān)測人員安全的關(guān)鍵一環(huán),具有現(xiàn)場攝像、信號(hào)傳輸、遠(yuǎn)程控制、實(shí)時(shí)監(jiān)控和長期存儲(chǔ)等基本功能,視頻監(jiān)控系統(tǒng)可以通過同軸電纜、網(wǎng)線或光纖等連接光端機(jī)和交換機(jī)等方式將信號(hào)傳輸?shù)较到y(tǒng)主機(jī)中。在設(shè)計(jì)階段需要考慮攝像頭安裝簡單、走線方面、維護(hù)容易等原則進(jìn)行設(shè)計(jì);由于木片倉粉塵較多,需要從防爆的角度進(jìn)行設(shè)計(jì),一般考慮本安型攝像儀;根據(jù)攝像儀的點(diǎn)位數(shù)量和錄像存儲(chǔ)的時(shí)間,考慮交換機(jī)接口數(shù)量及硬盤錄像機(jī)的儲(chǔ)存容量。
(1) 為了實(shí)時(shí)監(jiān)視正、反皮帶輸送機(jī)的卸料情況,在限位開關(guān)失效的情況下,需要攝像儀輔助監(jiān)控皮帶機(jī)行走位置,因此需要在木片倉輸送皮帶卸料處安裝攝像儀;其次為了監(jiān)控皮帶運(yùn)輸機(jī)的運(yùn)行情況以及操作人員違規(guī)情況的記錄,在皮帶輸送機(jī)一些重要的工段位置安裝攝像儀。
(2) 視頻監(jiān)控系統(tǒng)由網(wǎng)絡(luò)攝像機(jī)、傳送電纜、光電轉(zhuǎn)換器、硬盤錄像機(jī)、監(jiān)控主機(jī)、視頻解碼器和工業(yè)電視大屏幕組成,具備實(shí)時(shí)監(jiān)控、圖像儲(chǔ)存、視頻回放及遠(yuǎn)程控制等基本功能。
2.4? PLC 控制系統(tǒng)
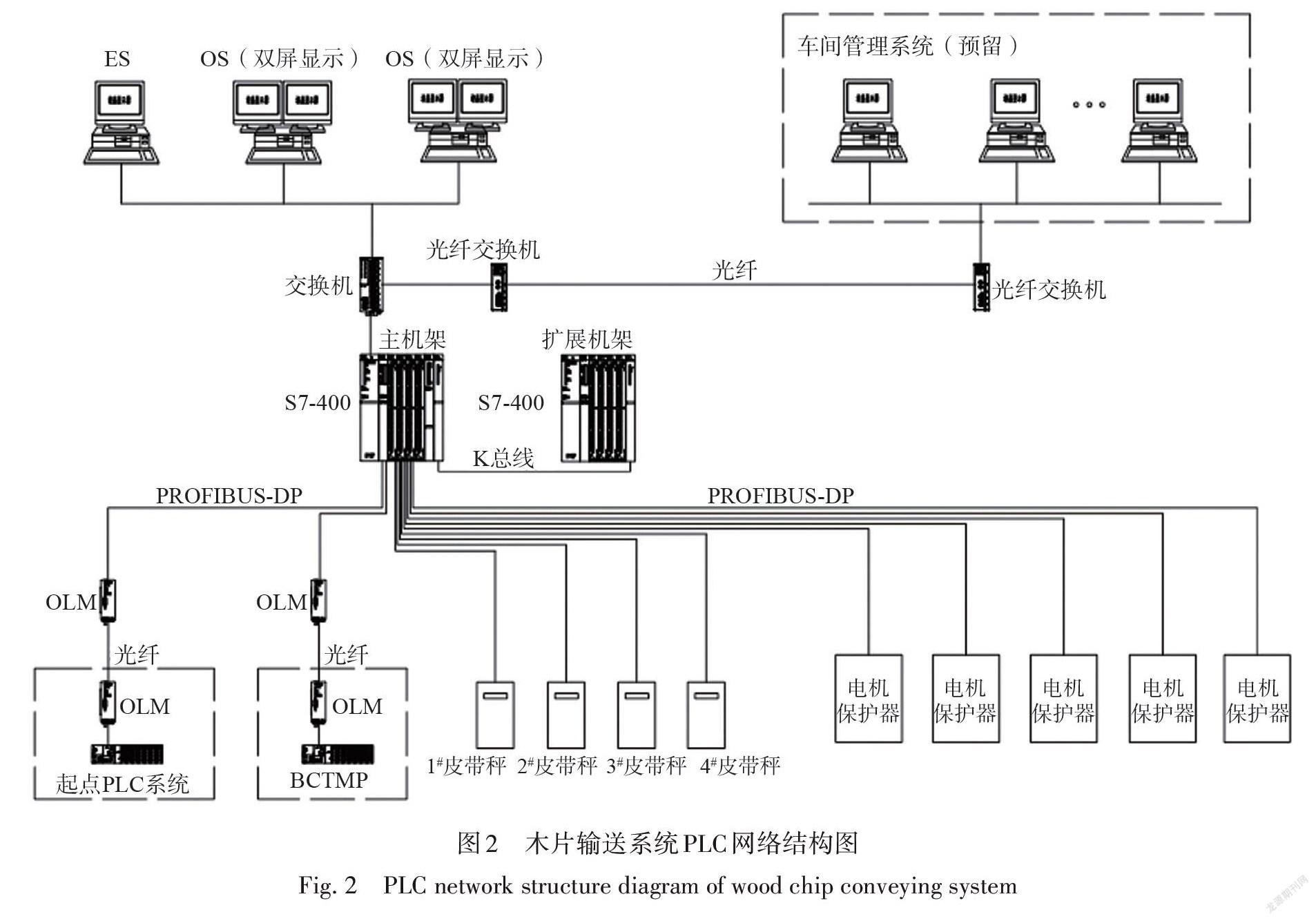
本項(xiàng)目采用“分散控制、集中監(jiān)控”的設(shè)計(jì)理念,通過 PLC 控制系統(tǒng)完成工藝設(shè)備的控制和儀表控制點(diǎn)參數(shù)的監(jiān)測。通過光纖通信及數(shù)據(jù)交換機(jī)實(shí)現(xiàn)與化機(jī)漿、碼頭等控制系統(tǒng)進(jìn)行數(shù)據(jù)交換和傳輸,通過 UPS 不間斷電源給現(xiàn)場 PLC 控制系統(tǒng)及現(xiàn)場儀表提供可靠的電源,保證了系統(tǒng)的正常運(yùn)行。木片輸送系統(tǒng)的網(wǎng)絡(luò)結(jié)構(gòu)圖見圖2所示。
(1) 本項(xiàng)目采用西門子 S7-400控制系統(tǒng),具備運(yùn)行速度高、儲(chǔ)存容量大、I/O 擴(kuò)展能力強(qiáng)、通信能力強(qiáng)及集成的 HMI 服務(wù)能力。
(2) 本項(xiàng)目 PLC 控制系統(tǒng)與化機(jī)漿、碼頭、噴霧系統(tǒng)通過光纖通信進(jìn)行數(shù)據(jù)交換和傳輸,操作界面通過數(shù)據(jù)交換,在每個(gè)站點(diǎn)實(shí)現(xiàn)數(shù)據(jù)共享和操作功能,極大方便了生產(chǎn)的操作和維護(hù)。
2.5? 智能監(jiān)控中心
木片輸送系統(tǒng)的智能監(jiān)控中心是實(shí)現(xiàn)整個(gè)控制系統(tǒng)神經(jīng)中樞的關(guān)鍵技術(shù)環(huán)節(jié),主要表現(xiàn)在以下幾個(gè)方面。
(1) 數(shù)據(jù)信息可視與透明化。木片輸送系統(tǒng)運(yùn)行數(shù)據(jù)實(shí)現(xiàn)可視化、透明化是控制系統(tǒng)智能監(jiān)控平臺(tái)的基本功能。
(2) 遠(yuǎn)程維護(hù)。當(dāng)控制系統(tǒng)出現(xiàn)故障、服務(wù)人員不能及時(shí)到現(xiàn)場時(shí),PLC 控制系統(tǒng)可以通過網(wǎng)絡(luò)連接實(shí)現(xiàn)遠(yuǎn)程修改和維護(hù),確保程序和邏輯連鎖的故障及時(shí)解決。
(3) 建立數(shù)學(xué)模型并仿真校準(zhǔn)。通過對木片輸送系統(tǒng)的運(yùn)行數(shù)據(jù)進(jìn)行分析,建立木片輸送系統(tǒng)的數(shù)學(xué)模型,在生產(chǎn)過程中對實(shí)時(shí)運(yùn)行數(shù)據(jù)反復(fù)校驗(yàn)并對仿真完成的參數(shù)進(jìn)行校準(zhǔn),從而得到正確可靠的運(yùn)行參數(shù),以便能夠準(zhǔn)確的指導(dǎo)生產(chǎn)運(yùn)行。
3 木片輸送系統(tǒng)自動(dòng)化系統(tǒng)控制策略
木片輸送系統(tǒng)的分布式控制系統(tǒng)以滿足工藝控制需求、提高自動(dòng)化水平和降低勞動(dòng)人員強(qiáng)度為目標(biāo),有效提高了工作效率、降低了運(yùn)營成本,制定了合理的自動(dòng)化系統(tǒng)控制方案。
3.1? 木片輸送系統(tǒng)控制策略
3.1.1? PID 調(diào)節(jié)控制
對木片輸送系統(tǒng)皮帶輸送機(jī)、噴霧泵等主要耗能設(shè)備與現(xiàn)場儀表之間實(shí)現(xiàn)自動(dòng)控制,通過 PID 自動(dòng)調(diào)節(jié)變頻器轉(zhuǎn)速,可以有效地調(diào)節(jié)皮帶運(yùn)轉(zhuǎn)速度和噴霧水量,以便有效進(jìn)行能源控制。
3.1.2? 順控及定時(shí)控
木片輸送線的皮帶輸送機(jī)啟動(dòng)和停止通過 PLC 程序?qū)崿F(xiàn)順控,確保皮帶按照先后順序進(jìn)行啟、停,確保進(jìn)料系統(tǒng)控制穩(wěn)定;對于卸料螺旋潤滑油泵實(shí)現(xiàn)定時(shí)控制,每隔12 h ,開啟馬達(dá)給設(shè)備添加潤滑油,確保設(shè)備得到有效防護(hù)。
3.2? 木片輸送系統(tǒng)具體控制方案
為了使生產(chǎn)系統(tǒng)更好、更高效運(yùn)行,在設(shè)計(jì)規(guī)劃上將木片原料輸送系統(tǒng)設(shè)計(jì)為3種控制方式。
3.2.1? 解鎖單機(jī)操作方式
輸送系統(tǒng)各控制對象在遠(yuǎn)程狀態(tài)下,可在后臺(tái)系統(tǒng)操作界面通過啟動(dòng)、停止按鈕任意開啟、關(guān)閉設(shè)備,此操作方式適用于設(shè)備前期單機(jī)調(diào)試用。
3.2.2? 解鎖單系統(tǒng)聯(lián)鎖操作方式
輸送系統(tǒng)中各子系統(tǒng)內(nèi)部的所有設(shè)備具備工藝邏輯關(guān)系,子系統(tǒng)之間不具備邏輯關(guān)系,適用于前期調(diào)試測試各子系統(tǒng)的控制邏輯。如單條皮帶機(jī)的開機(jī)流程需滿足皮帶機(jī)開機(jī)、正常停機(jī)、故障停機(jī)的控制邏輯,控制邏輯如圖3所示。
3.2.3? 系統(tǒng)聯(lián)鎖操作方式
輸送系統(tǒng)中各子系統(tǒng)(所有設(shè)備)具備控制邏輯關(guān)系。系統(tǒng)聯(lián)鎖操作需滿足木片輸送系統(tǒng)工藝流程的逆料流開機(jī),順流程正常停機(jī),故障停機(jī)保證故障點(diǎn)料流前級(jí)不堵料,料流后級(jí)不壓料,同時(shí)系統(tǒng)還應(yīng)具備針對各子系統(tǒng)的投入、退出功能(暫停功能),即在系統(tǒng)聯(lián)鎖開機(jī)過程中,突然某子系統(tǒng)需緊急處理問題時(shí)特有的暫停功能。
3.3? 木片輸送系統(tǒng)重要設(shè)備的控制程序
3.3.1? 木片掃描程序
木片掃描程序作用為啟動(dòng)正、反皮帶輸送機(jī)行走,電機(jī)向左或向右行走5 s 內(nèi)對正、反皮帶輸送機(jī)左或右中的一邊木片倉料位進(jìn)行掃描檢測,如果5 s 內(nèi)料位平均值低于設(shè)置料位的80%,則停止行走,然后啟動(dòng)皮帶主電機(jī)進(jìn)行卸料;如果料位在5 s 掃描周期內(nèi)大于80%,行走電機(jī)繼續(xù)向前行走,然后繼續(xù)進(jìn)行下一周期內(nèi)的掃描,直至料位低于80%。當(dāng)行走電機(jī)在向左或向右運(yùn)行過程中碰到位置開關(guān)時(shí),必須立即向反方向運(yùn)行3 s ,同時(shí)進(jìn)行料位檢測,如果低于設(shè)置料位的80%,停止行走后啟動(dòng)主電機(jī)進(jìn)行卸料。
3.3.2? 皮帶開啟連鎖程序
MCC 通過通信方式將主電機(jī)的遠(yuǎn)程、運(yùn)行、故障傳到 PLC 系統(tǒng),PLC 系統(tǒng)將啟動(dòng)、停止等信號(hào)傳到 MCC ;制動(dòng)器反饋信號(hào)包含制動(dòng)器遠(yuǎn)程、制動(dòng)器運(yùn)行、制動(dòng)器故障及制動(dòng)器啟動(dòng)輸出信號(hào);保護(hù)裝置信號(hào)包含拉繩、尾輪跑偏信號(hào)、頭輪跑偏信號(hào)、打滑信號(hào)、撕裂信號(hào)、堵塞信號(hào)。其中只要1個(gè)信號(hào)不正常,就會(huì)導(dǎo)致連鎖停機(jī)。
4 木片輸送系統(tǒng)建設(shè)和試運(yùn)行階段存在的問題和處理措施
木片輸送系統(tǒng)在建設(shè)階段主要存在木片卸料系統(tǒng)難以全自動(dòng)投入、卸料螺旋在自動(dòng)狀態(tài)下碰到極限限位不能及時(shí)停止、皮帶秤計(jì)量不準(zhǔn)及保護(hù)開關(guān)信號(hào)干擾等問題,通過調(diào)試期間分析并查找原因后將問題一一解決。
4.1? 木片卸料系統(tǒng)難以全自動(dòng)控制
正、反皮帶運(yùn)輸機(jī)在運(yùn)行過程中難以實(shí)現(xiàn)全自動(dòng)卸料。全自動(dòng)卸料系統(tǒng)的核心是料位掃描系統(tǒng),主要靠雷達(dá)料位計(jì)檢測木片料位,通過對料位掃描程序中設(shè)置的料位進(jìn)行比較,如果料位高于量程的80%,啟動(dòng)行走電機(jī)前行,同時(shí)雷達(dá)料位計(jì)繼續(xù)掃描直至料位低于80%,維持2 s 后開始啟動(dòng)自動(dòng)卸料系統(tǒng)進(jìn)行卸料。由于木片倉鋼結(jié)構(gòu)密集而且木片灰塵較多,對雷達(dá)液位計(jì)測量產(chǎn)生較大的影響,雷達(dá)液位計(jì)料位測量值波動(dòng)較大,測量值與實(shí)際值偏差大,雷達(dá)料位計(jì)存在經(jīng)常死機(jī)等問題。因此在調(diào)試過程中,通過屏蔽干擾信號(hào)、校準(zhǔn)及更改響應(yīng)時(shí)間等措施,解決了雷達(dá)料位計(jì)測量不準(zhǔn)問題及木片卸料系統(tǒng)全自動(dòng)控制問題。
4.2? 皮帶秤計(jì)量不準(zhǔn)問題
木片輸送系統(tǒng)的料流信號(hào)核心檢測元件是皮帶秤。在安裝調(diào)試過程中需要關(guān)注細(xì)節(jié)和規(guī)范,嚴(yán)格按照安裝技術(shù)要求進(jìn)行安裝;在調(diào)試階段需要對皮帶秤參數(shù)正確設(shè)置和校準(zhǔn);在運(yùn)行階段,需要制定巡點(diǎn)計(jì)劃,定期對皮帶秤進(jìn)行檢查和維修保養(yǎng);對皮帶秤出現(xiàn)的問題,需要善于觀察、認(rèn)真分析,采取有效的措施及時(shí)處理。
4.2.1? 皮帶秤的標(biāo)定
皮帶秤能否準(zhǔn)確測量的關(guān)鍵點(diǎn)是標(biāo)定,皮帶秤標(biāo)定的目的是稱量顯示值與實(shí)際值最大程度吻合,其測量誤差在容許范圍內(nèi)。通常通過砝碼、實(shí)物進(jìn)行標(biāo)定。
4.2.2? 皮帶秤的安裝
稱量傳感器與稱量支架的安裝與連接是極其重要的一環(huán),是皮帶秤安裝的關(guān)鍵點(diǎn),在安裝過程中需要克服超載、振動(dòng)等環(huán)境因素帶來的影響;最重要的是確保稱量傳感器準(zhǔn)確的感應(yīng)到皮帶的物料質(zhì)量,因此感應(yīng)的作用力必須在稱量傳感器的軸心位置。
5 結(jié)語
通過對年產(chǎn)30萬 t 化機(jī)漿木片輸送項(xiàng)目自動(dòng)化儀表的工程建設(shè)和設(shè)計(jì),探討了在大型木片輸送項(xiàng)目的工藝特點(diǎn)及自動(dòng)化設(shè)備的關(guān)鍵要點(diǎn)和控制策略,從木片輸送系統(tǒng)運(yùn)用的自動(dòng)化技術(shù)、控制方案和策略及 PLC 控制系統(tǒng)的配置方面進(jìn)行分析。生產(chǎn)過程中運(yùn)用過程儀表、保護(hù)開關(guān)、PLC 控制系統(tǒng)、視頻監(jiān)控系統(tǒng)等一體化技術(shù)可以實(shí)現(xiàn)對木片輸送系統(tǒng)的精準(zhǔn)控制和運(yùn)行;通過智能監(jiān)控中心,實(shí)現(xiàn)數(shù)據(jù)信息可視與透明化、遠(yuǎn)程維護(hù)和仿真校準(zhǔn),可以確保生產(chǎn)的正常運(yùn)行。
智能化木片輸送系統(tǒng)建設(shè)的核心目標(biāo)是以信息化、自動(dòng)化和智能化“三化融合”將木片輸送系統(tǒng)生產(chǎn)無人或少人化,建成集智能輸送關(guān)鍵技術(shù)與裝備研發(fā)、測試、試驗(yàn)與服務(wù)一體的平臺(tái),特別是要突破智能化建設(shè)的薄弱點(diǎn),實(shí)現(xiàn)裝備換人、技術(shù)換人和管理換人,并把智能化改造作為提升安全保障能力的關(guān)鍵手段。我國木片輸送系統(tǒng)建設(shè)正處于智能化建設(shè)的關(guān)鍵時(shí)期,在不久的將來制漿企業(yè)的智能化生產(chǎn)水平能夠大幅提高,為企業(yè)創(chuàng)造大幅的經(jīng)濟(jì)效益和社會(huì)效益。
參考文獻(xiàn)
[1] 袁曉鷹,趙廣法,葉向勇,等.木片機(jī)械化采制樣系統(tǒng)在日照港的應(yīng)用[J].中國造紙,2010,29(12):49-51.
YUAN X Y,ZHAO G F,YE X Y,et al. Application of Wood Chips Machine Sampling System in Rizhao Port[J]. China Pulp & Paper,2010,29(12):49-51.
(責(zé)任編輯:楊苗秀)
猜你喜歡
艦船科學(xué)技術(shù)(2022年8期)2022-06-05 07:37:02
能源工程(2020年6期)2021-01-26 00:55:22
山東冶金(2019年3期)2019-07-10 00:54:04
消費(fèi)導(dǎo)刊(2018年10期)2018-08-20 02:57:02
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:37
通信電源技術(shù)(2016年1期)2016-04-16 04:57:26
電測與儀表(2016年20期)2016-04-11 11:38:24
通信電源技術(shù)(2016年5期)2016-03-22 01:09:38
電機(jī)與控制應(yīng)用(2015年2期)2015-03-01 03:49:24
電測與儀表(2014年24期)2014-04-09 11:35:36