鋁鋰合金曲面件超低溫成形工藝
2021-09-18 06:18:52凡曉波洪吉慶賴小明許愛軍苑世劍
宇航材料工藝 2021年4期
凡曉波 洪吉慶 賴小明 許愛軍 苑世劍
(1 大連理工大學(xué)機械工程學(xué)院,大連市 11602)
(2 北京衛(wèi)星制造廠有限公司,北京市 100090)
文 摘 針對鋁鋰合金室溫成形性差和熱成形性能弱化的難題,利用發(fā)現(xiàn)的超低溫下伸長率與硬化指數(shù)同時提高的雙增效應(yīng),提出鋁鋰合金曲面件超低溫成形新工藝。通過2195 鋁鋰合金板材在不同溫度和熱處理狀態(tài)下的超低溫變形行為研究,確定發(fā)生雙增效應(yīng)的臨界溫度為低于?140 ℃,伸長率可提高至40%以上、硬化指數(shù)達到0.44;利用建立的超低溫成形工藝實驗裝置,首次試制出直徑200 mm 的2195 鋁鋰合金球底曲面件,深徑比達到0.55、成形極限提高104%;闡明超低溫成形試件壁厚分布規(guī)律與回彈規(guī)律,最大減薄率為10.3%。
0 引言
鋁合金因具有高比強度和良好的耐腐蝕性能,被廣泛應(yīng)用于航天、航空和汽車領(lǐng)域的主體結(jié)構(gòu)材料[1],在運載火箭和飛機結(jié)構(gòu)質(zhì)量占比達到50%以上。相對現(xiàn)役鋁銅、鋁鎂合金,鋁鋰合金添加了自然界最輕的金屬元素Li,不僅密度下降3%~5%,強度還提高了30%以上,僅替代現(xiàn)役材料就可減輕結(jié)構(gòu)質(zhì)量15%以上。航天航空裝備急需鋁鋰合金來實現(xiàn)材料輕量化[2?4]。為進一步減重和提高可靠性,從結(jié)構(gòu)上還迫切需求整體結(jié)構(gòu)代替?zhèn)鹘y(tǒng)的多塊分體拼焊結(jié)構(gòu)[5]。為此,出現(xiàn)了一類整體結(jié)構(gòu)的鋁鋰合金薄壁曲面件,如運載火箭燃料貯箱箱底、衛(wèi)星艙底、新型飛機蒙皮等。
目前,拉深是常用的薄壁曲面件成形制造技術(shù),已在航空、航天、汽車行業(yè)得到廣泛應(yīng)用。拉深成形主要用于具有良好室溫塑性的低碳鋼、不銹鋼等材料,或者深度較小、形狀相對簡單的鋁合金曲面件[6]。但是,新一代裝備迫切需要鋁鋰合金整體結(jié)構(gòu)。受鋁鋰合金室溫塑性差、硬化能力小等限制,整體曲面件拉深成形時極易在過渡圓角或懸空區(qū)開裂。結(jié)構(gòu)整體化帶來系列深腔、超薄、復(fù)雜形狀等幾何特征,整體曲面件拉深成形又極易起皺。為解決起皺需要加大壓邊力或設(shè)置拉延筋,但會造成徑向拉應(yīng)力過大,加劇開裂缺陷。鋁鋰合金整體構(gòu)件成形開裂缺陷難以解決。
為提高鋁合金塑性變形能力,通常是通過加熱方式實現(xiàn)[7?8]。熱拉深也被發(fā)展起來成形深腔薄壁曲面件,5A06 鋁合金筒形件深徑比達到1.2[9]。但是,加熱條件下材料軟化,容易導(dǎo)致曲面件拉深成形的懸空區(qū)(傳力區(qū))集中變形甚至開裂;更為苛刻的是加熱后組織性能不易控制,需要通過成形后熱處理來提高構(gòu)件強度,成形后再淬火會導(dǎo)致薄壁曲面件嚴重變形且難以校形。現(xiàn)有的鋁鋰合金薄壁曲面件成形技術(shù)均存在巨大挑戰(zhàn)。
近年,研究發(fā)現(xiàn)鋁合金在超低溫條件下具有伸長率與硬化指數(shù)同時提高的雙增效應(yīng),有利于成形鋁合金薄壁曲面件[10?11]。為此,率先提出鋁鋰合金曲面件超低溫介質(zhì)成形工藝,通過超低溫介質(zhì)冷卻或加壓,實現(xiàn)薄壁曲面件整體成形。本文著重討論鋁鋰合金超低溫雙增效應(yīng)、超低溫成形新工藝原理及工藝可行性,擬為鋁鋰合金薄壁曲面件在航天航空領(lǐng)域的應(yīng)用提供指導(dǎo)。
1 鋁鋰合金板材超低溫雙增效應(yīng)
通過超低溫單向拉伸試驗測試2195鋁鋰合金固溶態(tài)(W態(tài))板材在常溫(25 ℃)和液氮溫度(?196 ℃)條件下的力學(xué)性能,其中板材固溶處理條件為:520 ℃×30 min+水冷淬火,淬火后1 h 內(nèi)完成性能測試。圖1給出了2195 鋁鋰合金固溶態(tài)板材在25 ℃和?196 ℃的真實應(yīng)力應(yīng)變曲線及力學(xué)性能。由圖可看出,?196 ℃條件下力學(xué)性能相對常溫顯著提高。一方面,伸長率(δ)由常溫25.5%增加到44.7%,提高了75.3%;另一方面,硬化指數(shù)(n值)由常溫0.28增加到0.44,提高了57.1%。超低溫條件下,伸長率與硬化指數(shù)同時增加,不僅有利于提高開裂極限,還能夠抑制集中變形,提高均勻變形能力。
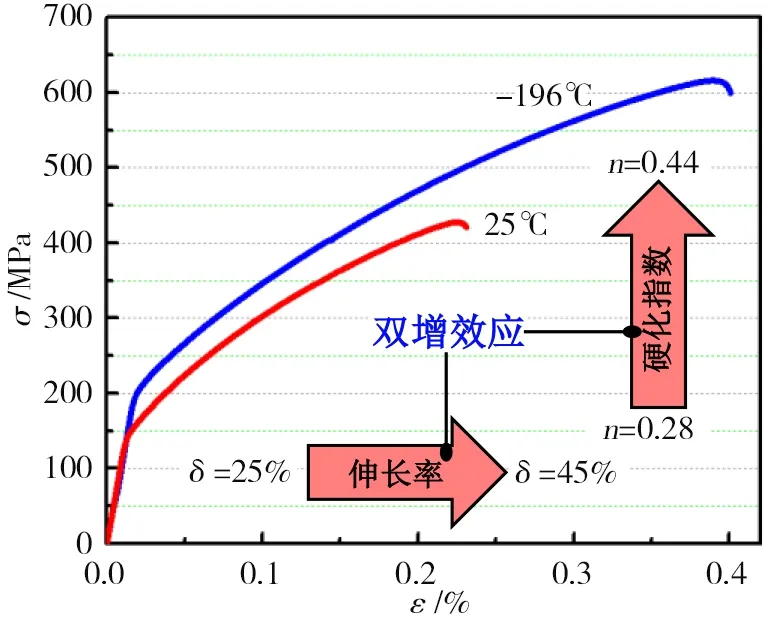
圖1 2195鋁鋰合金固溶態(tài)板材超低溫真實應(yīng)力?應(yīng)變曲線Fig.1 True stress?strain curve of 2195?W alloy at cryogenic temperature
鋁鋰合金為可熱處理強化鋁合金,熱處理狀態(tài)不同,超低溫雙增效應(yīng)也不同。圖2給出了2195鋁鋰合金板材在不同熱處理狀態(tài)條件下的超低溫力學(xué)性能。由圖可看出,不同熱處理條件下的低溫伸長率相對常溫都有一定程度的提升,其中退火態(tài)(O態(tài))和固溶態(tài)(W態(tài))低溫伸長率增加幅度更大。O態(tài)板材伸長率由常溫的23.8%增加到34.4%,提高了44.5%;板材低溫伸長率提高了75.3%;自然時效態(tài)(T4)伸長率能夠達到31%;其他熱處理狀態(tài)的板材低溫伸長率相對常溫提升程度較小。用于反映均勻變形能力的硬化指數(shù),在不同熱處理狀態(tài)下的變化規(guī)律與伸長率一致,同樣是在O態(tài)和W態(tài)增加幅度更大。因此,超低溫成形應(yīng)根據(jù)構(gòu)件形狀復(fù)雜程度選擇在退火態(tài)、固溶態(tài)和自然時效態(tài)相應(yīng)成形。
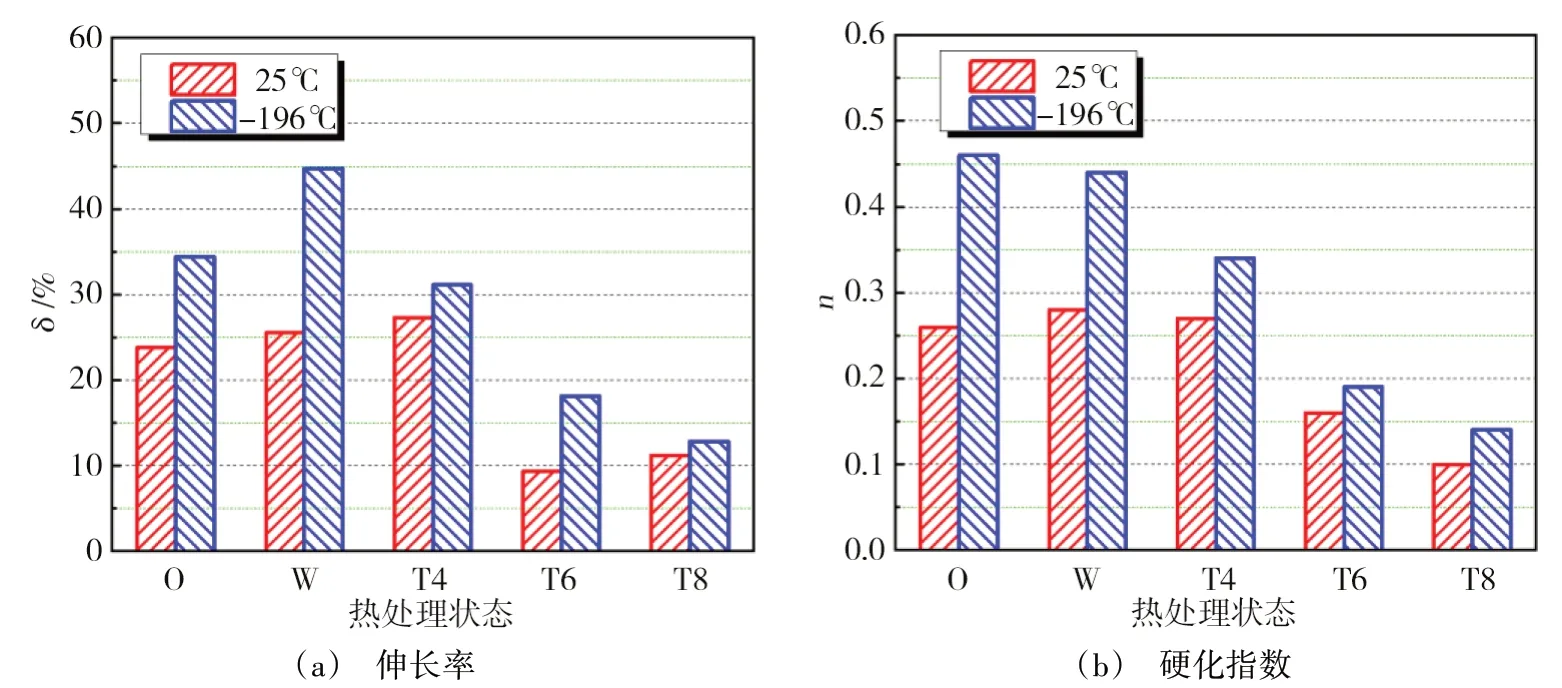
圖2 不同熱處理狀態(tài)條件下的2195板材超低溫力學(xué)性能Fig.2 Cryogenic mechanical properties of 2195 alloy under different heat treatment conditions
圖3給出了2195 鋁鋰合金固溶態(tài)板材在不同溫度條件下的伸長率。由圖可看出,板材伸長率并不是冷卻后就能顯著增加,而是需要冷卻至一定溫度后才大幅增加。當溫度冷卻至?140 ℃時,板材伸長率提高到33.5%。也就是說,板材在達到這個溫度以后才逐漸出現(xiàn)比較明顯的雙增效應(yīng)。因此,鋁鋰合金超低溫成形應(yīng)將溫度控制在?140 ℃以下。當然,溫度越低,伸長率提高程度越大。為更大可能地提高成形極限,溫度應(yīng)盡量控制在液氮溫度。并且,通過液氮浸泡,板坯溫度還更易控制。
2 鋁鋰合金超低溫介質(zhì)成形工藝原理及裝置
2.1 技術(shù)原理
基于鋁鋰合金超低溫雙增效應(yīng),提出鋁鋰合金曲面件超低溫介質(zhì)成形新工藝(Cryo?Forming)。通過超低溫介質(zhì)對材料進行冷卻或加壓,使材料在超低溫下成形出薄壁曲面件。圖4為薄壁曲面件超低溫成形原理圖。成形過程是將板材放入模具,在模具內(nèi)將板材冷卻至具有雙增效應(yīng)的臨界轉(zhuǎn)變溫度以下(
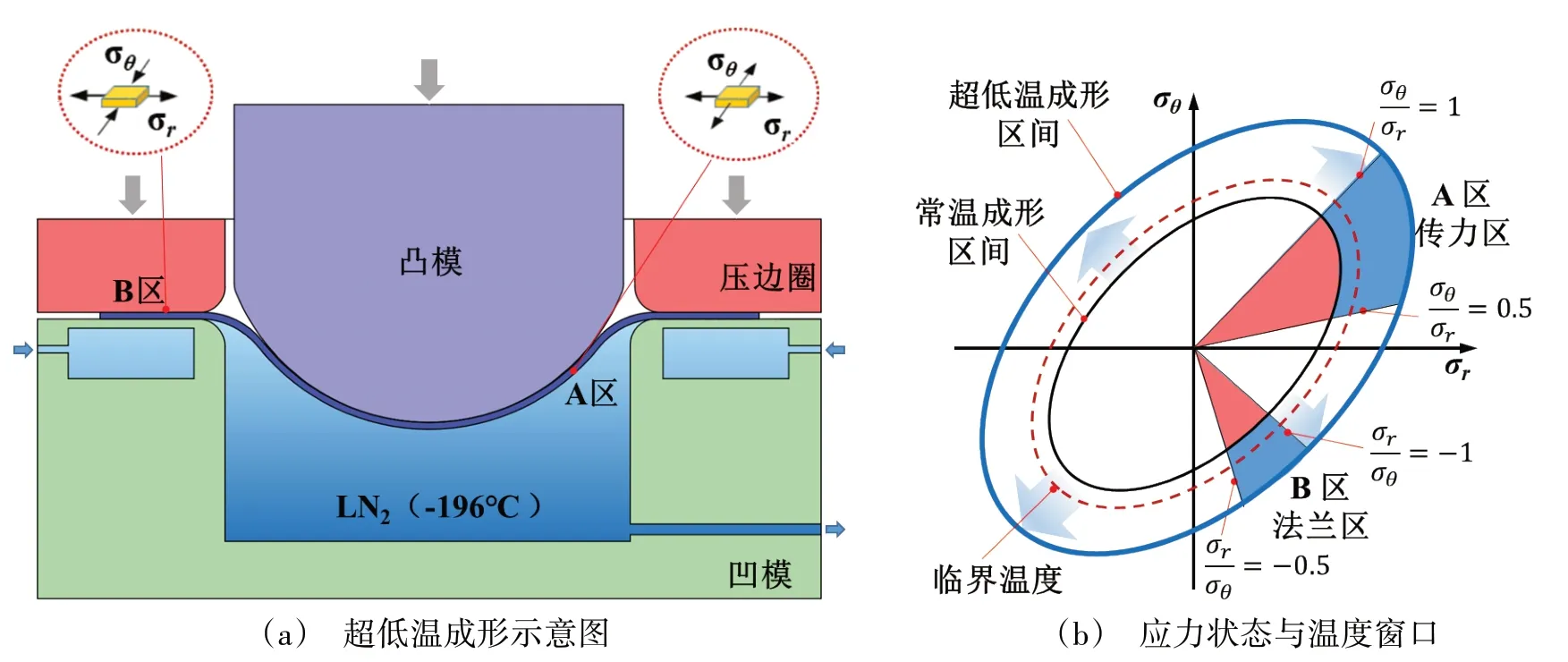
圖4 鋁合金曲面件超低溫介質(zhì)成形原理Fig.4 Principle of cryogenic forming for aluminum alloy curved?shaped components
2.2 鋁合金曲面件超低溫成形工藝裝置
作為一種全新的成形技術(shù),需要合適的工藝實驗裝置。超低溫成形工藝裝置關(guān)鍵在于如何實現(xiàn)板坯冷卻和加壓。通過自增壓儲罐快速充填和緩沖,實現(xiàn)超低溫介質(zhì)閉環(huán)流動和排氣;通過超低溫介質(zhì)直接冷卻板坯,或者將模具深冷后間接冷卻板坯;通過閉環(huán)調(diào)節(jié)超低溫介質(zhì)流量實現(xiàn)溫度精確控制;并通過超低溫泵實現(xiàn)超低溫介質(zhì)增壓,建立了315 t 超低溫成形工藝裝置,如圖5所示。該裝置使用的超低溫介質(zhì)為液氮,最低溫度?196 ℃。需要注意的是,超低溫成形需要將板坯冷卻至合適的超低溫溫度場,板坯和模具之間發(fā)生著復(fù)雜的熱交換。超低溫成形模具設(shè)計不僅要考慮冷卻均勻性,還要考慮熱脹冷縮、構(gòu)件回彈等引起的尺寸偏差。超低溫成形模具制造則需要選擇具有良好低溫性能的模具鋼。在模具內(nèi)均布置有冷卻通道,利于液氮循環(huán)冷卻。
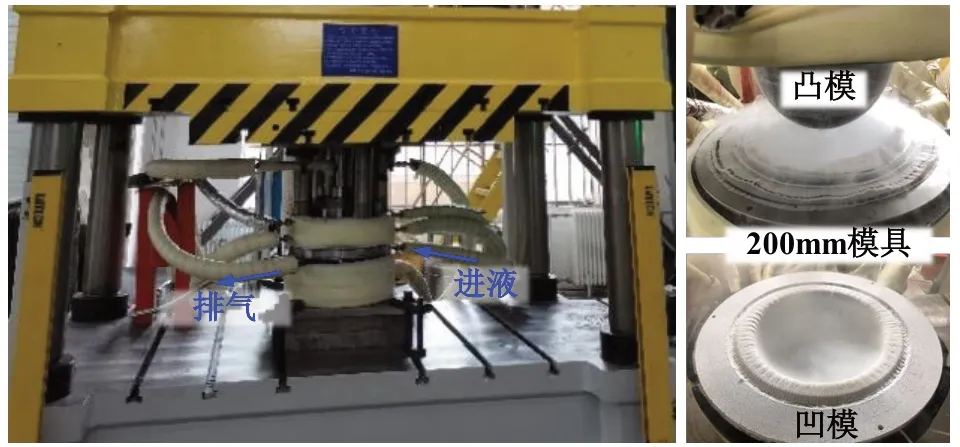
圖5 超低溫成形工藝實驗裝置Fig.5 Experimental device of cryogenic forming
3 鋁鋰合金球底件超低溫成形工藝實驗
3.1 試件
薄壁曲面件拉深成形時,懸空區(qū)應(yīng)力狀態(tài)由法蘭區(qū)一拉一壓逐漸轉(zhuǎn)變成貼模區(qū)的雙拉應(yīng)力狀態(tài),存在拉?壓應(yīng)力分界圓。為了防止懸空區(qū)起皺,拉?壓分界圓的位置勢必會向法蘭區(qū)轉(zhuǎn)移。當板坯塑性不足或硬化能力差不能將變形轉(zhuǎn)換出去時,就會超出材料的成形極限而引起開裂。超低溫成形工藝實驗以直徑200 mm、壁厚1 mm的球底件為研究對象,采用半徑為5 mm、中心距為126 mm的圓槽拉延筋來防止球底曲面件懸空區(qū)起皺,壓邊力為7.5 t。圖6(a)為常溫成形試件。試件在凸模下行拉深至54 mm時,就在板坯與凸模接觸的過渡區(qū)域發(fā)生開裂。當采用凹模區(qū)板坯溫度?196 ℃、法蘭區(qū)板坯溫度?40 ℃的超低溫成形時,拉深高度達到110 mm時,試件仍然完好,如圖6(b)所示。超低溫成形深度相對常溫成形增加了104%,說明超低溫成形能夠顯著提高成形極限。
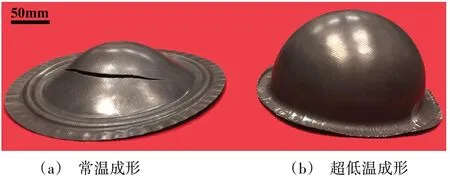
圖6 不同溫度條件下成形半球試件Fig.6 Hemispherical specimens at different temperatures
在薄壁曲面件超低溫成形過程中,當壓邊力較小時,會發(fā)生起皺缺陷;當壓邊力過大時,又會造成開裂。圖7是壓邊力為10 t條件下的超低溫成形試件。壓邊力增大,導(dǎo)致板坯流料阻力增大,雖然能夠有效地避免起皺趨勢,但是球底試件拉深至106 mm時,在接近凹模圓角的懸空區(qū)發(fā)生開裂。也就是說,超低溫成形需要合理地匹配超低溫溫度場和壓邊條件。

圖7 10 t壓邊力下的超低溫成形試件Fig.7 Cryogenic forming specimen at a blank holder force of 10 t
3.2 壁厚分布規(guī)律
圖8為超低溫成形試件壁厚分布規(guī)律,其中壁厚(t)通過PZX?7 超聲波測厚儀測量。由圖可明顯看出,凹模區(qū)壁厚從點到凹模圓角先后經(jīng)歷了兩個減薄區(qū),發(fā)生在偏離中心截面30°和75°范圍內(nèi)。并且,垂直軋制方向壁厚減薄程度小于沿軋制方向壁厚減薄程度。其中,最小壁厚為0.88 mm,出現(xiàn)在臨近凹模圓角區(qū)域。總體來看,凹模區(qū)域壁厚減薄程度相對均勻,最大減薄率僅為10.3%,各區(qū)壁厚偏差率小于5%。這是由于,超低溫條件下應(yīng)變硬化能力顯著提高,可以避免變形始終集中在幾何弱化區(qū)域。局部變形增大,會引起材料自身變形抗力增大而不再發(fā)生后繼屈服,使變形擴展其他區(qū)域,表現(xiàn)出均勻變形。也就是說,超低溫條件下不僅能顯著提高成形極限,壁厚分布還更加均勻,有利于實現(xiàn)深腔曲面件均勻成形。
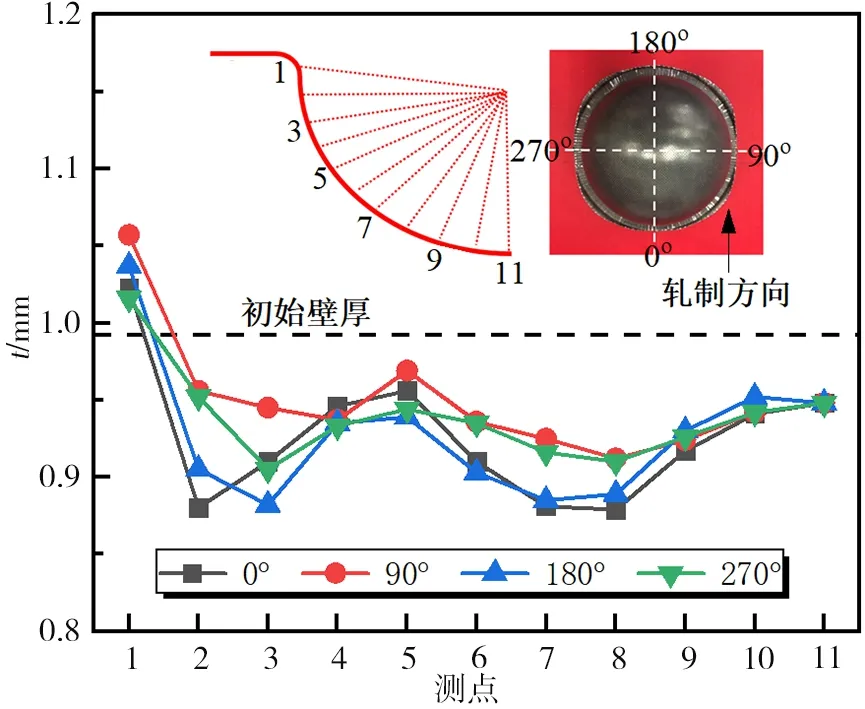
圖8 超低溫成形試件壁厚分布規(guī)律Fig.8 Thickness distributions of cryogenic forming specimen
3.3 回彈規(guī)律
圖9為超低溫成形試件回彈規(guī)律,其中:回彈程度由成形試件型面與模具型面尺寸偏差反映,正偏差相當于試件型面向外擴張、負偏差相當于試件型面向內(nèi)收縮,三維型面通過EinScan Pro 2X 3D掃描儀測量。由圖可看出,試件型面尺寸偏差沿環(huán)向比較均勻,由底部至四周沿徑向呈現(xiàn)先向內(nèi)收縮再向外擴張的分布規(guī)律。偏離中心截面45°區(qū)域尺寸偏差最小;在試件底部區(qū)域,最大向內(nèi)收縮了0.93 mm;在試件開口區(qū)域,最大向外擴張了0.98 mm。為更直觀地反映各區(qū)域尺寸偏差,圖10給出了與板坯軋制方向呈0°、45°和90°的截面輪廓。在45°方向截面輪廓尺寸偏差相對較小。總體來說,超低溫成形回彈規(guī)律主要受材料熱脹冷縮和變形彈復(fù)兩方面的影響。超低溫成形模具型面應(yīng)根據(jù)回彈規(guī)律進行尺寸補償設(shè)計。
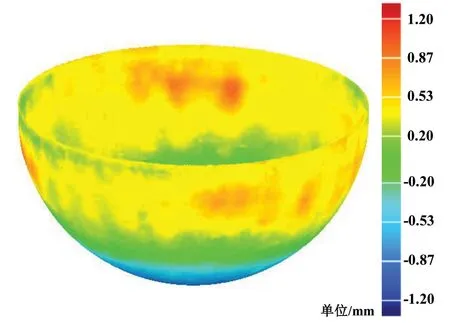
圖9 超低溫成形試件型面與模具型面尺寸偏差Fig.9 Dimensional deviation between die surface and specimen surface of cryogenic forming specimen
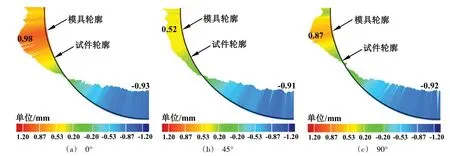
圖10 超低溫成形試件典型截面尺寸偏差Fig.10 Dimensional deviation of typical section of cryogenic forming specimen
4 結(jié)論
研究了2195 鋁鋰合金板材超低溫雙增效應(yīng),確定了雙增效應(yīng)的溫度區(qū)間和熱處理狀態(tài),超低溫條件下的伸長率提高至45%、硬化指數(shù)達到0.44;基于發(fā)現(xiàn)的雙增效應(yīng),提出鋁鋰合金曲面件超低溫成形新工藝方法,顯著提高成形極限;首次試制出直徑200 mm、壁厚1 mm 的2195 鋁鋰球底曲面件,深徑比達到0.55、最大減薄率10.3%、與模具型面的最大偏差0.98 mm。超低溫成形不僅能提高成形極限,還能提高均勻變形程度,可為鋁鋰合金薄壁曲面件整體成形提供新途徑。