基于MoldFlow對(duì)注射壓力的研究
2021-09-14 00:28:00趙鑫星李士明
模具制造 2021年7期
趙鑫星,李士明
(精誠工科汽車系統(tǒng)有限公司模具技術(shù)分公司,河北保定071000)
1 引言
汽車前照燈既是汽車重要功能組件,又是重要外觀面。如圖1所示,前照燈由前燈燈罩、飾框、燈殼、電氣元件等組成。本文以前燈燈罩為例,應(yīng)用流變理論及MoldFlow軟件實(shí)現(xiàn)注射壓力準(zhǔn)確預(yù)估。前燈燈罩一般采用PC材料,澆注系統(tǒng)多采用熱轉(zhuǎn)冷的形式,定模側(cè)單點(diǎn)進(jìn)膠,如圖2所示。

圖1 前照燈組成

圖2 前燈燈罩澆注系統(tǒng)
2 注射壓力理論推導(dǎo)及MoldFlow驗(yàn)證
2.1 流動(dòng)模型
塑膠材料是典型的非牛頓流體,即流體的剪切應(yīng)力與剪切速率呈非線性曲線關(guān)系。本文以牛頓狹縫線性粘性流動(dòng)模型定性推導(dǎo)影響注射壓力的關(guān)鍵因子[1]。
模型假設(shè):流體在長l,高度h和寬度w的狹縫中流動(dòng),流動(dòng)方式為穩(wěn)定的簡單剪切流動(dòng),如圖3所示。在w/h>20的條件下,忽略側(cè)向的黏性和壁面阻力。

圖3 狹縫流動(dòng)模型
狹縫中薄片微單元,受到驅(qū)動(dòng)力△Pw2y,上下面流動(dòng)阻力τxy2lw,二者平衡即可得到:
式中 ΔP——壓力降,即注射壓力
μ——材料黏度
l——流動(dòng)長度
w——塑件寬度
h——塑件壁厚
qv——體積流量,qv=vwh,v——注射速度

由以上流動(dòng)模型可知注射壓力的影響因子:材料黏度μ、注射速度v、流動(dòng)長度l、塑件壁厚h。
2.2 材料粘度(MoldFlow驗(yàn)證)
材料黏度是對(duì)聚合物在外加壓力下流動(dòng)能力的衡量,其受聚合物結(jié)構(gòu)、溫度、剪切、壓力因素影響,前燈燈罩材料固定PC,因此材料、剪切、壓力不做考慮,只分析模具溫度及熔體溫度對(duì)注射壓力的影響。
驗(yàn)證對(duì)象1(small):尺寸:100×50×30mm,壁厚:2.0mm,體積:21.6cm3。
驗(yàn)證對(duì)象2(big):尺寸:520×190×100mm,壁厚2.5/2.8mm,體積577.5cm3。
選用材料:Makrolon AL2447。
驗(yàn)證條件:前燈燈罩推薦模溫80℃~120℃,料溫280℃~320℃,采用單一變量原則,以5℃為間隔進(jìn)行注射壓力測(cè)定。
驗(yàn)證結(jié)果:注射壓力與模具溫度關(guān)系如圖4所示,注射壓力與熔體溫度關(guān)系如圖5所示。

圖4 注射壓力與模具溫度關(guān)系

圖5 注射壓力與熔體溫度關(guān)系
曲線解讀:注射壓力隨溫度升高而降低,基本呈正比關(guān)系。塑件大小不同溫度對(duì)注射壓力的影響也不同,大塑件梯度較大;熔體溫度相對(duì)模具溫度對(duì)注射壓力影響更大。
驗(yàn)證結(jié)論:提高成型溫度對(duì)注射壓力有改善,考慮現(xiàn)狀,溫度調(diào)整量5℃~15℃左右,對(duì)于模具溫度注射壓力降低2.5~7.5MPa,占比2%~6%;對(duì)于熔體溫度,壓力降低5.7~17MPa,占比4.5%~13.5%。
2.3 注射速度(MoldFlow驗(yàn)證)
驗(yàn)證對(duì)象:尺寸:520×190×100mm,壁厚2.5/2.8mm,體積577.5cm3。
選用材料:Makrolon AL2447。
驗(yàn)證條件:注射速度以10cm3/s為間隔進(jìn)行注射壓力測(cè)定。
驗(yàn)證結(jié)果:注射壓力與注射速度關(guān)系如圖6所示。
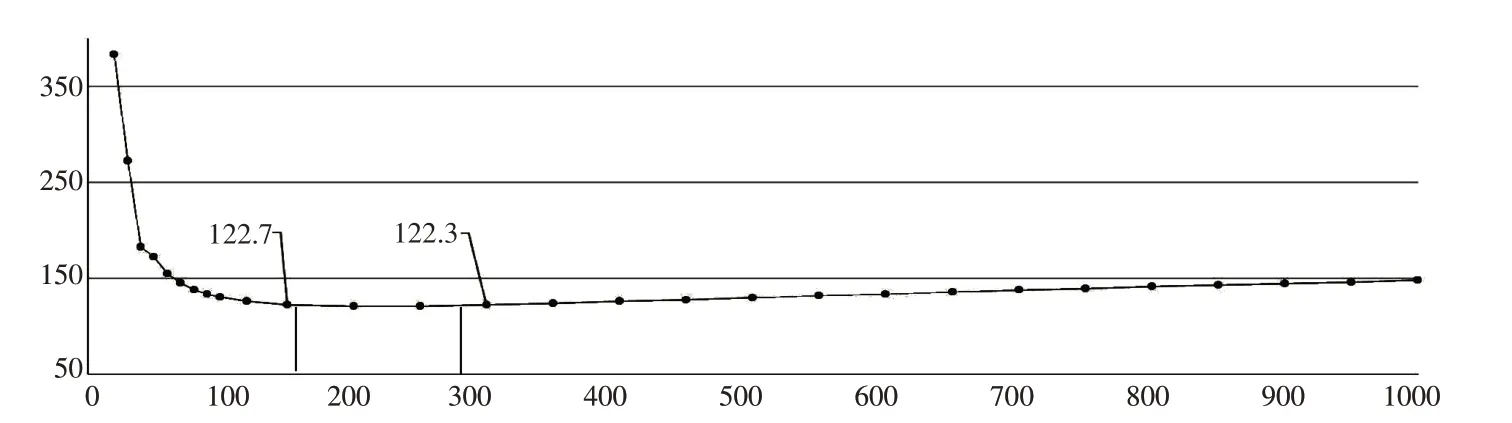
圖6 注射壓力與注射速度關(guān)系
曲線解讀:低注射速度時(shí),材料與模具接觸時(shí)間長,熱量散失較大,凍結(jié)層厚度增加,流動(dòng)阻力增大,導(dǎo)致成型壓力升高。高注射速度時(shí),隨速度增大,材料剪切熱升高,黏度降低,成型壓力下降,但速度顯著提升后,需較大的壓力來保持高射速。前燈燈罩注射速度一般在20~35mm/s,對(duì)應(yīng)流動(dòng)速率157~275cm3/s,比對(duì)關(guān)系曲線壓力無顯著變化(PC材料的黏度對(duì)剪切不敏感。驗(yàn)證結(jié)論:前燈燈罩在工藝范圍內(nèi),注射壓力幾乎與注射速度無關(guān),因此不考慮注射速度影響。
2.4 流動(dòng)長度(MoldFlow驗(yàn)證)
驗(yàn)證對(duì)象:尺寸:寬度50mm,高度30mm,壁厚:2.0mm。
選用材料:Makrolon AL2447。
驗(yàn)證條件:塑件長度以25mm為間隔進(jìn)行注射壓力測(cè)定。
驗(yàn)證結(jié)果:注射壓力與流動(dòng)長度關(guān)系如圖7所示。

圖7 注射壓力與流動(dòng)長度關(guān)系
曲線解讀:注射壓力隨流動(dòng)長度增加注射壓力增大,基本呈線性關(guān)系。
驗(yàn)證結(jié)論:前燈燈罩注射壓力隨塑件長度增加而加大,一般情況下,前燈塑件形狀不會(huì)變化,因此流動(dòng)長度僅作為不同塑件相同壁厚下壓力比較。
2.5 塑件壁厚(MoldFlow驗(yàn)證)
驗(yàn)證對(duì)象1(small):尺寸:100×50×30mm。
驗(yàn)證對(duì)象2(big):尺寸:200×100×30mm。
選用材料:Makrolon AL2447。
驗(yàn)證條件:采用單一變量原則,壁厚以0.5mm為間隔進(jìn)行注射壓力測(cè)定。
驗(yàn)證結(jié)果:注射壓力與壁厚關(guān)系如圖8所示。

圖8 注射壓力與壁厚關(guān)系
曲線解讀:注射壓力隨壁厚增大,呈現(xiàn)指數(shù)降低,壁厚增大至一定數(shù)值時(shí),壓力趨于平衡一般情況下前燈燈罩壁厚2.0~3.5mm,壁厚增加可顯著降低注射壓力。
2.6 總結(jié)
通過對(duì)影響前燈燈罩注射壓力的4因素分析驗(yàn)證,得到了相應(yīng)的關(guān)系曲線,進(jìn)而得出影響注射壓力各因子排名:塑件壁厚>流動(dòng)長度>熔體溫度>模具溫度>注射速度。
3 注射壓力精準(zhǔn)預(yù)測(cè)
3.1 注塑機(jī)與MoldFlow對(duì)應(yīng)關(guān)系
注塑機(jī)面板顯示壓力為注射液壓壓力,指液壓油作用在注射油缸上的壓力,即Ph。
MoldFlow軟件計(jì)算注射壓力為注塑機(jī)螺桿作用在熔體上的壓力,即Pm,可通過換算公式將注塑機(jī)面板壓力Ph轉(zhuǎn)換至注射壓力Pm,以便于理論對(duì)比。
3.2 壓力補(bǔ)償因子
收集不同注塑機(jī)號(hào)碼面板壓力并根據(jù)增強(qiáng)比將其轉(zhuǎn)換為注射壓力,然后再與MoldFlow軟件測(cè)試壓力進(jìn)行比較,將多組數(shù)據(jù)得到的平均比值作為壓力補(bǔ)償因子,壓力補(bǔ)償因子可精準(zhǔn)注射壓力,準(zhǔn)確率90%以上,具體如表1所示。

表1 壓力補(bǔ)償因子(平均比值)
4 總結(jié)
本文通過經(jīng)驗(yàn)公式近似推導(dǎo)影響注射壓力的關(guān)鍵因子,并應(yīng)用MoldFlow軟件驗(yàn)證,得到影響注射壓力因子排序:塑件壁厚>流動(dòng)長度>熔體溫度>模具溫度>注射速度。通過引入補(bǔ)償因子,實(shí)現(xiàn)前燈燈罩注射壓力的精準(zhǔn)預(yù)測(cè)。
