轉子式壓縮機焊接放電的分析與研究
2021-09-13 03:17:44黃才筍付道明蔡偉達
日用電器 2021年8期
黃才筍 付道明 蔡偉達
(珠海格力電器股份有限公司 珠海 519070)
前言
轉子式壓縮機異響是壓縮機主要的質量問題之一,對空調器運行的可靠性有較大的影響。對壓縮機異響的質量案例進行研究分析,發現泵體點焊的焊接放電[1]是壓縮機異響的根本原因。本文主要闡述對壓縮機焊接放電的機理分析,研究壓縮機防止焊接放電的優化方案。
1 故障分析
1.1 故障現象
對轉子式壓縮機異響的故障品進行解剖分析,發現曲軸等零部件出現熔接點的現象(見圖1)。

圖1 焊接放電熔接點
1.2 原因分析
對曲軸故障點進行顯微鏡50 倍和200 倍放大(見圖 2、圖3),發現曲軸故障點存在熔化劃痕,推斷為焊接放電導致曲軸出現熔接點。
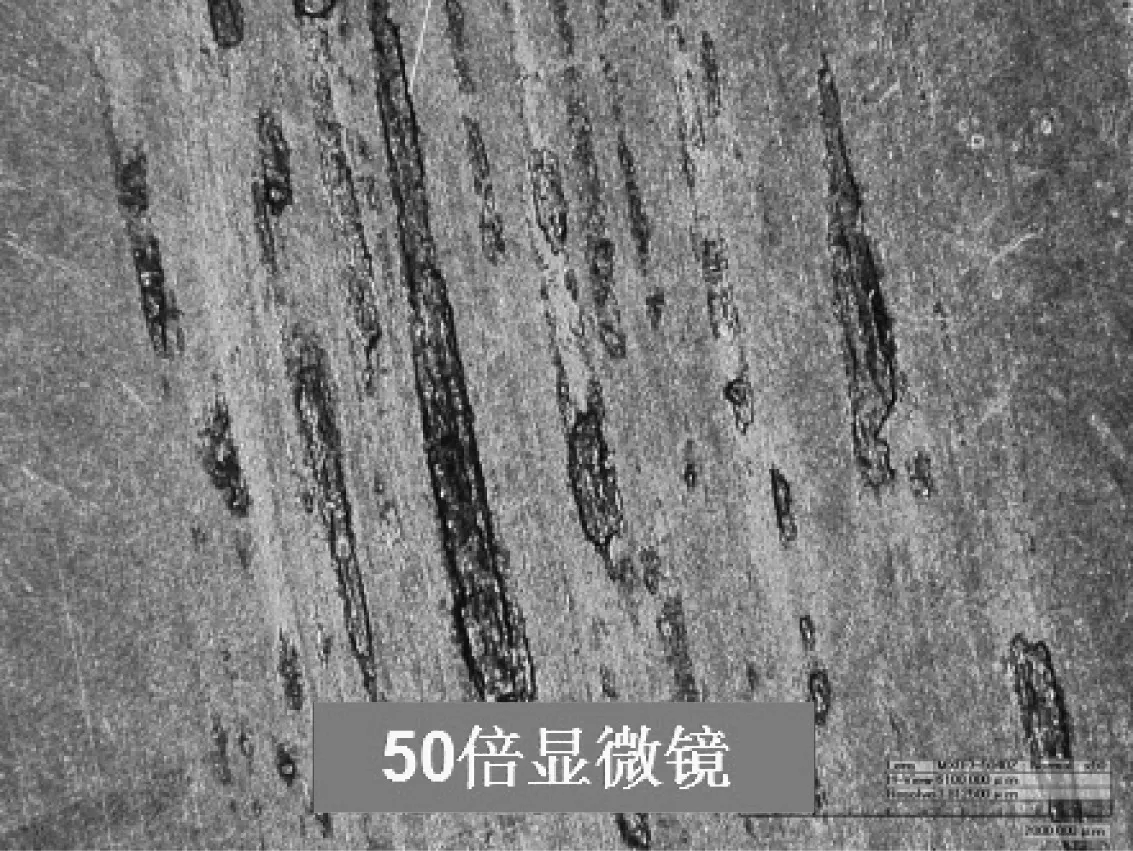
圖2 熔接點50 倍放大圖

圖3 熔接點200 倍放大圖
滾動轉子式壓縮機的泵體裝配在殼體時需進行三/六點焊,點焊過程會因為某種原因產生質量缺陷[2-4],其中當三/六點焊接因絕緣不良或電流回路不暢等原因造成零部件之間產生電弧,電弧使得零部件產生融化從而粘連,導致零部件出現熔接點的現象[5-7]。
2 焊接放電原理
轉子壓縮機在三/六點焊接引弧時,泵體內部部件間存在電位差,在一定條件下部件間隙中空氣被電離,產生電火花,部件間形成熔接點(見圖 1),壓縮機運轉時部件磨合有熔點產生噪音。
焊接回路的電流需順暢才能正常焊接,其順暢程度由上缸蓋與殼體、襯管與殼體座圈連接管及接地夾具的接觸電阻決定,一般為(4 ~10)mΩ。壓縮機內部零部件間的阻值一般為6 mΩ 以上,正常焊接狀態下不會形成焊接放電回路。當正常焊接回路中零部件接觸發生故障(如夾具堆積焊接飛濺物等),接觸電阻則會增大道1 Ω 以上,形成焊接放電回路,造成焊接放電。見圖 4、圖5。
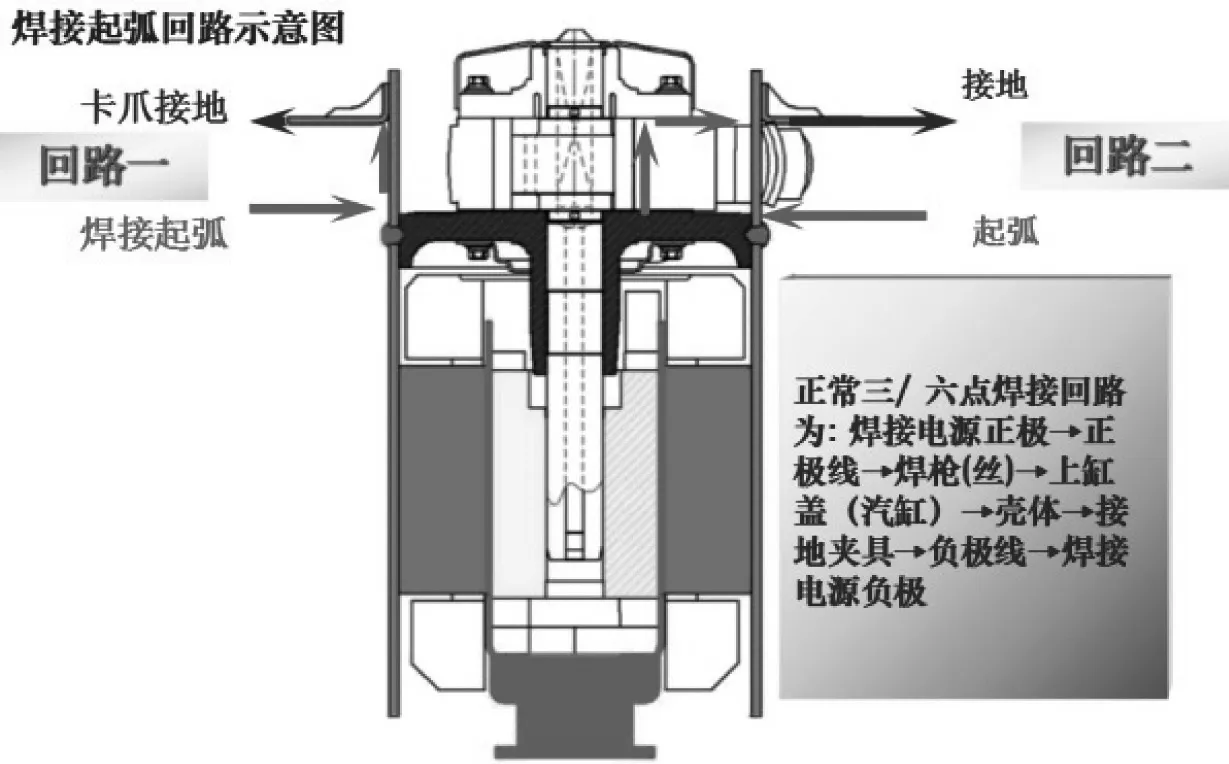
圖4 正常焊接回路
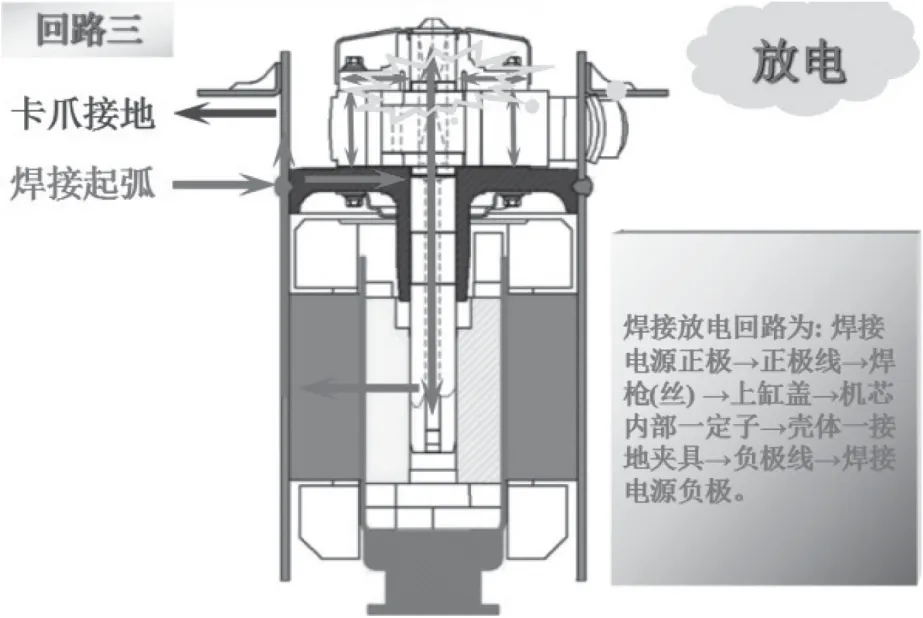
圖5 焊接放電回路
焊接放電在有一定間隙的兩部件之間由于存在電位差而使間隙中的空氣電離產生電火花釋放能量,在部件的表面形成熔接點,產生缺陷。產生焊接放電的3 個重要條件:
1)焊接部件之間存在間隙;
2)焊接部件之間存在電位差;
3)間隙中的氣體能夠被電離。
本文以六點焊接為例,對以上3 個方面的焊接放電條件進行研究分析。
2.1 焊接放電—間隙分析
焊接部件之間存在間隙是焊接放電的必要因素,轉子式壓縮機的核心部件泵體組件由上/下缸蓋、汽缸、曲軸、滾子、葉片和轉子等組成。其中上/下缸蓋同汽缸由螺栓連接,保證連接處無間隙。轉子和曲軸是過盈配合連接保證沒間隙。曲軸由于受自身重力作用,與下缸蓋平面緊密接觸無間隙。
由于泵體是壓縮機的核心部分,所以組成泵體的各個部件的自身加工精度和裝配精度都要求相當高,達到μ 級。當有焊接放電在部件間發生時,在部件表面產成微小的熔接點,也足以對壓縮機的整機的性能甚至于正常運轉產生重大影響的。壓縮機生產因焊接放電造成不良,經過解體發現:泵體內發生焊接放電的部位與表1中所列出存在間隙的6 種情況相一致,應證了焊接部件間存在間隙是焊接放電發生的必要條件。
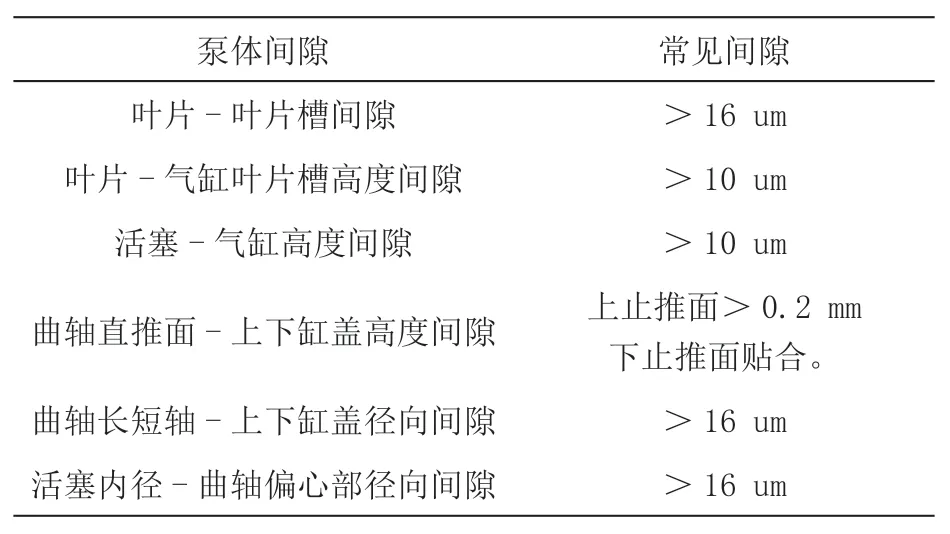
表1 泵體間隙距離統計表
2.2 電離電壓分析
六點焊接使壓縮機的泵體在殼體中固定。焊接電流約(200 ~300)A;焊接電壓為(18 ~30)V。從表2得知,空氣中各種粒子的電離電壓在(11 ~16)V 之間,而六點焊接的電壓則要大于空氣中各種粒子的電離電壓,所以在小間隙處的空氣具備被電離的條件。
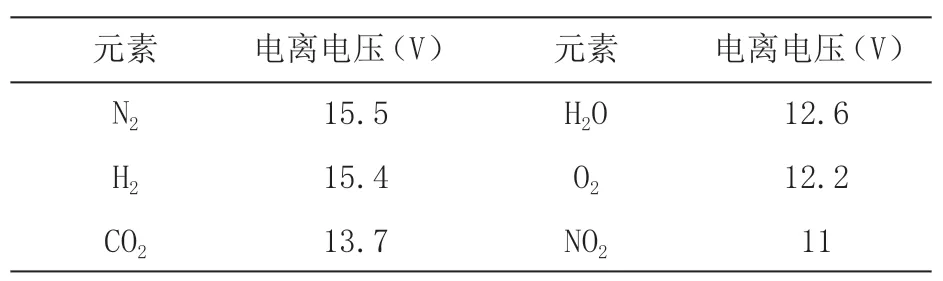
表2 氣體粒子電離電壓一覽
2.3 焊接回路分析
焊接可分為3 個階段:起弧、焊接、守弧。殼體上有6 個直徑孔,焊接時6 把焊槍對準這6 個孔焊接,焊絲熔解并在6 個孔中堆積,使上缸蓋和殼體連接,從而在殼體中固定泵體。
焊接時,首先汽缸將預裝完成的泵體和殼體頂升,通過接地上夾具壓住殼體上端面,完成焊接定位。焊接起弧是發生在泵體的上缸蓋,此時由于上缸蓋同殼體間存在間隙,所以起弧時的電流要從正極(焊槍)流經泵體的內部各部件到達負極(接地上夾具)完成回路;起弧完成后,熔解的焊絲使上缸蓋同殼體連接,所以焊接和守弧電流不經過泵體內部,直接通過殼體完成回路。由于焊接放電發生在泵體內部,而焊接和守弧時電流不經過泵體內部,所以可以得出結論:焊接放電只發生在起弧階段,見圖6。
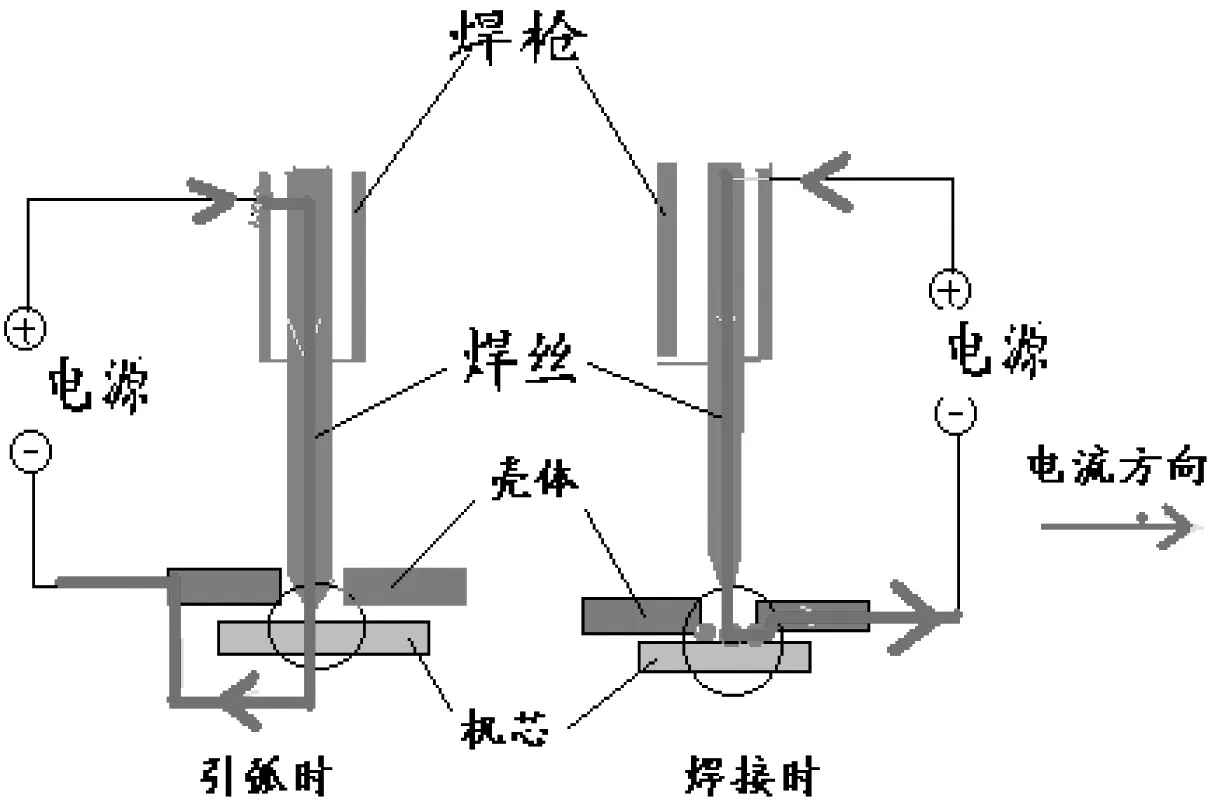
圖6 焊接電流回路
從電位差上分析,接地上夾具—殼體—定子—間隙規—轉子—曲軸,這些部件兩兩之間緊密配合,不存在間隙。由于上夾具接地,所以從電位上整體可以被看作一個負極;同理,焊槍—上缸蓋—汽缸—下缸蓋,由于焊槍同焊接電源的正極相連接,從電位上整體可以被看作正極。在正負極之間的這些泵體部件又具備了焊接放電的另一個必要條件——電位差。
六點焊接的起弧采用的是接觸引弧,因此在起弧的瞬間產生相當大的短路電流,這部分電流如果不能順暢的到達負極完成回路,就很容易在存在電位差的小間隙處得到釋放,產生放電現象。
3 復現試驗
針對本文因焊接放電產生壓縮機的異響,對焊接放電問題進行排查:
1)自動打點焊接設備一側焊槍晃動,未完全固定造成打點狀態不合格,導致焊接放電;
2)焊接飛濺物堆積夾具增大電阻,造成焊接回路不順暢,導致焊接放電。
為了找準焊接放電的根本原因,對以上兩個原因點進行復現試驗,試驗結果表 3。結果表明,焊槍未固定和夾具堆積焊接異物均會造成焊接放電。
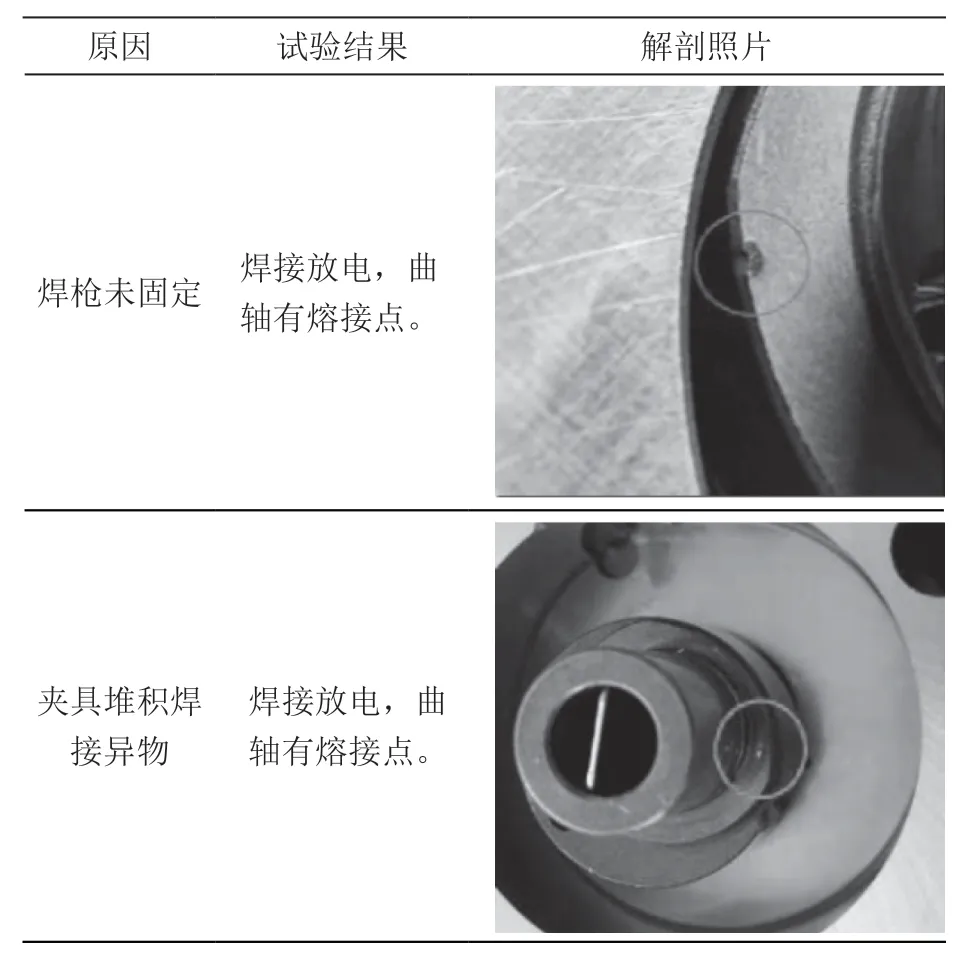
表3 焊接放電復現試驗
4 結論
經上訴的理論分析產生焊接放電的3 個重要條件為焊接部件之間存在間隙、焊接部件之間存在電位差以及間隙中的氣體能夠被電離。經過復現試驗發現自動打點焊接設備焊槍晃動和焊接飛濺物堆積夾具增大電阻均會導致焊接放電,針對壓縮機泵體焊接放電,本文提出以下改善方案:
1)夾具設備、焊槍的絕緣定期檢查;
2)增大接地夾具的接觸面積,提高與工件的接觸和導電率;
3)夾具改用包裹式絕緣木,改善焊接飛濺物堆積夾具導致焊接放電;
4)固定焊槍,定期檢查焊槍狀態。
