提高燃?xì)鉁u輪二級(jí)外環(huán)合格率的工藝攻關(guān)
2021-09-10 07:22:44朱淑琴李文濤王熔
科技研究 2021年12期
朱淑琴 李文濤 王熔
摘要:對(duì)于難加工材料的切開式環(huán)類的加工,其刀具方案至關(guān)重要,特別是螺紋孔的加工質(zhì)量的保證;而端面封嚴(yán)槽的加工也涉及到電極的結(jié)構(gòu)設(shè)計(jì)與參數(shù)選定。刀具方案直接影響到零件加工尺寸的穩(wěn)定性。
關(guān)鍵詞:難加工材料;絲錐;電極
1.概述
燃?xì)鉁u輪二級(jí)外環(huán)是發(fā)動(dòng)機(jī)渦輪部件中一個(gè)重要零件,其作用為封嚴(yán),防止燃?xì)獾构嘤绊懓l(fā)動(dòng)機(jī)性能。零件由整環(huán)加工完后割開,加工工藝復(fù)雜,切開后電火花加工形成的輪廓尺寸極難保證,導(dǎo)致零件加工質(zhì)量無(wú)法保障,加工合格率低,嚴(yán)重影響整機(jī)的交付。
2.攻關(guān)內(nèi)容
2.1 難點(diǎn)分析
(1)燃?xì)鉁u輪二級(jí)外環(huán)材料為K6509,是難加工材料中切削加工性較差的一種材料,由于K6509塑性,韌性高,在加工過(guò)程中切削力和切削熱的作用下,產(chǎn)生較大塑性變形,造成加工硬化;尺寸M2.5螺紋加工過(guò)程中,攻絲溫度稍高,絲錐與工件之間的摩擦加劇,絲錐材料極易與工件材料產(chǎn)生親和作用,材料硬質(zhì)點(diǎn)的存在加上嚴(yán)重的加工硬化現(xiàn)象的產(chǎn)生,使刀具在切削過(guò)程中產(chǎn)生粘結(jié)、磨料、邊界磨損、絲錐易斷嚴(yán)重現(xiàn)象,在操作者力度掌握好的情況下,一個(gè)普通絲錐最多只能干3個(gè)小孔,倘若絲錐斷裂殘留在小孔內(nèi),需要電火花加工去除殘留絲錐,返修極其困難,很容易導(dǎo)致該段零件報(bào)廢,很大程度上影響零件的合格率。
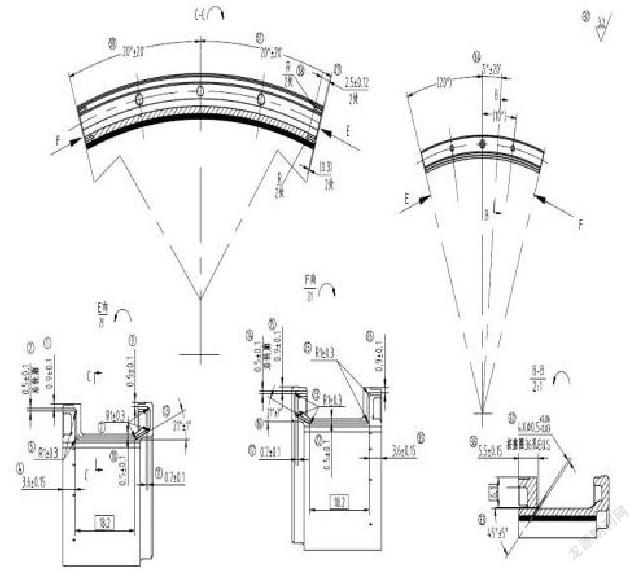
(2)零件兩側(cè)輪廓槽形狀復(fù)雜,轉(zhuǎn)角多,難加工,采用電火花電極一次成型加工,尺寸0.5±0.1沿輪廓、0.9±0.1成批超差。
a)電極成形尺寸參數(shù)不好設(shè)置,電極成形尺寸過(guò)大,輪廓槽整體尺寸超差;
b)電極對(duì)刀面選取不合理,選取間接面對(duì)刀,直接造成尺寸超差,甚至出現(xiàn)部分輪廓槽加工到零件機(jī)體外情況。
2.2技術(shù)方案
針對(duì)上述問(wèn)題,組織團(tuán)隊(duì)成員進(jìn)行討論并形成以下解決方案:
(1)通過(guò)分析絲錐結(jié)構(gòu),將通用絲錐調(diào)整跳牙絲錐,增加排屑量,防止絲錐斷裂;
(2)根據(jù)分析螺紋銑刀和絲錐材料,進(jìn)行對(duì)比試驗(yàn),解決攻絲材料粘結(jié)打刀問(wèn)題;
(3)優(yōu)化電極成形尺寸參數(shù),選取合適對(duì)刀面;
(4)根據(jù)試加工情況,設(shè)計(jì)專用電極,減少零件加工變形,保證精密尺寸加工。
3.實(shí)施過(guò)程
3.1解決尺寸2xM3x0.5(2孔一組 9組EQS)加工穩(wěn)定性
3.1.1改進(jìn)前鉗工工序攻絲,采用普通絲錐進(jìn)行攻絲。燃?xì)鉁u輪二級(jí)外環(huán)材料為K6509,是粘性材料,普通絲錐時(shí)極易斷。跳牙絲錐結(jié)構(gòu)沿刀齒螺旋線方向相間隔去掉一個(gè)齒,增加切削厚度,減少零件之間的壓力及摩擦力,加工薄壁件內(nèi)螺紋時(shí),不會(huì)造成零件變形,同時(shí)易于斷屑和排屑,減少切削阻力,防止絲錐斷裂。經(jīng)過(guò)粗跳牙絲錐、精跳牙絲錐分工步試加工,發(fā)現(xiàn)M3螺紋加工時(shí),沒(méi)有出現(xiàn)卡死,絲錐斷裂情況。
3.1.2經(jīng)現(xiàn)場(chǎng)跟蹤發(fā)現(xiàn),鉗工工序攻絲普通絲錐更改跳牙絲錐后,單件零件18處小孔均勻分布,數(shù)量多,攻絲鉗工耗時(shí)長(zhǎng),加工穩(wěn)定差,綜合考慮,調(diào)整數(shù)銑與孔合并加工。而跳牙絲錐材料為M42(W2MO9Cr4VCO8),屬于含鈷超硬高速鋼,可磨性好,適合作精密復(fù)雜刀具,但不宜在沖擊切削條件下工作。
螺紋銑刀材料為W18Cr4V,常用高速鋼,由于含釩較少,磨削性能好,其刃口容易磨得鋒利平直,綜合性能好,通用性強(qiáng),經(jīng)常用于精加工的復(fù)雜刀具。經(jīng)過(guò)試加工驗(yàn)證,進(jìn)行以下方式改進(jìn):
a)制作專門小規(guī)格P=0.5螺紋銑刀,提高加工效率,同時(shí)解決K6509材料加工粘結(jié)打刀問(wèn)題。
3.2解決兩側(cè)輪廓槽加工沿輪廓尺寸0.5±0.1、0.9±0.1成批超差問(wèn)題
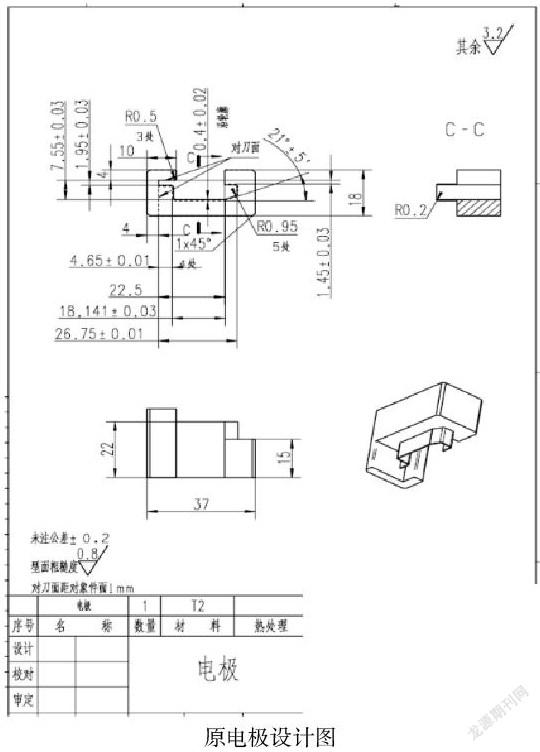
零件兩側(cè)輪廓槽加工沿輪廓尺寸0.5±0.1、0.9±0.1不合格,尺寸成批超差。電火花原電極成形尺寸參數(shù)設(shè)置不合理,成形尺寸0.4加上單邊0.1mm加工間隙,最終加工尺寸為0.6;對(duì)刀面選取不恰當(dāng),投制質(zhì)量差,導(dǎo)致加工時(shí)尺寸不合格,滿足不了加工要求。經(jīng)過(guò)多次對(duì)比試驗(yàn),進(jìn)行以下改進(jìn):
a)調(diào)整成形尺寸,由原來(lái)成形尺寸0.4調(diào)整為0.35,保證加工尺寸要求;
b)優(yōu)化電極結(jié)構(gòu),去除多余部分,減少原加工前線切割補(bǔ)充加工電極時(shí)間,方便對(duì)刀時(shí)退刀,觀察加工情況(見(jiàn)圖11);
c)更改對(duì)刀面,由原來(lái)輪廓槽內(nèi)側(cè)(間接面)對(duì)刀調(diào)整為加工面對(duì)刀,減少對(duì)刀誤差;
最終制作專門電極,通過(guò)兩批次零件驗(yàn)證加工合格。
綜合上述改進(jìn)措施不斷完善工藝規(guī)程,改進(jìn)后在三批中零件100%合格率入庫(kù)。
4.結(jié)論
本次攻關(guān)通過(guò)對(duì)普通絲錐、跳牙絲錐和螺紋銑刀的結(jié)構(gòu)、材料分析,選擇合適的刀具加工,并調(diào)整加工工藝,提高加工效率;對(duì)電極加工成形尺寸、對(duì)刀面進(jìn)行對(duì)比試驗(yàn),優(yōu)化電極結(jié)構(gòu)、尺寸設(shè)計(jì),在提高產(chǎn)品質(zhì)量的同時(shí),既按節(jié)點(diǎn)交付合格零件,又保證了零件加工合格率達(dá)到100%,改進(jìn)效果明顯,達(dá)到攻關(guān)目標(biāo)。
