數(shù)控銑削橢圓槽宏程序編程分析
2021-09-10 05:19:56吳華才
內(nèi)燃機(jī)與配件 2021年12期
吳華才

摘要:FANUC 0i系統(tǒng)的宏程序在程序本體中可以使用變量進(jìn)行編輯,還可以用變量進(jìn)行賦值、運(yùn)算等處理。對于橢圓等非圓曲線,使用宏程序編程相對于自動軟件編程,刀路更清晰,程序更優(yōu)化。宏程序有其特定的結(jié)構(gòu)特點(diǎn),需要總結(jié)歸納才能使編程過程更簡便。
關(guān)鍵詞:FANUC 0i系統(tǒng);宏程序;橢圓
中圖分類號:TH162? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻(xiàn)標(biāo)識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)12-0071-02
0? 引言
自動編程軟件在機(jī)加工行業(yè),尤其是數(shù)控銑削加工中心機(jī)床編程中運(yùn)用越來越廣泛。許多學(xué)校開設(shè)相應(yīng)軟件編程課程,如CAXA、UG、MasterCAM等。在學(xué)習(xí)時,學(xué)生使用軟件畫出圖形,再使用基本命令出程序,甚至為了技能等級考試而重復(fù)練習(xí)幾個命令。因?yàn)檫^度依賴軟件,造成學(xué)生缺乏相應(yīng)的工藝知識,編程基礎(chǔ)能力反而弱化了。學(xué)習(xí)宏程序編程方法,可以讓學(xué)生理清編程思路,夯實(shí)編程基礎(chǔ)。
1? 宏程序概述
1.1 宏程序分類與FANUC 0i系統(tǒng)
現(xiàn)在國內(nèi)數(shù)控機(jī)床常配置的系統(tǒng)有SIEMENS與FANUC系統(tǒng),其中FANUC系統(tǒng)在南方使用較多。
FANUC 0i系統(tǒng)用戶宏程序分為兩種,即宏程序功能A與宏程序功能B。其中功能A采用G65H固定格式進(jìn)行數(shù)學(xué)運(yùn)算和邏輯關(guān)系的表達(dá),閱讀程序不是很直觀,實(shí)際學(xué)習(xí)時較少使用。功能B能較直觀表達(dá)各程序段,且需要記憶指令較少,故常采用此方法進(jìn)行宏程序編輯。
1.2 橢圓宏程序編寫具有代表性
對于構(gòu)造規(guī)則或不規(guī)則的曲面,需要有數(shù)學(xué)運(yùn)算的過程,存在變量表達(dá)關(guān)系。對于非圓曲線,從本質(zhì)來看,是允許加工路徑用直線去逼近曲面的,橢圓具有代表性。學(xué)會橢圓宏程序編寫方法,對于同類的二次曲線、其他平面曲線的程序編寫具有指導(dǎo)意義。
2? 橢圓的宏程序編寫
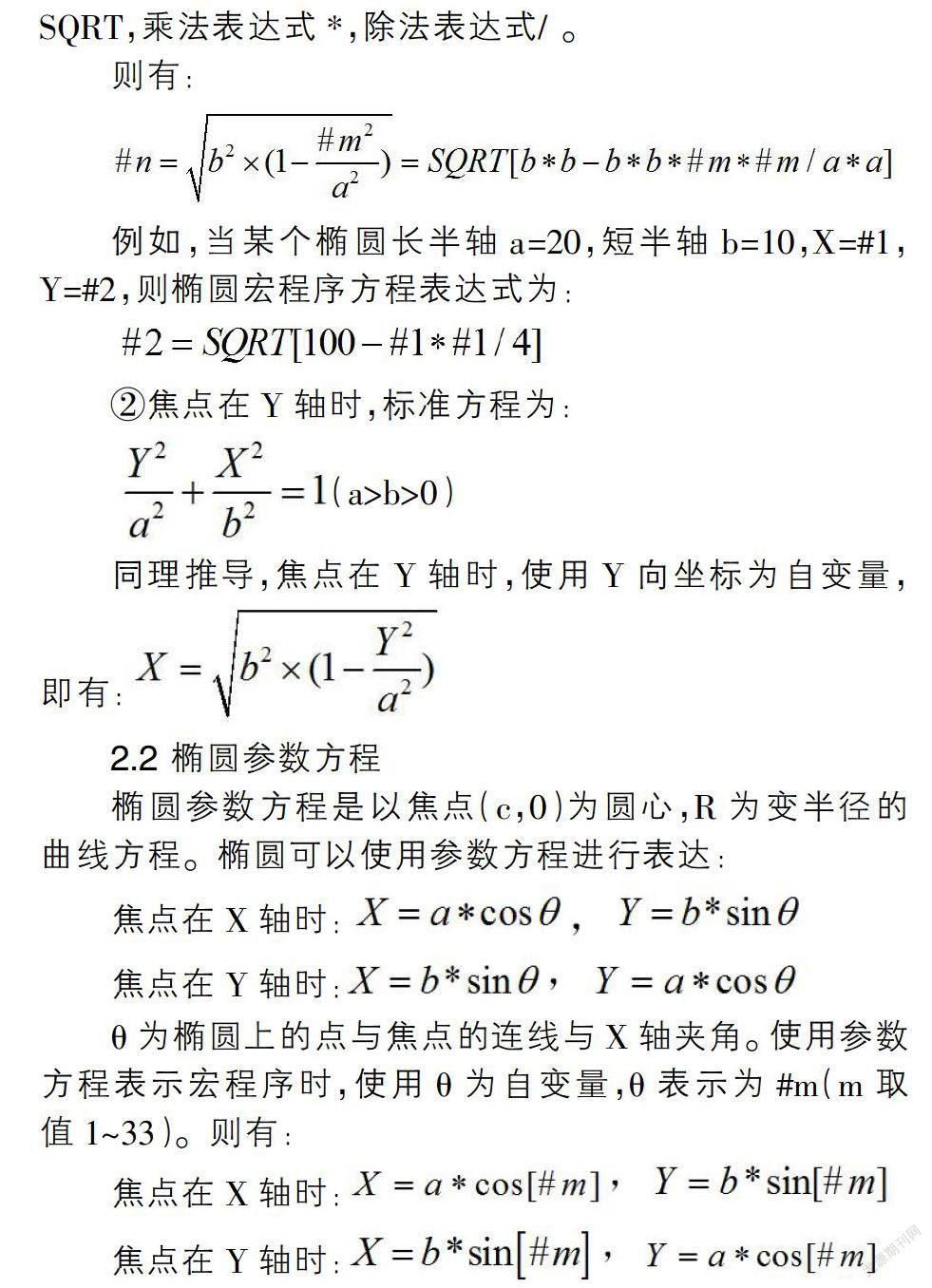
2.1 橢圓標(biāo)準(zhǔn)方程
在平面直角坐標(biāo)系中,用方程描述橢圓,橢圓的標(biāo)準(zhǔn)方程中的“標(biāo)準(zhǔn)”指的是中心在原點(diǎn),對稱軸為坐標(biāo)軸。
通過橢圓定義,可以采用坐標(biāo)X或Y來表達(dá)橢圓編程的自變量#m,另一個坐標(biāo)為變量#n。
①焦點(diǎn)在X軸時,標(biāo)準(zhǔn)方程為:
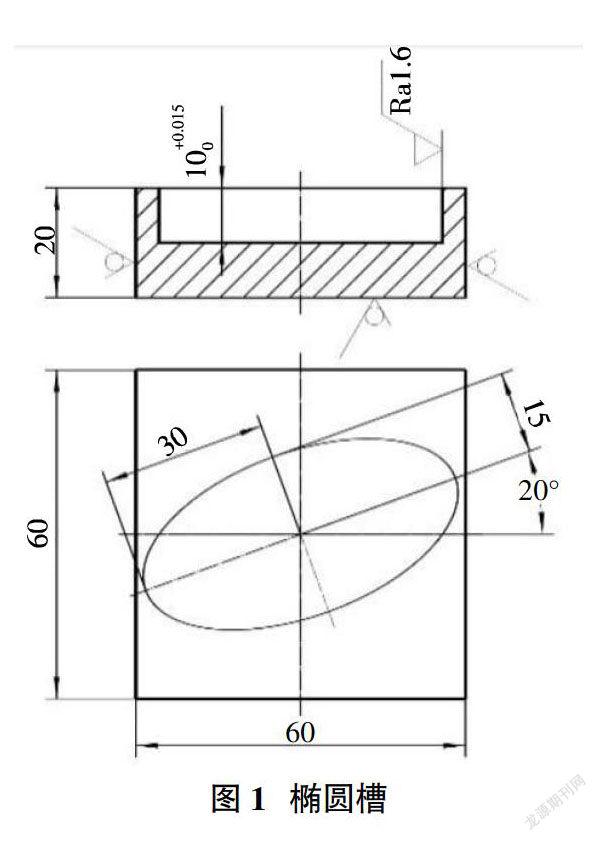
3? 橢圓槽編程實(shí)例
零件輪廓分為凸臺與凹槽兩大類,其中凹槽的程序編寫要考慮的工藝與編程要求更多、更復(fù)雜。為了歸納總結(jié)宏程序編程方法,采用凹槽編程為例。如圖1所示橢圓槽,橢圓的長半軸30mm,短半軸15mm,深度10mm。材料45鋼,毛坯尺寸60mm×60mm×21mm。
3.1 橢圓方程的選擇與變量的取值
考慮到橢圓槽是完整橢圓形狀,采用角度為變量的參數(shù)方程進(jìn)行編程較為方便。即以橢圓曲線上任意一點(diǎn)與橢圓中心之間的夾角?茲為自變量#m,橢圓長半軸軸線與水平的夾角(+X向),逆時針為+,順時針為-,本例賦值#7。
賦值#3=20,G68X0Y0R#3 以原點(diǎn)為中心,坐標(biāo)系逆時針旋轉(zhuǎn)200,此時長半軸與X軸重合(本例使用)。也可賦值#3=-70,G68X0Y0R#3 以原點(diǎn)為中心,坐標(biāo)系順時針旋轉(zhuǎn)700,此時短半軸與X軸重合。
為了避免下刀點(diǎn)選擇造成切削出現(xiàn)過切情況,采用原點(diǎn)(0,0)為下刀點(diǎn),Y軸最大值為輪廓切入點(diǎn)(0,15)。采用順銑銑削方式,那么自變量初始值#7=-270,終點(diǎn)值#8=-630(橢圓銑削一周為3600),每次變化量#9=-1。
3.2 切削深度的變量取值
橢圓槽深度為10mm,加工精度0~0.015mm,材料45鋼,因?yàn)榧庸ど疃染纫蟾撸璺謱舆M(jìn)行銑削。采用以深度為自變量#4,#4=5為橢圓槽初次銑削深度,#5=10為橢圓槽總深度,Z軸每次遞增量#6。
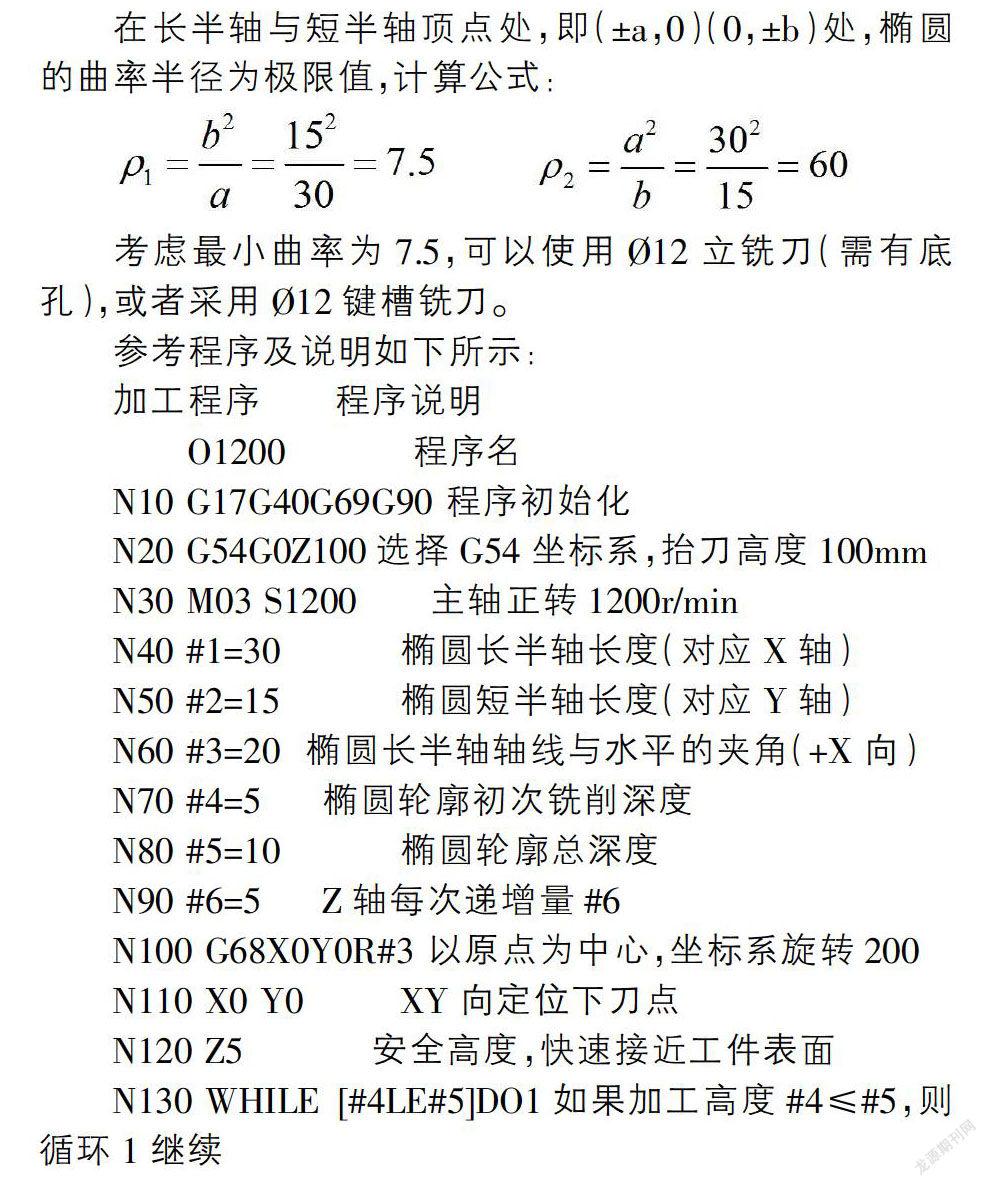
3.3 橢圓曲率對刀具選擇的影響
橢圓屬于非圓曲線。在加工時,要考慮橢圓曲率對于刀具選擇的制約,如果刀具半徑大于橢圓曲率最小值將出現(xiàn)過切情況。
在長半軸與短半軸頂點(diǎn)處,即(±a,0)(0,±b)處,橢圓的曲率半徑為極限值,計算公式:
考慮最小曲率為7.5,可以使用?覫12立銑刀(需有底孔),或者采用?覫12鍵槽銑刀。
參考程序及說明如下所示:
加工程序 ? ? ?程序說明
O1200 ? ? ?程序名
N10 G17G40G69G90 程序初始化
N20 G54G0Z100選擇G54坐標(biāo)系,抬刀高度100mm
N30 M03 S1200 主軸正轉(zhuǎn)1200r/min
N40 #1=30 ? ? 橢圓長半軸長度(對應(yīng)X軸)
N50 #2=15 ? ? 橢圓短半軸長度(對應(yīng)Y軸)
N60 #3=20? 橢圓長半軸軸線與水平的夾角(+X向)
N70 #4=5 ? ? 橢圓輪廓初次銑削深度
N80 #5=10 ? ? 橢圓輪廓總深度
N90 #6=5 ? ? Z軸每次遞增量#6
N100 G68X0Y0R#3 以原點(diǎn)為中心,坐標(biāo)系旋轉(zhuǎn)200
N110 X0 Y0 ? ? XY向定位下刀點(diǎn)
N120 Z5 ? ? ? ? 安全高度,快速接近工件表面
N130 WHILE[#4LE#5]DO1如果加工高度#4≤#5,則循環(huán)1繼續(xù)
N140 G01Z-#4F100? G01進(jìn)給下降至加工深度-#4
N150 G42 D1 X-10 Y5 ? ? 建立右刀補(bǔ)
N160 G02 X0 Y15 R10 F200圓弧切入橢圓
N170 #7=-270 ? ? 角度#7初始值
N180 #8=-630 ? ? 橢圓軌跡終點(diǎn)角度
N190 #9=-1 ? ? 角度#7每次遞增量#9
N200 WHILE[#7GE#8]DO2 如果角度#7≥#8,則循環(huán)2繼續(xù)
N210 #10=#1*COS[#7] 橢圓上一點(diǎn)的X坐標(biāo)值
N220 #11=#2*SIN[#7] 橢圓上一點(diǎn)的Y坐標(biāo)值
N230 G01 X#10 Y#11 G01進(jìn)給走出橢圓輪廓
N240 #7=#7+#9 ? ? 角度#7每次以#9遞減
N250 END2 ? ? ? ? 循環(huán)2結(jié)束
N260 G02 X10 Y5 R10 圓弧切出橢圓
N270 G40 G01 X0 Y0 取消刀補(bǔ),回到下刀點(diǎn)
N280 #4=#4+#6 ? ? Z軸#4賦值每次以#6遞增
N290 END1 ? ? ? ? 循環(huán)1結(jié)束
N300 G00 Z100 ? ? 刀抬到100mm初始高度
N310 G69 ? ? ? ? 取消坐標(biāo)系旋轉(zhuǎn)
N320 G53 Y0 ? ? ? ? Y向回參考點(diǎn)
N330 M30 ? ? ? 程序結(jié)束
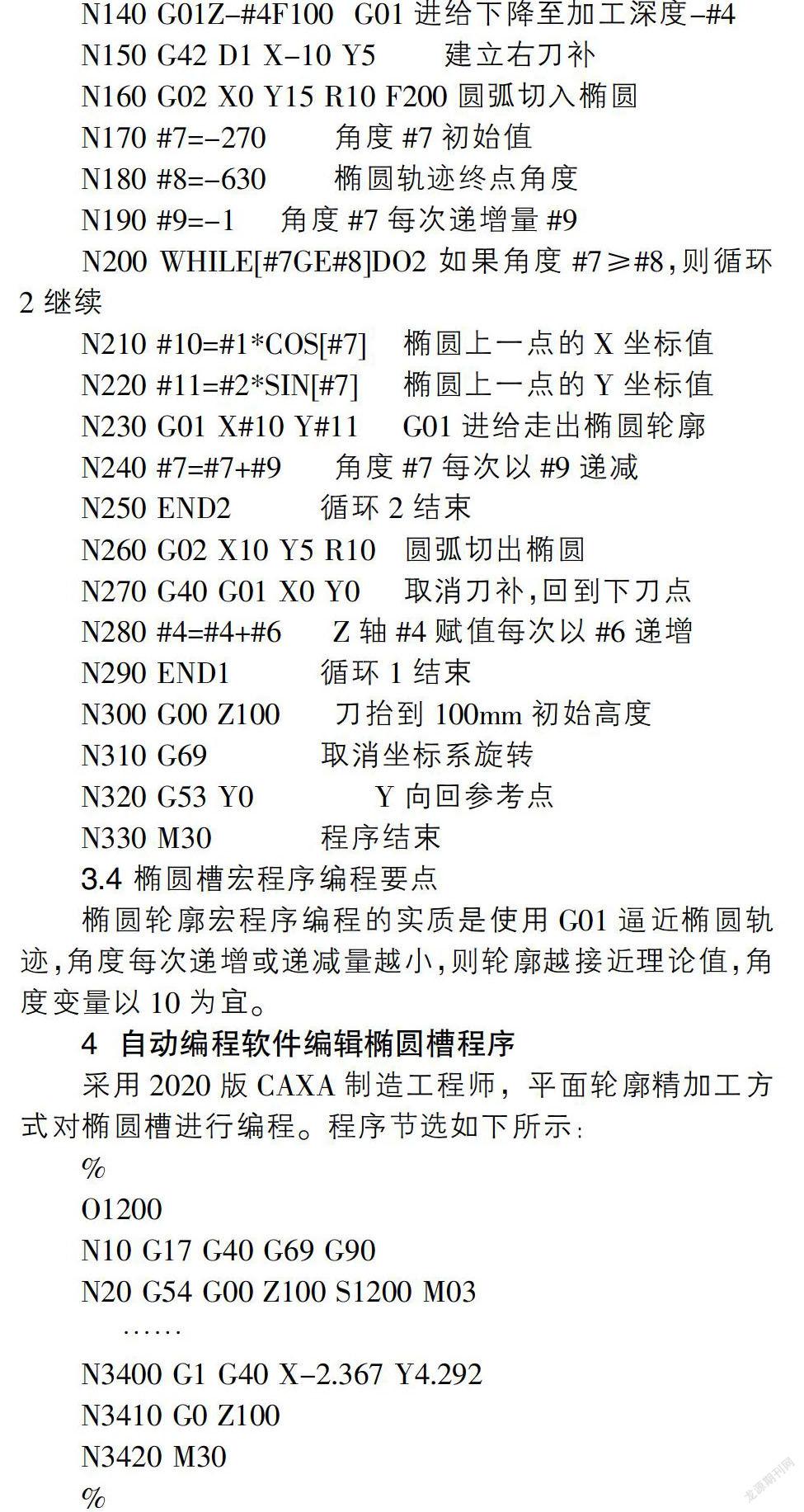
3.4 橢圓槽宏程序編程要點(diǎn)
橢圓輪廓宏程序編程的實(shí)質(zhì)是使用G01逼近橢圓軌跡,角度每次遞增或遞減量越小,則輪廓越接近理論值,角度變量以10為宜。
4? 自動編程軟件編輯橢圓槽程序
采用2020版CAXA制造工程師,平面輪廓精加工方式對橢圓槽進(jìn)行編程。程序節(jié)選如下所示:
%
O1200
N10 G17 G40 G69 G90
N20 G54 G00 Z100 S1200 M03
? ? ……
N3400 G1 G40 X-2.367 Y4.292
N3410 G0 Z100
N3420 M30
%
自動編程軟件出的程序有342行,遠(yuǎn)遠(yuǎn)超過宏程序編程的33行程序。且自動編程軟件出的程序只有坐標(biāo)值,無法查看邏輯運(yùn)算過程,不直觀不利于程序的閱讀與檢查。
5? 總結(jié)
通過橢圓槽的加工程序編寫分析,可以看到,使用宏程序編程較自動編程軟件更為簡練,加工軌跡可控性較高,對于數(shù)控系統(tǒng)的硬件要求較低,不占用較多存儲內(nèi)存。學(xué)習(xí)宏程序編程方法,相對自動編程軟件更能快速掌握與使用,有效降低編程學(xué)習(xí)難度。能夠方便操作者進(jìn)行手工編程,鍛煉編程能力,是編程思維建立的重要部分。
參考文獻(xiàn):
[1]潘廣明.基于FANUC系統(tǒng)的端蓋、軸承座類零件加工宏程序開發(fā)及應(yīng)用研究[D].河北科技師范學(xué)院,2020.
[2]鐘兵.基于FANUC 0i系統(tǒng)橢圓工件的宏程序編程分析[J].機(jī)械工程與自動化,2020(06):189-190.
[3]張寧菊.基于FANUC 0i系統(tǒng)的球面加工宏程序[J].機(jī)電工程技術(shù),2014,43(10):38-39,63.
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年11期)2020-12-14 06:59:52
人大建設(shè)(2019年12期)2019-05-21 02:55:44
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
中山大學(xué)法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32