非圓活塞車削加工技術現狀研究
2021-09-10 07:22:44薛笑運白金柯
內燃機與配件 2021年14期
薛笑運 白金柯
摘要:活塞是內燃機的主要組成部分,為了減少因為熱變形原因活塞在運動過程中出現阻塞現象,必須在低溫條件下將活塞裙制成特定形狀,即非圓狀,并慢慢將非圓活塞來取代傳統的圓柱形活塞。本文分析了當前我國非圓活塞外圓車削的加工方法以及活塞結構,并闡述了國內研究現狀和已取得的研究成果。最后指出異形外圓車削技術的發展方向及目前存在的不足,希望為有關的從業者提供幫助。
關鍵詞:非圓活塞;異形外圓車削;內燃機
中圖分類號:TG51? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)14-0099-02
0? 引言
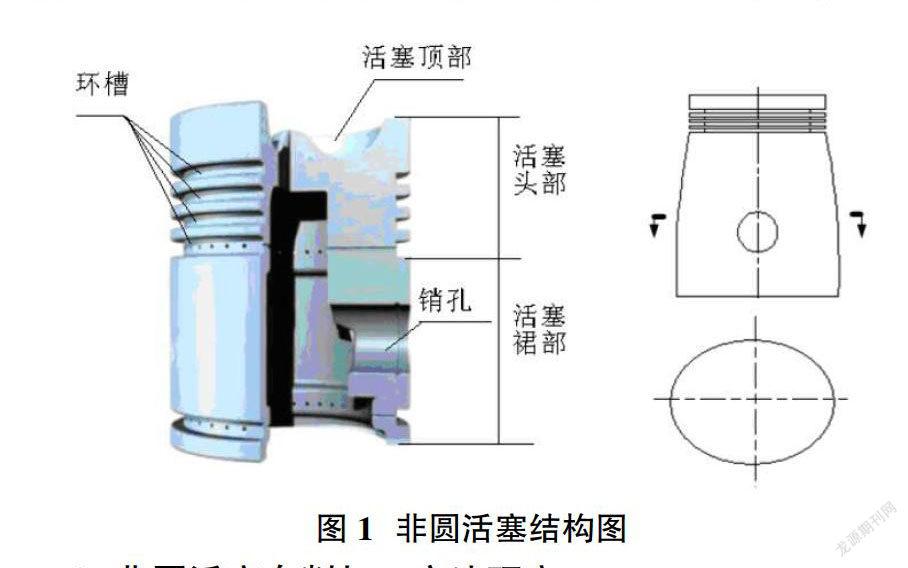
內燃機是燃料在汽缸內燃燒,產生高溫、高壓氣體推動活塞做功的一種機械,其中活塞在運動過程起到關鍵作用。汽缸工作時局部溫度高達2000 ℃,活塞在高溫下往復運動極易變形并造成缸體磨損,導致機油泄漏到燃燒室,因此,做好活塞形狀設計尤為重要。通常把活塞設計為非圓形,工作受熱后,其裙部變為圓柱形,能減少與缸體的摩擦,延長工作壽命。非圓活塞的結構如圖1所示。與傳統的鑄造、磨削加工等相比,車削加工擁有較高的安全技術,是機械制造行業中使用最為廣泛的加工方式之一。多年來,非圓活塞等零件的車削加工技術的研究取得了較大的進步,但在實際應用場景中,還存在諸多待解決的難題。
1? 非圓活塞車削加工方法研究
由于非圓活塞復雜的外形結構和高精度的使用要求,采用車削的方式加工活塞效率較高。早期典型的車削加工方法有機械運功合成加工法和靠模仿形法。隨著計算機技術、數控車床的發展,數控加工法逐漸取代前兩種加工法成為主流。
1.1 機械運動合成法
機械運動合成法通過機械結構的移動來生成路徑以供車削運動,依照機械結構活動路徑的區別,可以分為套車法、偏心法和周轉輪系法等[1]。套車法利用了圓柱體的非正交截面為橢圓形的原理。目前,我國大連組合機床開發出的ZHS-173立式單軸套車床就是使用套車法:工件周圍車刀環繞并以極高的速度往復旋轉形成主切削運動,在回轉中,工件會跟刀具產生固定角度的夾角,并且會順著工件的軸線方向遞進。套車法的使用較為單一,只能對標準橢圓截面的零件實施加工。
偏心法是通過偏心運動機構使刀具有了進行切向運動時所需要運動的軌跡,一般由凸輪機構、曲柄連桿機構等組成偏心運動機構。
周輪轉系法使用的是行星輪機構,是通過行星輪和工件在同軸的旋轉,加工出所需的各種不規則形狀的外圓零件。
通過使用專門的機床來實現不規則形狀的外圓零件車削加工的目的就是機械運動的合成法。這種方法的優點是:加工的精度比較高,可以高效率的生產,很適合工廠的大量生產。缺點是:每種類別的異形外圓零件只能被同類別的一種機床所加工,且柔軟性較差,不能夠滿足多類別小量生產的需求。
1.2 靠模仿形法
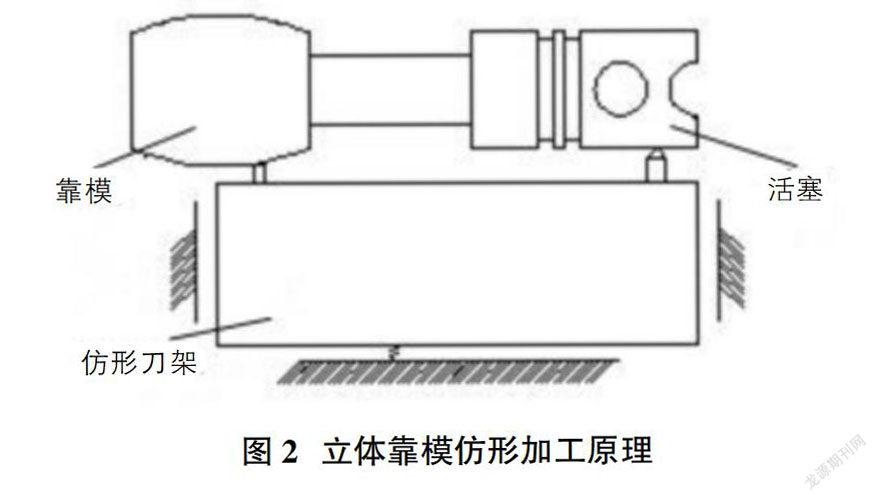
靠模仿形法生產所需的表面形狀,是由靠模控制的工件與車刀產生相對的運動軌跡所形成的。靠模仿形法通過形狀區分可以分為兩類,分別為立體靠模仿形法與平面靠模仿形法。平面靠模仿形法在工廠里的使用較多,通過凸仿形結構來對活塞裙部中的凸性線進行加工;通過使用變杠桿比凸輪仿形機構來加工橢圓形產品;一些工廠中的斜面仿形后刀架通常用來加工活塞的頭部。立體靠模仿形法在我們國家的沈陽機床廠所制造的SI-240B型活塞外圓車床得到了充分的展示,如圖2中所示:車床主軸和主軸上裝卡的轉動是保持同步的,靠模與活塞接連在一起,機械仿形機構使車刀與靠模的形狀軌跡相同,從而可以通過機床一刀將活塞異形外圓直接加工出來。活塞所制作出來的異形外圓跟立體靠模制作出來的異形外圓看上去十分相像,但又不完全相同。仿形機構會有響應滯后的特性,立體靠模則會根據這個來做一定程度的改正。數控磨削的方法通常使用在立體靠模中。
靠模型法與機械運動的合成法對比:其優點是適合多種的活塞進行加工,加工的范圍很廣,面對不同種類的活塞零件,只需要更換成相對應的靠模就可以進行加工。靠模型法對復雜截面形狀的活塞也同樣能加工,比如非標模型的截面;缺點是加工的精度不高,因為里面所用的仿形機構太多了,所以每個環節易出現裝配誤差,以及設備剛性對整個加工精度會有不小的影響;生產預備期偏長,每當更換活塞的類別時,都需要重新測量活塞尺寸,設計并且制造相對應的靠模。
1.3 數控加工法
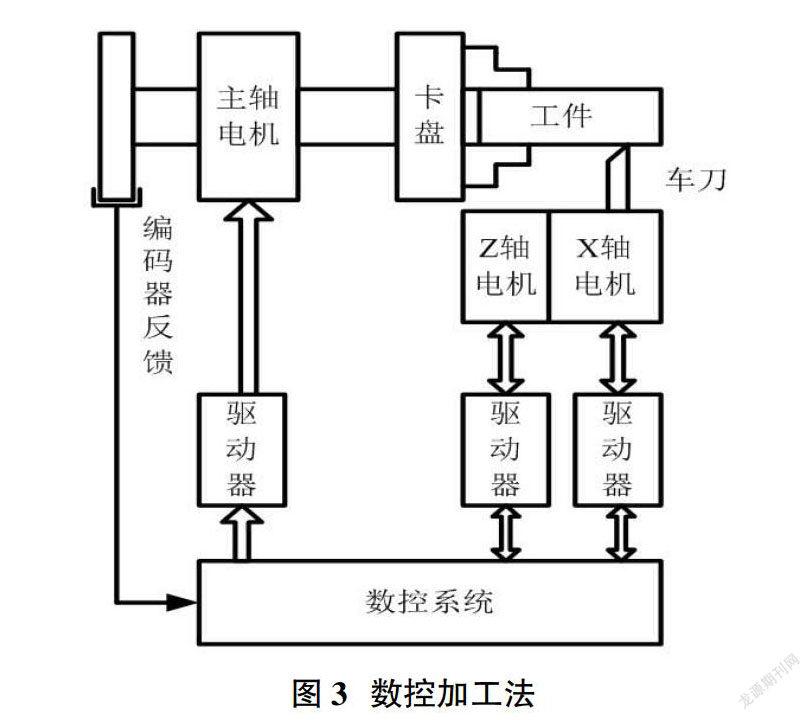
數控車床加工又被業界人士稱之為“軟靠模”加工,是將活塞外形的各項數據通過編程輸入到計算機中,由計算機控制車床進行加工,直接加工出所需要的活塞外圓形狀[2],如圖3所示。由于數控加工具有提高加工生產的效率和產品質量的優點,因此,大部分國家都在數控活塞車床領域投入了大量精力,且頗有成效,如:美國的PTM-3000型數控活塞車床;日本的BL9非圓形數控活塞車床。國內的多所一流院校也都陸續投入精力研究數控活塞
車床。
數控車床加工方法相比機械運動合成法、靠模仿形法具有很多優點,如:因其主軸轉速高,所帶來的加工速度快,生產效率高,加工外形的精準度高等;加工類型多,能夠對市面上常見的各種活塞零件異形外圓進行加工,對小批量、差異化零件的自動化生產尤為擅長,只需要改變輸入計算機的參數就可以改變加工零件的型號;加工出來的零件精準度誤差不超過2μm。但數控活塞車床的造價太高,不能大批量的應用推廣,這是其最大的缺點。
2? 當前國內活塞設備加工技術現狀
技術發展至今,國內的活塞加工廠商們使用頻率最高的活塞型面生產方法主要包括立體靠模仿形法和數控加工法兩種。活塞成品中有90%是用立體靠模車床加工的,而剩下的10%是用數控活塞車床生產。雖然立體靠模車床在生產速度和產品質量上都劣于數控活塞車床,但是立體靠模車床的投資成本要遠小于數控活塞車床,所以在今后的相當長一段時間內,立體靠模車床的地位還不會被數控活塞車床所取代。結合以上數據,在我國的活塞加工制造產業中,立體靠模車床的作用主要是在生產車間來大量加工生產活塞產品,而數控活塞車床則應用于研究機構進行活塞生產的技術研究與開發。
從活塞加工車床的發展可以知道,異形非圓柱車削加工技術的發展方向主要集中在以下兩點:第一種是數控技術在車削加工中的應用,即數控車床在設定好的數控程序下直接加工活塞。自20世紀末以來,我國許多科研機構和制造商都進行了計算機數字控制機床(Computerised Numerical Control Machine,CNC)活塞車床的開發。其中,研究和開發集中在誤差較小的微進給機構上,并且大多數微進給機構都使用電磁驅動的線性電動機。第二種是立體靠模法,即如何生產小誤差的活塞立體靠模。目前我國大多數活塞加工制造商的立體靠模仍使用縱線包絡法在CNC磨床上進行制造,但是成品活塞靠模的外輪廓是一種不規則的多邊形,截面精度低,而且此加工方法的生產效率低。因此,未來活塞加工技術的重要研究方向之一便是活塞加工磨床的研究與開發。
3? 目前存在的問題
3.1 微進給機構的研制
微進給機構的性能越好,加工精度也就越高,因為活塞異形外圓數控機床進行車床加工時,是由微進給機構控制車刀進行加工的。現在本土研發的微進給機構的精度控制在 10μm左右,可以讓直線工作行程范圍控制在1~2mm,同時保持響應頻率為在50~200Hz之間,讓微進給分辨率保持在1μm。現在數控機床對活塞精度的要求也越來越高,急需研發出各方面都更加優良的微進給機構。
3.2 精密控制系統的開發
為了使活塞異形外圓在進行數控車床加工時更加精密,不但需要精度更高的微進給機構,同時也需要更精密地能夠實現實時控制功能的控制系統。比例-積分-微分(proportional-integral-derivative,PID)閉環控制是現在國內高端數控車床經常采用的車床控制系統,該系統的前反饋機制能夠有效地克服直線微進給機構延時響應帶來的不良影響,從而讓加工精度變高[3]。但是PID閉環控制的穩定性較差,而且微進給機構在前反饋機制的作用下,頻率特性的識別率較低,存在一定的誤差值。因此提高加工精度,完美達到加工要求成了一個難題。目前最急需做的是研發一套精度更高的控制系統來滿足新科技革命下的發展趨勢。
3.3 活塞靠模磨床的進一步研發
在連續大規模流水線上生產活塞,加工活塞異形外圓主要還是使用立體靠模車床,所以立體靠模的精度是影響活塞精度的主要因素。然而依靠數控磨床加工立體靠模的工廠在我國占據大多數,這些工廠自身磨床加工出來的產品精度沒有保障,加工的效率也比較低。為了與生產所需相適應,研發出精度更高的活塞靠模磨床是當下迫切需要解決的事情。
參考文獻:
[1]辛紅敏.中凸變活塞加工數控系統的研發[D].河南:河南科技大學,2011.
[2]馬曉明.采用直線電機的高速進給機構的參數優化和控制的研究[D].鎮江:江蘇科技大學,2005.
[3]徐陶祎,劉琴濤.基于PID控制算法的智能控制試驗平臺系統設計[J].制造業自動化,2014(22):71-72.