轉向架構架焊接修復性能研究
2021-09-10 07:22:44孫志鵬張林儒李志強
電焊機 2021年2期
關鍵詞:轉向架
孫志鵬 張林儒 李志強

摘要:以動車轉向架常用S355J2+N厚板為研究對象,針對轉向架構架制造完成后中厚板出現母材缺陷進行焊接修復后的性能研究。制作模擬修復接頭并對其進行拉伸試驗、彎曲試驗、沖擊試驗和硬度檢測,并對修復后的轉向架部件進行靜強度及疲勞強度試驗驗證。結果證明,轉向架部件焊接修復后的性能完全能夠滿足標準要求,為實際生產中的焊接修復作業提供了理論依據。
關鍵詞:轉向架;缺陷修復;強度驗證
0? ? 前言
隨著高速鐵路的飛速發展,對高速動車組的技術要求也越來越高,轉向架構架作為高速動車組的重要組成部件,其質量要求更加嚴格。在動車組運行過程中,轉向架構架承受著極其復雜的交變載荷作用,極易導致焊接結構的轉向架構架產生疲勞損失,降低其自身的安全性能。在轉向架生產過程中,加工后鋼板遺漏在表面的缺陷偶有出現,為減少浪費,研究轉向架成品部件的焊接修復十分必要。
針對轉向架構架中中厚板加工后出現的缺陷,文中采用MAG焊接方法對其進行修復,并按照相關標準和要求進行檢測和試驗分析,為實際構架焊接修復提供理論依據。
1 試驗材料及方法
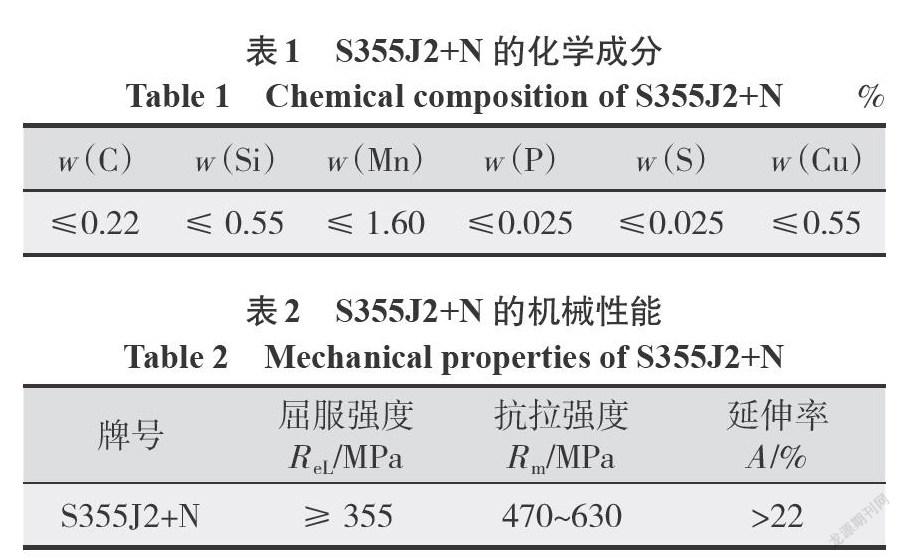
試驗材料為動車組構架常用S355J2+N鋼板,板厚為16 mm,鋼板的化學成分及性能分別如表1、表2所示。
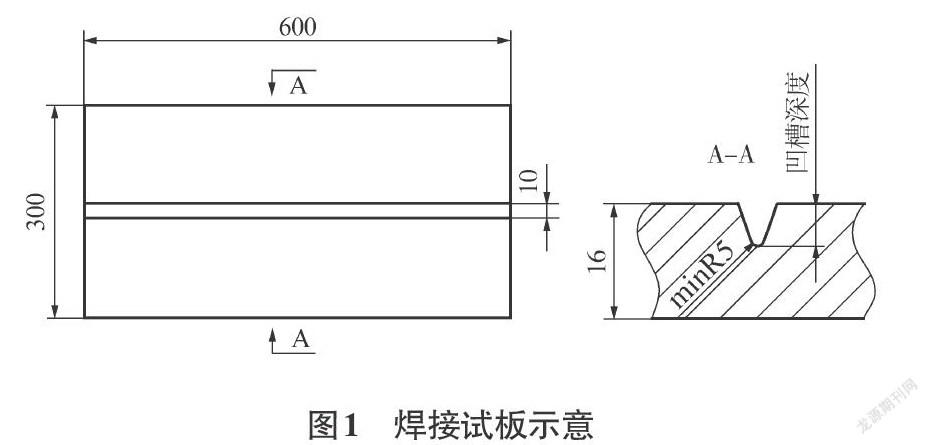
焊接修復試驗采用MAG焊,混合氣體為φ(Ar)82%+φ(CO2)18%,試驗焊絲為ER80S-G,直徑φ1.0。試驗用焊接試板尺寸:16 mm×300 mm×600 mm,加工模擬缺陷深度分別為3 mm、5 mm、8 mm、10 mm,如圖1所示,對應的試板編號為M1、M2、M3、M4。依照圖1準備試板進行焊接,焊前采取反變形約束防止焊接變形,焊后不允許矯正。試驗共需制備4組合格試件,沿用試板編號為M1、M2、M3、M4。
2 試驗驗證及分析
針對轉向架構架中中厚板加工后出現的不同深度缺陷進行焊接修復后,對其常規力學性能進行試驗,驗證焊接工藝和焊工技能[1-3]。試驗內容主要包括接頭組織性能試驗、拉伸試驗、彎曲試驗、沖擊試驗、硬度試驗、宏觀組織以及微觀組織分析。選取一個轉向架的部件進行缺陷修復,驗證修復后該部位的強度,對補焊修復后的構架進行靜強度及疲勞強度試驗。
2.1 拉伸試驗
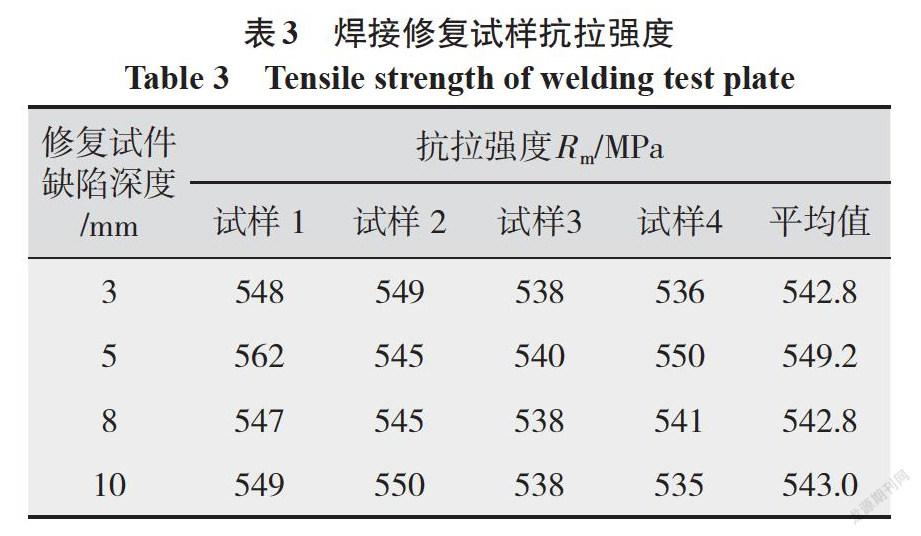
對不同缺陷深度的修復試件進行抗拉強度測試,按照EN895[4]標準進行測試,要求試樣的抗拉強度均不小于母材金屬規定的最低值,使用YDL500電液伺服萬能試驗機進行拉伸試驗,拉伸速度2 mm/min,測試結果如表3所示。
由表3可知,焊接修復后的試件抗拉強度最小值為535 MPa,均值在540 MPa以上,根據EN10025標準,S355J2+N的抗拉強度下限為470 MPa,試件的抗拉強度均高于母材,焊接修復后的接頭性能符合要求。
2.2 側面彎曲試驗
采用YDL500電液伺服萬能試驗機對焊接接頭依照標準EN910[5]進行180°橫向側彎試驗,每組接頭試樣數為4個,試驗時試樣在任何方向上不得出現大于3 mm的單一裂紋,彎曲用成型輥直徑為4 t,彎曲角為180°。試驗結果表明,彎曲試驗后試驗件均完好,其彎曲性能符合要求。
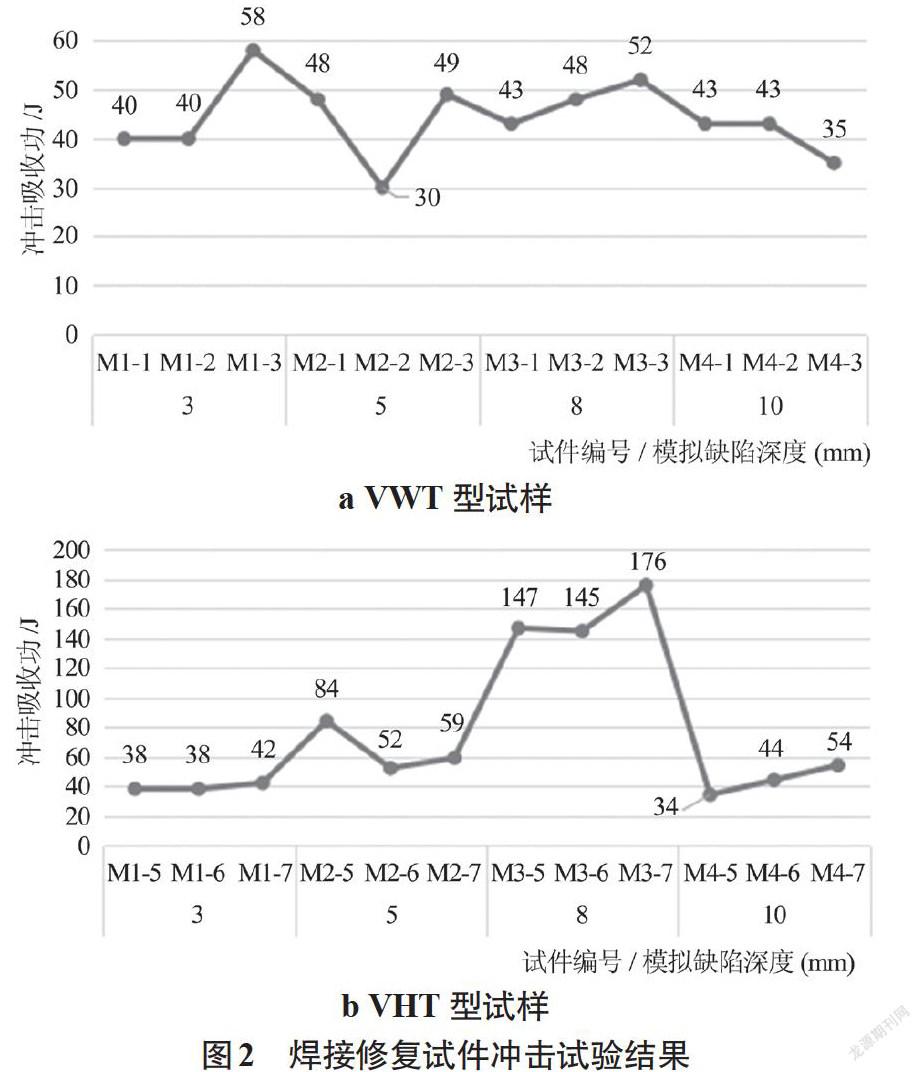
2.3 沖擊試驗
動車組轉向架構架技術要求動車組轉向架需適應我國不同地區,特別是高寒地區。為此,按照EN875標準在-40 ℃下進行焊接接頭沖擊試驗。使用VWT型試樣和VHT型試樣,每組3個試樣的平均值應不低于27 J。根據試驗結果來看,焊縫、HAZ的沖擊功最小值為30 J,均符合標準要求,即-40 ℃時接頭沖擊功不低于27 J。試驗結果如圖2所示。
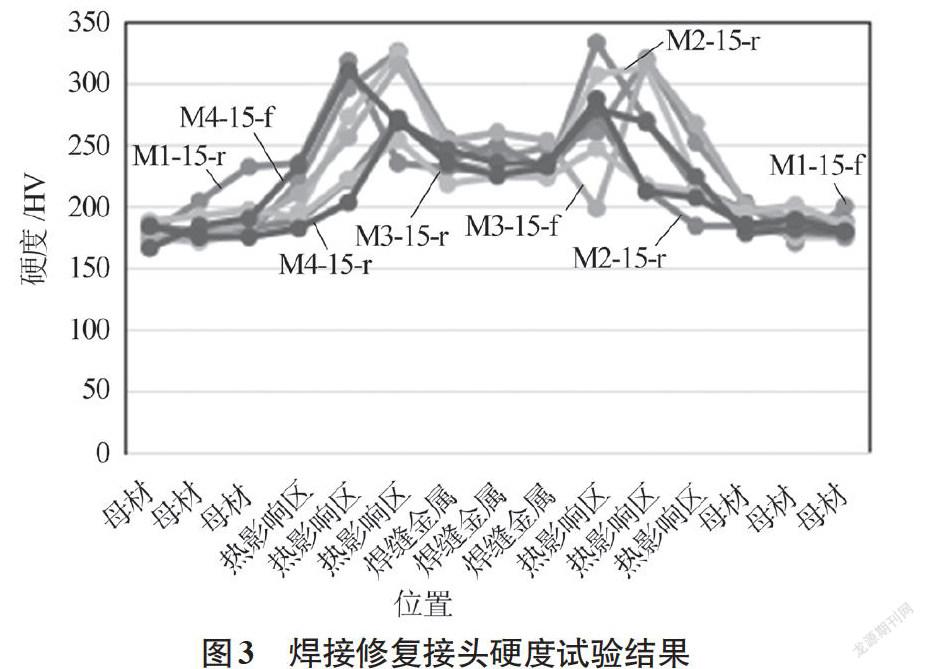
2.4 硬度檢測
依據EN1043-1(HV)標準選定焊接區、熱影響區和母材金屬進行硬度測試,試驗載荷為HV10。從檢測結果(見圖3)可以看出,修復后的接頭試件最高硬度出現在熱影響區,為333 HV,小于規定值(不超過380 HV),故修復后的焊接接頭各部位硬度均符合要求。
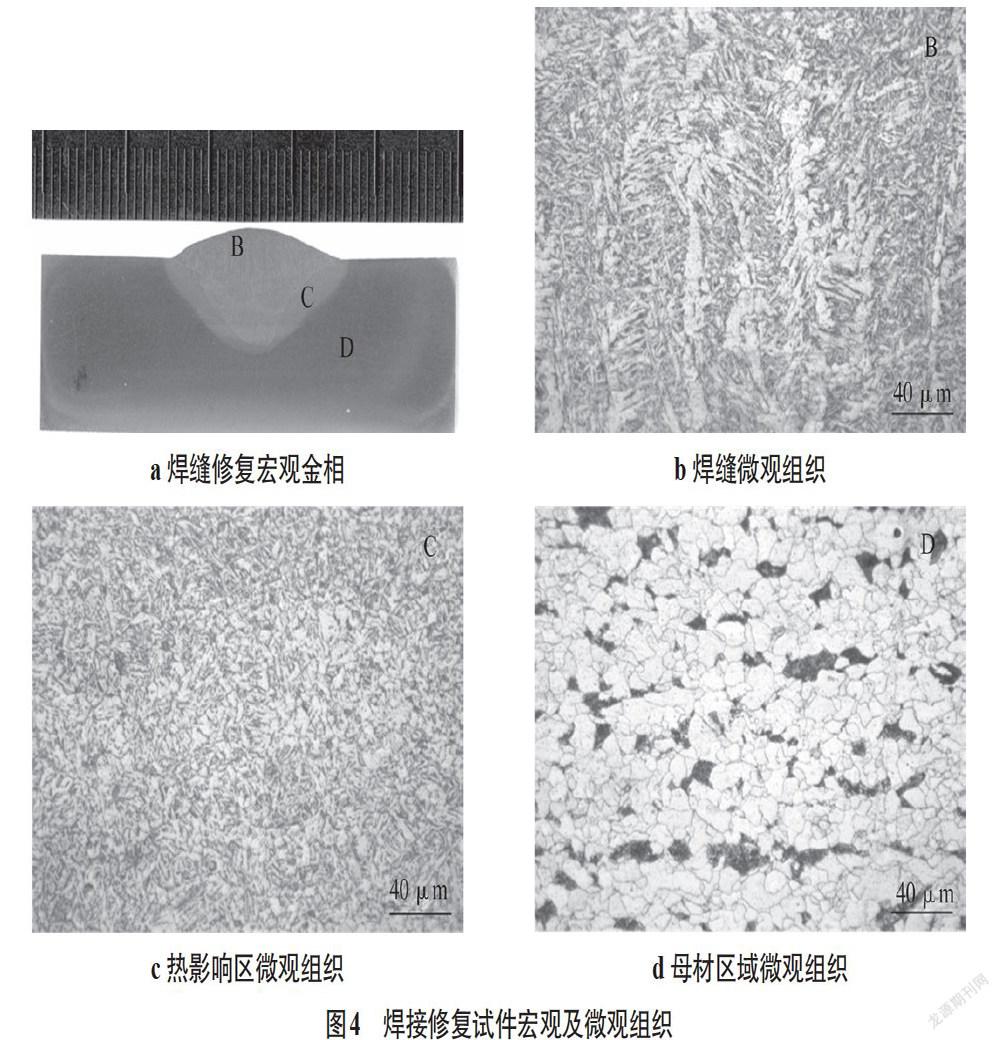
2.5 宏觀檢驗和微觀組織分析
圖4a為修復后的焊縫宏觀照片,無焊接咬邊缺陷,按照EN1321進行宏觀檢測,未見焊接缺陷。圖4b為焊縫區微觀組織,為柱狀晶組織,先共析鐵素體沿冷卻速度方向呈片條狀,并伴隨著少量魏氏組織,晶內為針狀鐵素體和粒狀貝氏體。圖4c為熱影響區組織,由細小均勻的塊狀鐵素體和珠光體組成的典型正火組織。按照標準GB/T13298(或EN1321)對焊縫(表層、底層、層間)、熱影響區和母材區域的微觀組織分析,均未見微觀裂紋。
2.6 部件修復試驗
構架部件加工完成后,在齒輪箱座母材區域發現原始氣孔缺陷,對此進行補焊修復,如圖5所示。為驗證修復后齒輪箱部位的強度,對補焊修復后的構架進行靜強度及疲勞強度試驗。
構架的強度試驗分為靜強度試驗和疲勞強度試驗,其中靜強度試驗包括超常載荷試驗和運營載荷試驗。
試驗載荷包括構架二系空簧座垂向載荷和齒輪箱座載荷。
超常載荷試驗下構架上的最大應力為194 MPa,最小應力為-242.1 MPa,其當量應力均未超過材料的屈服極限;卸載后,構架未出現永久變形;超常載荷試驗結果符合要求。
運營載荷試驗的測點均落在疲勞極限范圍之內,運營載荷試驗結果符合要求。
疲勞試驗分三個階段進行,其中1~6×106 次為第一階段,6×106~8×106次為第二階段,8×106~1×107次為第三階段;在完成2×106、4×106、6×106、8×106、1×107次循環時分別進行探傷檢查,均未發現裂紋;疲勞試驗結果符合要求。
3 結論
針對S355J2+N材料在轉向架生產過程中出現的缺陷,通過模擬不同深度缺陷焊接修復和部件的真實缺陷焊接修復試驗,得出如下結論:
(1)焊接修復模擬試驗結果顯示,不同深度缺陷金相組織相似,焊接試樣的母材、焊縫金屬及熱影響區均未見焊接缺陷。
(2)模擬試驗試樣的性能分析顯示,焊接修復區域硬度符合要求;180°彎曲試驗后試樣完好,其彎曲性能良好;模擬不同深度缺陷修復的試件接頭抗拉強度均大于470 MPa,沖擊功均大于27 J (-40 ℃),均滿足標準要求。
(3)部件修復后,進行構架的靜強度和疲勞強度試驗,結果均符合要求,表明該方法修復構架部件是可行的。
參考文獻:
張禹,師學禮,王強,等.某電廠P92鋼主蒸汽管焊縫缺陷分析及焊接修復[J].焊接技術,2019,48(9):156-158.
侯懷宇,賈玉強.裂解氣壓縮機汽缸缸尾密封面補焊工藝[J].電焊機,2019,49(5):96-99.
中國機械工程學會焊接學會.焊接手冊(焊接方法與設備) [M].北京:機械工業出版社,2012.
EN895-1995金屬材料焊接破壞試驗-橫向抗拉試驗[S].
EN910-1996金屬材料焊接的破壞試驗-彎曲試驗[S].
猜你喜歡
湖南大學學報·自然科學版(2025年6期)2025-07-16 00:00:00
裝備制造技術(2021年5期)2021-08-14 01:44:56
裝備制造技術(2021年2期)2021-07-21 05:38:24
哈爾濱鐵道科技(2020年4期)2020-07-22 02:22:28
制造技術與機床(2019年12期)2020-01-06 03:17:46
經濟技術協作信息(2018年18期)2019-01-23 07:17:20
西南交通大學學報(2018年5期)2018-11-08 10:58:26
現代城市軌道交通(2018年5期)2018-05-28 02:19:35
現代工業經濟和信息化(2016年1期)2016-05-17 05:33:38
鐵道運營技術(2015年3期)2015-12-23 09:27:14
