調幅式振動刀柄的設計與有限元仿真分析
2021-09-10 07:22:44劉輝王馳王鯤孫力強
機電工程技術 2021年2期
劉輝 王馳 王鯤 孫力強




關鍵詞:低頻振動鉆削;刀柄設計;調幅;有限元分析
0引言
隨著機械制造技術的不斷發展和新型材料應用的日益增多,對于孔加工技術的要求和難度也在不斷提升,尤其是在難加工材料的小深孔鉆削時,由于鉆頭直徑小、剛度差、強度低,因而極易折斷,同時材料韌性高,不易斷屑和排屑,深孔鉆削溫度高使得鉆頭磨損嚴重,孔加工質量難以保證,這使得傳統的鉆削工藝顯示出極大的局限性。自1954年日本學者隈部淳一郎提出振動切削理論以來,越來越多的專家學者投身于振動切削領域的研究。隨著近些年的發展,振動鉆削在小深孔和難加工材料孔加工方面具有較好的工藝效果,能夠顯著降低鉆削力和切削溫度、提高孔尺寸精度和表面質量、降低出口毛刺等翻,突顯出其獨特的優勢及廣闊的應用前景。
振動鉆削工藝的優越性很大程度上依賴于振動鉆削裝置系統的性能,因此對于振動鉆削裝置的研究,國內外專家學者們也付出了不少努力并取得了一些研究成果。常見振動鉆削裝置的主要形式有機械式、液壓式、電磁式和超聲式,其中機械式振動鉆削裝置結構簡單、造價低廉,切削過程中振動參數受負載影響較小,使用維護方便,因而得到廣泛應用。法國MITIS振動鉆削技術通過在恒定的進給運動基礎上,疊加正弦往復運動而形成周期性振動,該技術主要用于鉆削飛機引擎加工中的難加工孔,如疊層鉆孔、深孔鉆削和難加工材料鉆孔等;董香龍等利用偏心輪原理設計了一種輥筒式振幅無級調節振動臺。
目前,國內對于振動鉆削裝置的研究,多以有源的高頻振動為主,且大多都是安裝在工作臺上,存在占用空間大問題;法國MITIS公司雖已開發研制出多種型號振動刀柄,但由于其核心技術保密且售價高昂,難以在國內推廣使用。針對上述問題,為了提高孔加工質量,降低加工成本,本文設計了一種振幅可調式軸向低頻振動刀柄,并經過模型簡化通過Abaqus CAE有限元軟件研究了GH4169高溫合金軸向低頻振動鉆削相對于普通鉆削的部分工藝特性。
1調幅式軸向低頻振動刀柄的設計
1.1工作原理
所設計的調幅式軸向低頻振動刀柄是一種自激式激振裝置,通過端面為圓環形正弦曲面的“激振子”實現主軸周向旋轉運動轉化為刀柄軸向振動,振幅在0~0.2mm范圍內可調,無需再增加額外的激振裝置,刀柄尾部采用DIN 69871型,適用于通用機床,整體結構簡單緊湊、應用方便、適應性強。
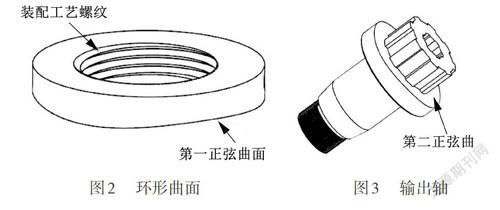
調幅式軸向低頻振動刀柄的結構示意圖如圖1所示,工作時,機床主軸經過輸入軸1通過花鍵結構將扭矩傳遞給輸出軸15,并通過卡簧16和夾緊螺母17帶動鉆頭做旋轉運動。在環形曲面6下端面和輸出軸15的上端面,分別開設有振幅為0.1mm,周期為3的2個相同的環形正弦曲面,分別記為第一正弦曲面和第二正弦曲面,如圖2~3所示。輸出軸15上端內部通過花鍵結構與輸入軸1連接,外部通過花鍵副帶動分隔圓環9轉動,上排滾珠保持架8和下排滾珠保持架11均周向等間距開設有3個定位通孔,6個相同的滾珠分別一一對應地滾動放置于上排滾珠保持架8和下排滾珠保持架1l的3個定位通孔內,要能保證滾珠既能夠沿著上排滾珠保持架8及下排滾珠保持架11跟隨輸出軸15轉動,又能夠在復位彈簧12的作用下在第一正弦曲面和第二正弦曲面之間上下軸向浮動。輸出軸15在壓縮復位彈簧12的作用下始終按照所設計的環形正弦曲線軌跡上下振動,也即實現了刀具的振動。其優點在于輸入軸轉動1周,刀具可以實現3個周期的振動,正弦曲面的正弦周期數和機床的主軸轉速共同決定振動刀柄的振動頻率,而幅值的變化是通過轉動調幅固定桿驅使環形曲面上第一正弦曲面與輸出軸上第二正弦曲面之間產生不同的相位差來實現。由此,實現加工不同材料時采用不同振動參數的目的,既而實現了深孔的振動鉆削加工。
1.2振幅調整機構與原理分析
軸向低頻振動刀柄整體布局如圖4所示,在機床主軸外圈上設置3個不同位置的振幅固定塊,分別對應0.1mm、0.15mm和0.2mm3種振幅,工作時主軸內圈與輸入軸1、輸出軸15同步旋轉,調幅固定桿19始終與外殼4和環形曲面6連接為一體保持固定。振幅調整是通過轉動調幅固定桿驅使環形曲面的第一正弦曲面與輸出軸上第二正弦曲面之間產生不同的相位差來進行幅值的變化,由此達到調幅的目的。調幅時,下排滾珠在調幅前后的運動軌跡保持不變,即輸出軸15與輸入軸1的位置保持相對固定,而上排滾珠的運動軌跡隨著環形曲面6轉動的角度不同,其運動軌跡也有所不同,既而會產生不同的相位差,疊加后所得到的鉆頭的運動軌跡也會不同,由此便實現了振幅的調整。
2軸向低頻振動鉆削仿真分析
2.1仿真前處理
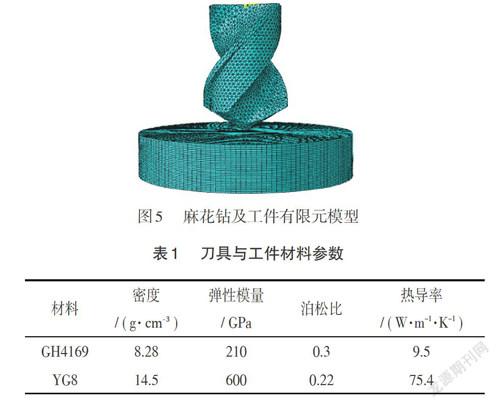
為了便于仿真分析,將設計的軸向低頻振動刀柄模型簡化為刀具,并在Abaqus CAE中建立三維鉆削仿真模型,如圖5所示。設置刀具為剛體,工件為塑性體。工件為4mmx1mm的圓柱形GH4169高溫合金材料;刀具為2mm YG8硬質合金麻花鉆,為了簡化模型,只取麻花鉆頭部一部分。表1所示為這兩種材料的基本參數。
有限元分析中,網格劃分的優劣對仿真結果有著很大的影響,為了平衡計算精度與計算效率,將工件加工區域的網格進行加密劃分,其余部分網格劃分比較粗糙。工件網格類型選擇八節點線性六面體縮減積分單元(C3D8R),單元數量為120780。刀具網格類型選擇四結點線性四面體單元(C3D4),單元數量為39396。
振動鉆削與普通鉆削的根本區別是在鉆削過程中通過振動裝置使鉆頭與工件之間產生有規律的、可控的相對振動,從而進行連續有規律的脈沖切削圈。振動鉆削時,刀刃上任意一點在軸線方向上的位移表達式為
由上式可得,軸向振動鉆削時,刀刃上任意一點在軸線方向上的速度表達式為:
2.2仿真結果分析
2.2.1鉆削軸向力分析
軸向力是鉆削過程中一個非常重要的工藝參數,軸向力過大會導致鉆頭磨損和發熱嚴重,降低加工效率和孔加工質量。圖6所示為GH4169高溫合金軸向低頻振動鉆削和普通鉆削的軸向力對比波形圖,由圖可知,普通鉆削的軸向力隨著鉆頭的不斷鉆進而逐漸增大,達到最大值后逐漸趨于平穩,在某個值附近波動,其后隨著鉆頭的不斷深入和鉆出,軸向力緩慢減小。而軸向低頻振動鉆削的軸向力是一個振蕩上升的過程,這是由于軸向振動鉆削間歇性的鉆削特點,使得鉆頭與工件并非持續作用,在鉆頭接觸工件的瞬間達到局部軸向力的峰值,而在鉆頭與工件分離時軸向力幾乎降為零。同時,從圖中可以看出,普通鉆削軸向力的最大值是4687N,軸向低頻振動鉆削軸向力的最大值是2552N,相比于普通鉆削,軸向力最大值降低了46%。
2.2.2鉆削扭矩分析
在仿真時間1s時,分析兩種不同加工方式的扭矩分布,結果如圖7所示。扭矩的變化曲線與軸向力基本一致,普通鉆削的最大扭矩可達2187N·mm,而軸向振動鉆削的最大扭矩是592 N·mm,相比降低了73%。取穩定階段(0.7~1.1s)的平均扭矩,普通鉆削的平均扭矩是1749N·mm,而軸向振動鉆削的平均扭矩是352N·mm,相比下降了80%。可見,軸向振動鉆削能夠顯著降低GH4169高溫合金的鉆削扭矩,這對于提高加工效率和加工質量有著重要意義。
3結束語
(1)本文設計了一種振幅可調式軸向低頻振動刀柄,其結構簡單緊湊,應用和維護方便,振幅調整穩定可靠,無需添加額外激勵裝置,可直接安裝于機床主軸上,不占用機床工作臺空間。
(2)基于ABAQUS有限元軟件,對比分析了GH4169高溫合金在兩種不同加工情況下,軸向力和鉆削扭矩之間的差異,仿真結果表明,軸向低頻振動鉆削可以有效減小軸向力和鉆削扭矩,進而改善鉆削條件,提高孔加工質量。