增材制造結合熔模鑄造制備亞毫米級金屬點陣微結構的工藝研究
2021-09-10 07:22:44謝孝昌李能孫兵兵趙梓鈞熊華平
電焊機 2021年3期
謝孝昌 李能 孫兵兵 趙梓鈞 熊華平

摘要:基于增材制造方法,采用光固化成形工藝,結合熔模鑄造工藝制備出亞毫米直徑桁架的金屬點陣結構。首先對光固化成形工藝進行優化,最佳工藝參數為50 μm的單層厚度條件下,單層固化時間4.52 s,采用優化后的光固化成形工藝制備出樹脂基點陣結構,將其嵌入到熔模基體中,加熱將樹脂材料升華,形成支柱直徑為750 μm的孔隙模具,分別采用離心鑄造和重力鑄造兩種方法澆注ZAMAK3鋅合金,制備出金屬點陣結構。壓縮試驗表明,兩種鑄造技術制備的金屬點陣結構的機械強度相似,承受壓力載荷分別達到1.24 kN和1.30 kN。有限元分析的模擬結果與離心鑄造的結果更加接近,當變形量超過0.6 mm時,有限元模擬結果與實際變形情況開始出現偏差。
關鍵詞:金屬點陣結構;增材制造;立體光刻;熔模鑄造;微制造
中圖分類號:TG457.4? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)03-0008-06
DOI:10.7512/j.issn.1001-2303.2021.03.02
0? ? 前言
隨著科學技術的進步,從土木工程到汽車工業,甚至到航空航天領域的各種應用中,如何在最大限度地提高材料強度的同時,盡量減小相應結構的重量是一個重要的研究課題[1-2]。近年來,為了制造具有更高強度重量比的結構,使用微架構材料(也稱為超材料)而不是傳統的固體材料來創建點陣或泡沫結構,成為研究的熱點方向[3-4]。從歷史上看,點陣桁架結構通常應用于較大的長度范圍和結構尺寸(如橋梁和建筑物)。此類結構改進強度重量比的原理為:結構中的桁架在加載時主要承受軸向應力(拉伸或壓縮),因此能夠承受比彎曲模式更高的載荷[5]。在將這些結構擴展到毫米或更小的長度后,可以預計材料的強度和剛度會有實質性的提高[6]。
亞毫米級金屬點陣結構的制備一直是一個難題。最近在該領域的研究進展與增材制造工藝的出現有關。增材制造方法能夠制備具有可控孔形狀和尺寸的點陣結構,其中桁架直徑可以控制在亞毫米范圍內,但是當前大多數較成熟的工藝方法通常需要花費大量的時間和費用。例如,一些亞毫米晶格是直接用金屬激光燒結(DMLS)而成,價格昂貴[7]。另一種方法是使用光固化立體成形技術(SLA)制造樹脂基點陣結構,在這些點陣結構的表面使用電鍍工藝,隨后通過高溫蒸發掉樹脂基點陣,從而獲得空心的金屬點陣結構[8],但這種技術也十分昂貴且耗時。
文中通過熔模鑄造和增材制造工藝的結合,開發出一種低成本的亞毫米金屬點陣結構制備工藝,優化了光固化成形工藝參數,并結合實際測試結果和有限元模擬,分析了兩種熔模鑄造工藝制備的點陣結構的力學性能。
1 試驗方法及材料
文中金屬點陣結構的制備工藝路線為:使用SolidWorks軟件設計熔模→使用Stereo Lithograph Apparatus(SLA,光固化成形)制備熔模→將熔模組裝制備成鑄造用模具→將液態金屬傾倒入模具中成形零件(重力鑄造或離心鑄造)。
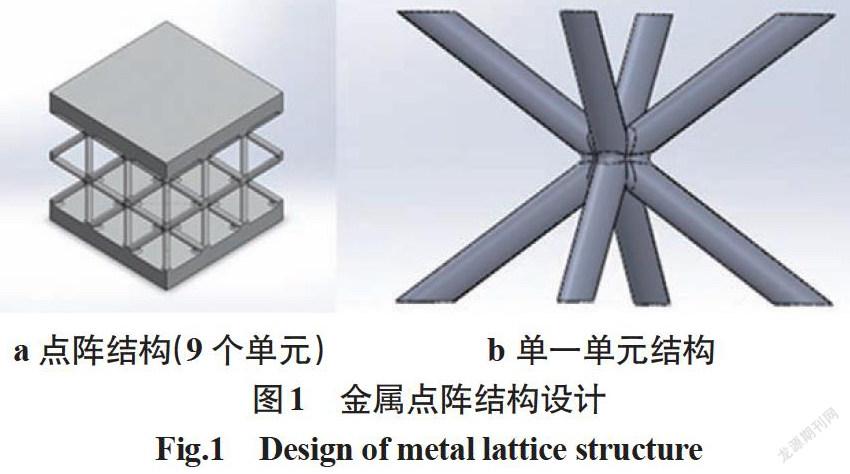
金屬點陣結構如圖1所示,點陣中的支柱直徑為750 μm。選擇體心立方(BCC)結構作為晶格單元,晶格由兩層9個單元組成,如圖1a所示,單元拓撲結構如圖1b所示。樣品的外形尺寸為20 mm(長)×20 mm(寬)×16 mm(高),頂部和底部平臺的厚度為2 mm。
三維CAD模型由Solidworks軟件生成。生成的STL文件在數字立體光刻(SLA)系統B9Creator1.2的定制軟件中導出并切片成一系列2D薄層。采用B9cherry樹脂逐層進行曝光處理,2D薄層的單層厚度為50 μm,平臺每一步升高50 μm。
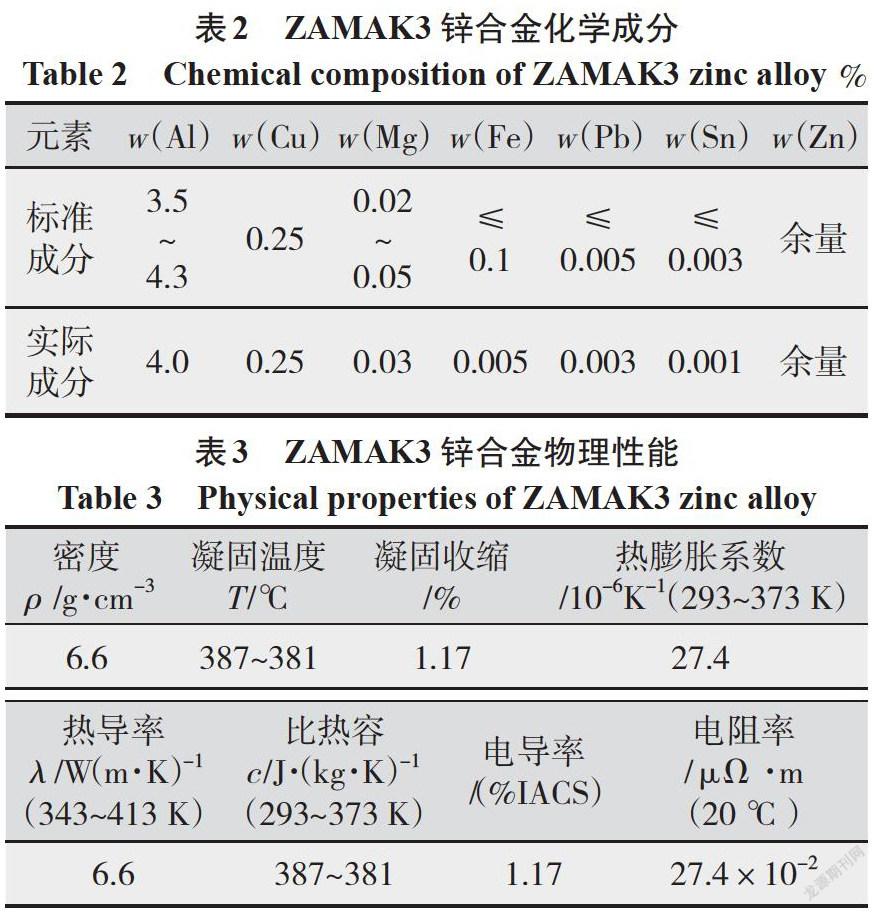
離心鑄造使用尺寸為44.45 mm(直徑)×44.45 mm(高)的圓柱形模具,重力鑄造使用尺寸為76.2 mm(直徑)×101.6 mm(高)的圓柱形模具。將Plasticast粉末(主要成分接近于石膏)與水以100∶38的體積比例混合均勻,為避免過早凝固,攪拌應在3 min內完成。然后將熔模混合物置于真空室中2 min進行脫氣。將脫氣后的熔模混合物倒入放置帶有樹脂基點陣結構的模具中;將模具置于真空環境中約1.5 min,并將熔模混合物填充至熔模燒瓶的上邊緣。在室溫下凝固2 h,硬化后,取下澆口底座,燒蝕掉樹脂基點陣結構,形成空心型腔。加熱過程的時間如表1所示。
在熔模鑄造過程之前,通過光固化成形制備的樹脂基點陣被燒蝕汽化,以產生澆注用的空心型腔,燒蝕過程中對熔模進行抽吸處理,將樹脂基點陣燒蝕形成的蒸汽排出,避免污染型腔表面。文中選擇的鑄造用合金為ZAMAK3鋅合金,其熔點低(385 ℃)、在熔融狀態下流動性好,得到廣泛應用。
ZAMAK3鋅合金的化學成分如表2所示,其基本物理性能如表3所示。
為了制備用于力學性能試驗的樣品,將用作熔融金屬進出點陣結構導管的金屬管和纖維鋸斷,對晶格結構的頂面和底面進行平整和拋光。在室溫下使用INSTRON 3367試驗機進行壓縮試驗,記錄載荷和位移,加載速率設置為5 mm/min。
2 結果與討論
2.1 光固化工藝優化
光固化成形工藝在增材制造形狀較復雜的三維結構時,豎直方向的單層厚度是影響成形精度的關鍵因素。一方面,光敏樹脂原材料會直接影響單層厚度,另一方面,單層厚度也受到光固化能量的影響[9-11]。
Choi等人的研究結果表明[12],單層厚度與光固化能量之間的影響規律可用式(1)表示:
式中 Emax為成形過程中接收到的光能;Ec為成形時所需的最小能量;Dp為光固化過程中,能量減弱到1/e時的單層厚度;Cd為單層厚度。
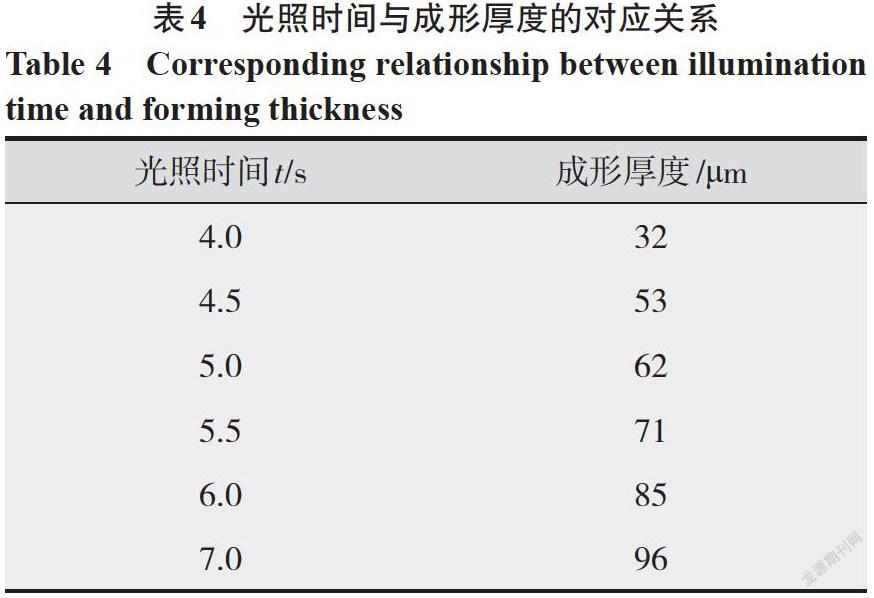
在光固化成形工藝中,能量輸入主要通過光照時間的調整而變化,在光強一定的情況下,照射一段時間實現單層成形層的制造,測量該單層固化層的厚度。通過試驗統計不同的光照時間與成形厚度之間的關系,得到最佳工藝參數,進一步制備復雜點陣結構。在入射光功率一定的前提下,成形厚度與光照時間的關系數據如表4所示。
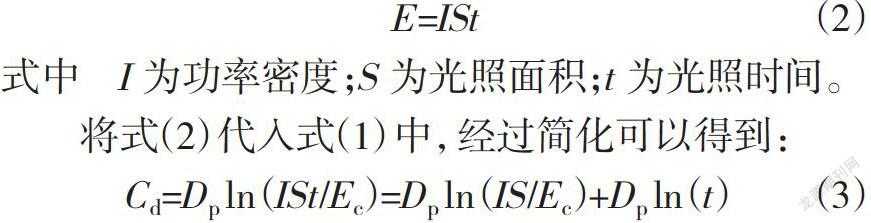
Choi等人的研究成果表明[12],在入射光功率一定的情況下,光固化位置所接受的光照強度與固化時間成正比,即:
式中 I為功率密度;S為光照面積;t為光照時間。
將式(2)代入式(1)中,經過簡化可以得到:
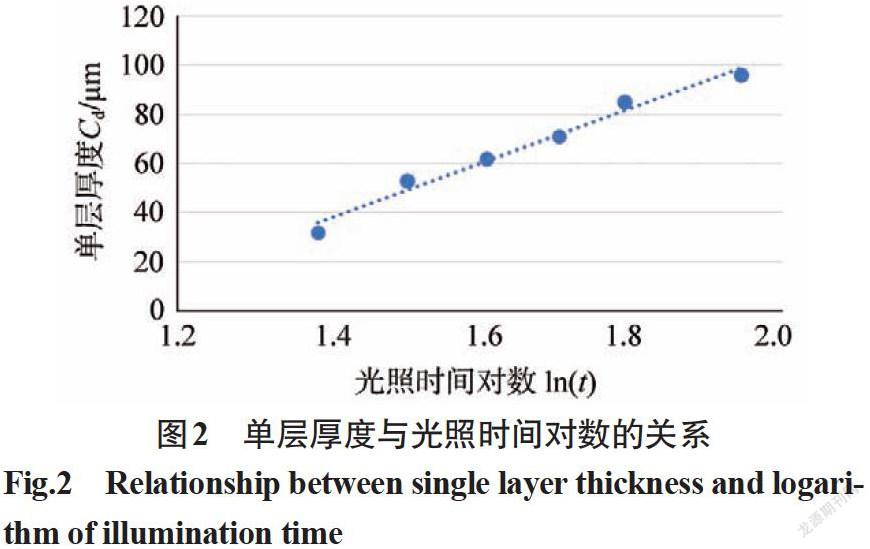
根據式(3)可以看出,單層厚度與光照時間的對數ln (t)為線性關系。因此將表4中的光照時間取對數后,單層厚度與光照時間的關系如圖2所示。
由圖2可知,在入射光功率一定的情況下,單層厚度與光照時間的對數呈正比關系。經過線性擬合得到表達式:
將式(4)與式(3)結合,可以得到對應關系,Dp=112.55,Dp ln (IS/Ec)=-119.99。根據獲得的線性表達式,當單層厚度為50 μm時,光照時間為4.52 s。需要注意的是,觀察到成形件的上表面存在高度約為5 μm的凸起,這是由于光源能量隨著入射距離的增加而逐漸衰減造成的。成形件上下表面獲得的能量不一致,因此存在成形體積上的差異。優化后的最終工藝參數為:掃描速度100 mm/s,單層厚度50 μm,光照時間4.52 s。
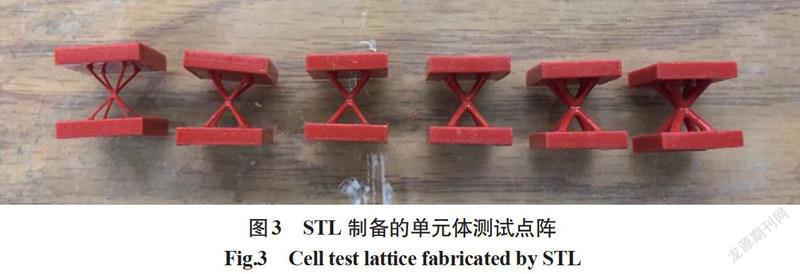
最終采用優化后的工藝參數制備了不同直徑的單元體點陣結構。光敏樹脂在3D打印成形后,還需要經過紫外線強化才能最終成形。其支柱直徑分別為1.75 mm、1.5 mm、1.25 mm、1 mm、0.75 mm、0.5 mm,如圖3所示。
由圖3可知,SLA工藝制備出了支柱直徑低至0.5 mm的點陣單元體,單元體結構完整,保持了圖紙中設計的形狀特征。但是0.5 mm的點陣支柱太過脆弱,非常容易被厚度2 mm的上下平面扭曲,難以實現下一步的制模工作。使用這些單元體點陣進行金屬點陣熔模鑄造的試驗,結果發現0.5 mm尺寸太小,無法鑄造成功,而0.75 mm獲得了成功。
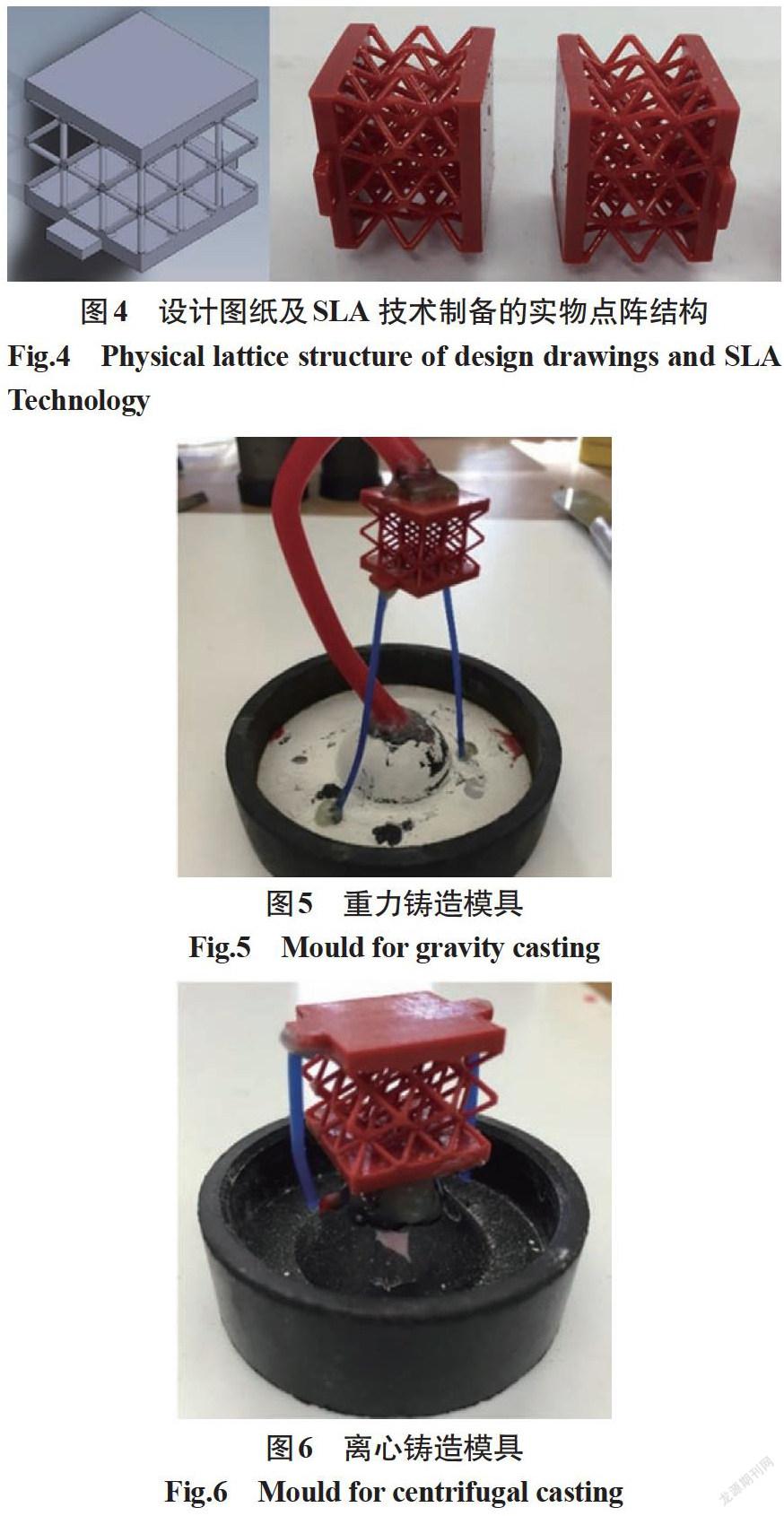
采用增材制造技術SLA制備獲得的樹脂基熔模如圖4所示。增材制造SLA技術制備的0.75 mm支柱直徑點陣結構熔模與熔模鑄造工藝相結合,進一步制備出金屬點陣結構。根據鑄造方案以及鑄造模具尺寸的不同,組裝方式也分為兩種結構,分別如圖5、圖6所示。
2.2 重力鑄造
為了增加澆鑄金屬的流動性和壓力,在重力鑄造過程中使用圓柱形漏斗。鑄模按表1的時間加熱,冷卻至480 ℃后澆鑄。在明顯高于所用合金熔化溫度的情況下,實驗表明480 ℃的成功率最高。然后將模具放在真空鑄造臺上。在模具底部施加-100 kPa的真空,以幫助將熔融金屬導入模具并減少出現氣孔的可能性。將金屬倒入漏斗中,施加負壓1 min,然后釋放壓力,使金屬在室溫下凝固15 min。隨后將模具放入冷水中,以清除熔模并分離產生的金屬點陣結構。重力鑄造工藝如圖7所示。
2.3 離心鑄造
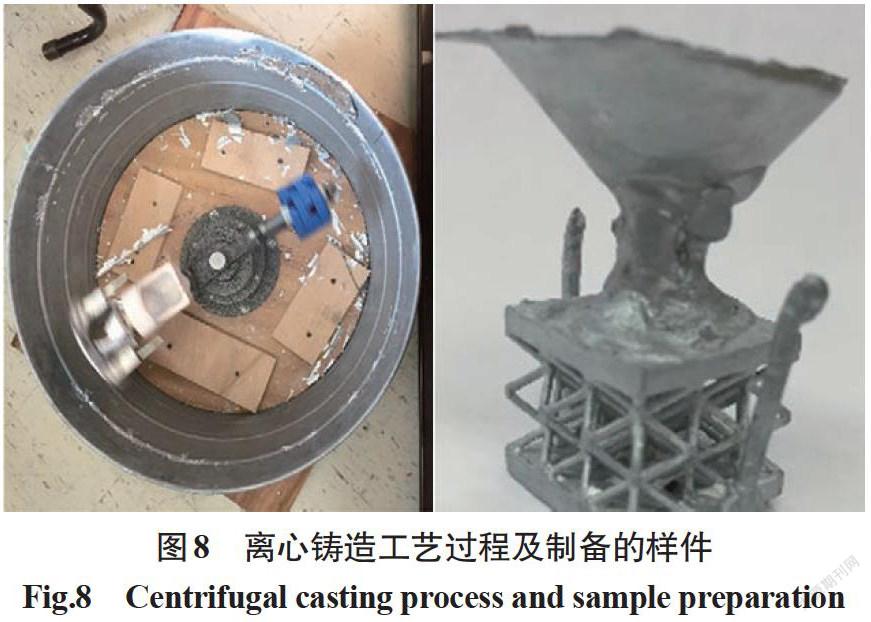
旋轉臂至少旋轉3圈并用銷將旋轉臂鎖定到位;將加熱至480 ℃的模具從熔爐中取出,并放置在旋轉臂末端的載體中;移動坩堝將熔融金屬倒入坩堝中,用噴燈加熱以保持液態;定位銷被釋放,旋轉臂旋轉產生的離心力將液態金屬推入模具并填充其型腔。由于模具尺寸較小和旋壓過程中的對流冷卻,金屬在離心鑄造過程中的凝固速度比重力鑄造快得多。鑄造后5 min內,模具可放入冷水中,金屬點陣結構可與熔模分離。離心鑄造工藝過程及制備樣件如圖8所示。
2.4 有限元模擬分析
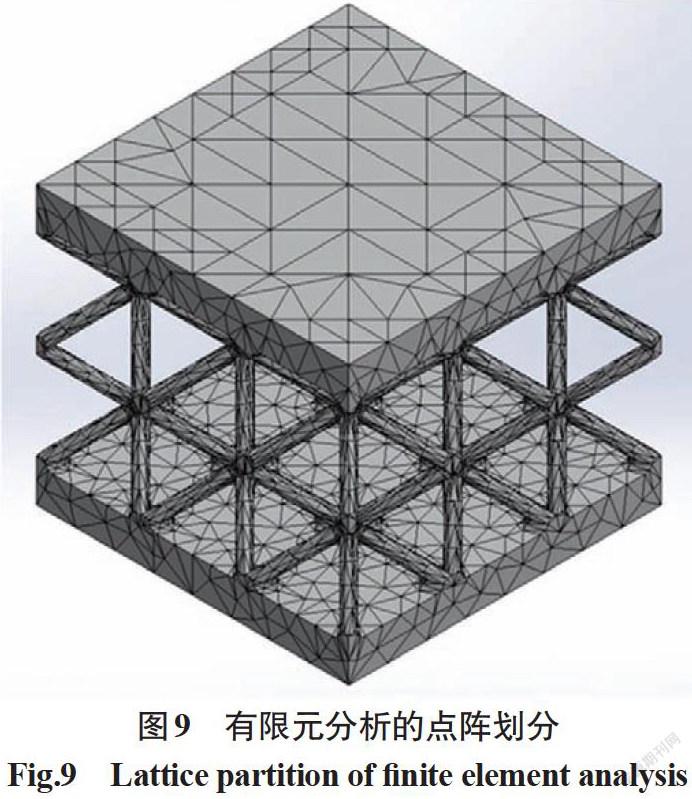
采用有限元模型來估算金屬點陣結構的彈性模量和壓縮強度,以準確描述結構在壓縮荷載下的行為。在Solidworks軟件中進行模擬,點陣包括119 536個節點和73 784個單元。點陣劃分見圖9。
在邊界條件的設定上,為了與單軸壓縮試驗相吻合,金屬點陣結構底面上的平動自由度是固定的,而轉動自由度是自由的。對于晶格的上表面,除加載方向外,所有平移自由度都是固定的。試件和加載儀器之間在法向上的接觸被設置為硬接觸,從而保持點陣結構頂面和底面的平面度。設置頂部平臺的位移作為控制因素。通過數值模擬預測了結構的受力和位移,繪制了應力-應變曲線。
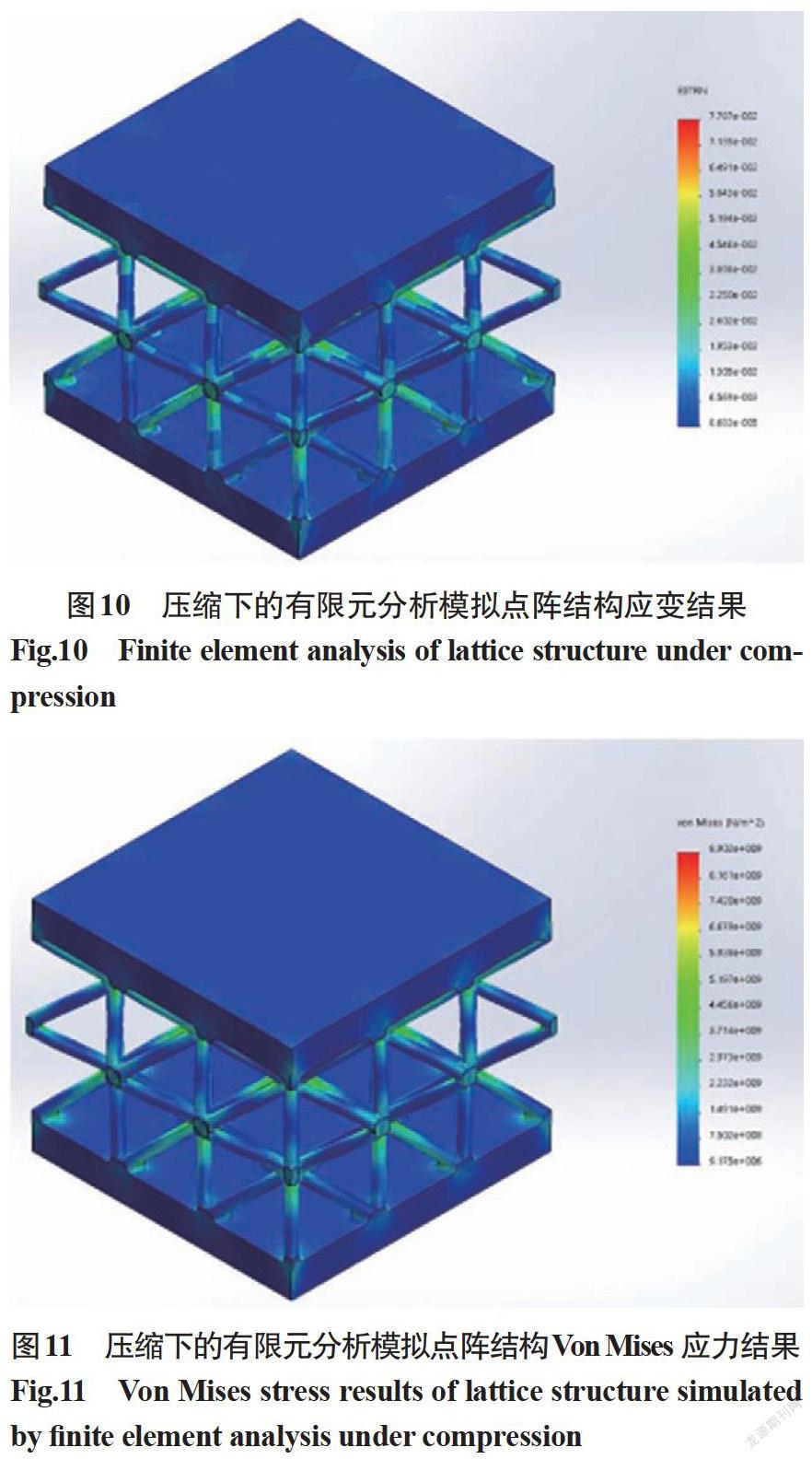
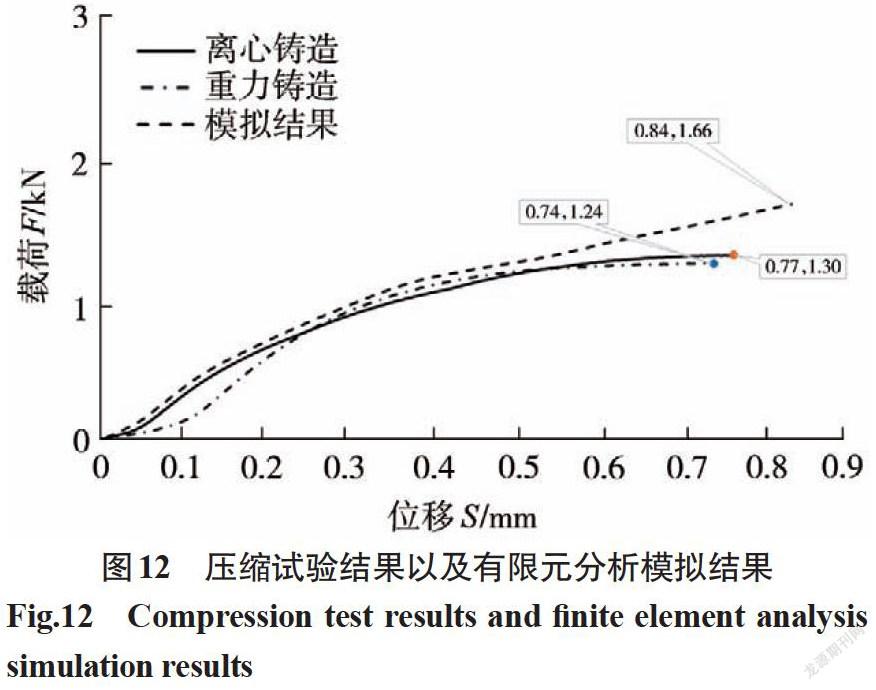
7.8%應變下的模擬點陣結構如圖10所示。最初,壓縮導致點陣結構發生彈性變形。應變等值線表明,幾乎所有的壓縮載荷都由點陣中的支柱節點承擔。通過增加壓力,支柱開始屈曲,并在節點區域開始斷裂,最大應力是由位于點陣結構角部的節點承受的。7.8%應變時,點陣結構中的Von Mises應力分布如圖11所示,殘余應力最大可達89 MPa,最小僅為9.2 MPa。可以看出,每個單元的應力分布相似,最高應力和塑性變形(屈曲)發生在最靠近節點的桁架中,而最低應力水平發生在節點之間的桁架中。
2.5 力學性能及有限元分析模擬結果
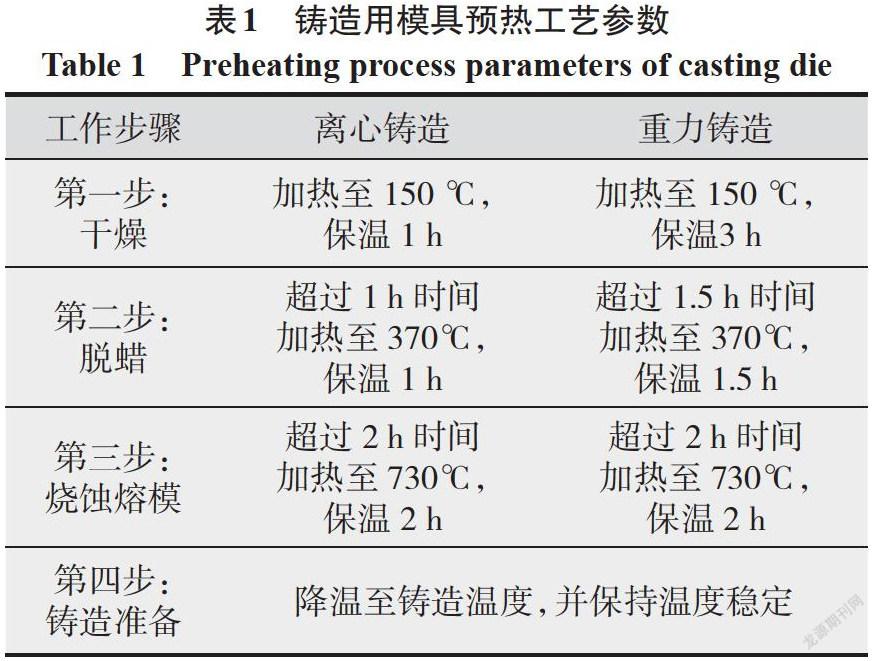
通過重力鑄造和離心鑄造制備的試樣的力學性能試驗結果以及有限元分析模擬結果如圖12所示。可以看出,通過離心鑄造和重力鑄造獲得的樣品在壓縮下的性能幾乎相同,承受的壓力分別達到了1.30 kN和1.24 kN。
對比結果發現,有限元分析的模擬結果與離心鑄造的結果更為接近,分析認為離心鑄造的試樣更加致密,離心力的作用使得鑄造過程中的氣孔等缺陷比重力鑄造的更少,因此離心鑄造試樣的最大承受載荷也要高于重力鑄造試樣。有限元分析的結果在變形較小時與實際結果的一致性更好,但當變形量超過0.6 mm后,有限元的模擬結果明顯大于實際變形情況,分析認為當變形量超過0.6 mm時,點陣結構中的部分單元體已受到破壞,在桁架結構的交點處出現大量的破裂情況,因此隨著壓縮變形量的增加,最大承受載荷不再升高,而有限元模擬結果中仍按照完整結構計算,因此模擬數據與實際試驗結果開始出現偏差。
3 結論
(1)基于增材制造的方法,采用光固化成形工藝制備樹脂基點陣結構。通過固化能量與固化深度的影響規律,結合固化時間與固化深度的試驗結果,對光固化成形工藝進行優化,在50 μm的單層厚度條件下,單層固化時間為4.52 s,成功制備出直徑750 μm的樹脂基點陣結構。
(2)將增材制造工藝與熔模鑄造相結合,光固化成形工藝制備的樹脂基點陣結構嵌入到熔模模具中,通過熱處理來創建亞毫米通道的點陣模具設計,采用離心鑄造和重力鑄造兩種方法鑄造ZAMAK3鋅合金,并成功獲得直徑750 μm的桁架金屬點陣結構。
(3)重力鑄造和離心鑄造都能產生強度相當的金屬點陣結構。承受的壓力分別達到了1.24 kN和 1.30 kN。有限元分析的模擬結果與離心鑄造的結果更為接近,離心鑄造試樣的最大承受載荷高于重力鑄造試樣。當變形量超過0.6 mm時,有限元的模擬結果與實際變形情況開始出現偏差。
參考文獻:
Kadic M,Bückmann T,Schittny R,et al. Metamaterials beyond electromagnetism[J]. Reports on Progress in Physics Physical Society,2013,76(12):126501.
盧秉恒,李滌塵.增材制造(3D打印)技術發展[J]. 機械制造與自動化,2013,42(4):1-4.
邵中魁,姜耀林.光固化3D打印關鍵技術研究[J]. 機電工程,2015,32(2):180-184.
Lee M P,Cooper G J,Hinkley T,et al. Development of a 3D printer using scanning projection stereolithography[J]. Scientific Reports,2015(5):9875.
Deshpande V S,Fleck N A. Collapse of truss core sandwich beams in 3-point bending[J]. International Journal of Solids & Structures,2001,38(36-37):6275-6305.
Deshpande V S,Ashby M F,Fleck N A. Foam topology:bending versus stretching dominated architectures[J]. Acta Materialia,2001,49(6):1035-1040.
李鵬,劉斌.空間網格狀多孔316不銹鋼的選區激光熔化制備[J].熱加工工藝,2013,42(8):50-52.
Schaedler T A,Jacobsen A J,Torrents A,et al. Ultralight Metallic Microlattices[J]. Science,2011,334(6058):962-965.
Xu G,Zhao W,Tang Y,et al. Novel stereolithography system for small size objects[J]. Rapid Prototyping Journal,2006,12(1):12-17.
周庚俠,班書寶,顧濟華,等.微立體光刻中光敏樹脂特性的實驗研究[J].科學技術與工程,2011,11(4):736-739.
Deshpande V S,Fleck N A,Ashby M F. Effective properties of the octet-truss lattice material[J]. Journal of the Mechanics & Physics of Solids,2001,49(8):1747-1769.
Choi J W,Wicker R B,Cho S H,et al. Cure depth control for complex 3D microstructure fabrication in dynamic mask projection microstereolithography[J]. Rapid Prototyping Journal,2009,15(1):59-70.
