熱沖壓整體式門環成形模具與工藝開發
2021-09-10 13:22:37嚴治國沈超明
汽車與新動力 2021年4期
嚴治國 沈超明





鋼板熱沖壓成形是實現車身輕量化的重要工藝途徑。為了提升零件服役性能,提高熱沖壓生產節拍,結合激光拼焊板(TWB)技術,開展了熱沖壓一體式門環的成形模具與工藝技術研究,最終制作成功合格的熱沖壓門環零件。總結了熱沖壓整體式門環的技術特點、難點及其解決方案。為推廣高性能整體式門環熱沖壓技術的應用奠定了良好的基礎。
熱沖壓;整體式門環;力學性能
0 前言
鋼板熱沖壓成形原理是在常溫下將強度500~600 MPa的高強度硼合金鋼板加熱到930 ℃,使之完全奧氏體化,之后送入內部帶有冷卻系統的模具內沖壓成形,然后保壓快速冷卻淬火。在此過程中,奧氏體轉變成馬氏體,成形件因此得到組織強化,強度能夠大幅度提高。該項技術又被稱為“沖壓硬化”技術,成形后的沖壓件抗拉強度可以達到1 500 MPa以上[1]。熱沖壓零件由于具有強度高、硬度高、成形性好、回彈小等優點,在保證車身碰撞安全性的同時,可大幅減輕車身質量,因而被廣泛應用于整車A柱、B柱、保險杠、車頂橫梁等復雜車身安全構件[2]。
為了提高零件服役性能,加快熱沖壓生產節拍,本文結合激光拼焊板(TWB)技術,開展了熱沖壓一體式門環的成形模具與工藝技術的研究。最終制作成功合格的熱沖壓門環零件。本文總結了熱沖壓門環的技術特點、難點及其解決方案。與常規分體式門環相比,采用激光拼焊的整體式熱沖壓門環具有輕量化、結構性能好的技術優勢。熱沖壓門環零件尺寸大、尺寸控制難度高,是近年來熱沖壓行業的最新研究熱點。
1 熱沖壓門環
整體式熱沖壓門環是通過激光焊接方式,預先將多片不同強度、不同厚度的硼鋼材料相連接,根據多種工況對車身該門環局部區域的要求,進行不同區域的強度和厚度的適應性設計,并通過熱沖壓工藝進行加熱、成形、保壓、淬火冷卻等處理過程,最終獲得超高強度整體式門環零件產品。
整體式門環采用鋁硅涂層熱沖壓鋼材料,零件各區域所用材料規格參數見表1所示。整體式門環的激光拼焊方案如圖1所示。該零件寬度為1 475 mm,高度為1 270 mm,厚度為280 mm。圖中,1號、3號、4號、5號、6號共5處區域的板料通過激光拼焊形成整體板材,再與2號區域的補丁板通過點焊連接,然后進行整體熱沖壓成形。最終,6個板材合成1個零件,通過一次熱沖壓獲得超高強度熱沖壓門環。
2 沖壓板材
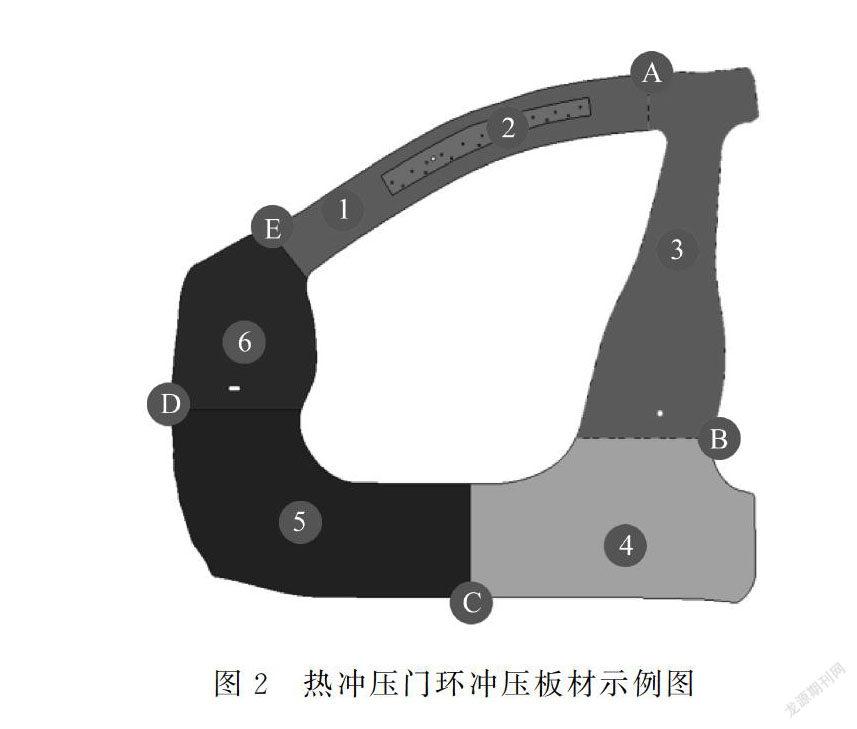
如圖2所示,熱沖壓門環沖壓板材由6張板料通過激光拼焊和點焊焊接方式制作而成。其中,2號區域板料為補丁板,在激光拼焊完成后,再用點焊的方式完成補丁板的制作。
常規激光拼焊板一般為2塊或者3塊板料拼焊而成,拼焊位置多為水平或者豎直方向,但此熱沖壓門環板料為5種型號材料拼焊而成,難度極大,對激光拼焊設備精度要求很高。為解決此難點問題,在門環制作過程中,針對料片激光拼焊,技術人員開發了專用的焊接夾具,并制定了合理的拼焊順序方案。如圖2所示,此料片有A、B、C、D、E共5處焊縫,其中最難保證拼焊成功的是E處的焊縫。此處焊縫具有一定的角度,最后焊接有可能出現焊縫縫隙較大,而無法完成焊接的情況。所以,在實際生產時,應優先焊接E處的焊縫,最后焊接A、B、C、D處的焊縫。
3 沖壓工藝方案
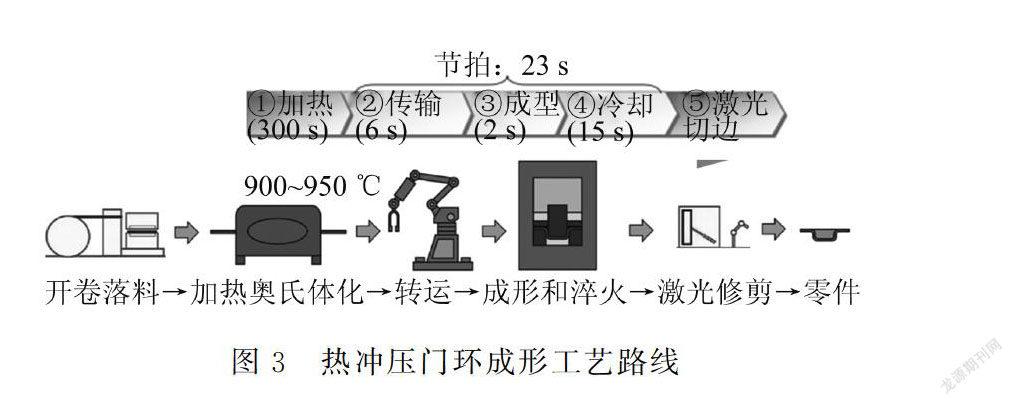
如圖3所示,熱沖壓門環成形工藝的路線為:加熱-傳輸-成形-冷卻-激光切邊。根據工藝要求,需要將料片加熱到930 ℃,然后傳輸到模具上進行熱沖壓成形。熱沖壓成形溫度為750 ℃,需要嚴格控制料片成形溫度,以保證得到良好的力學性能。在料片成形時,如果上件時間過長,容易造成成形溫度過低,導致力學性能惡化。整個生產節拍應控制在23 s左右。
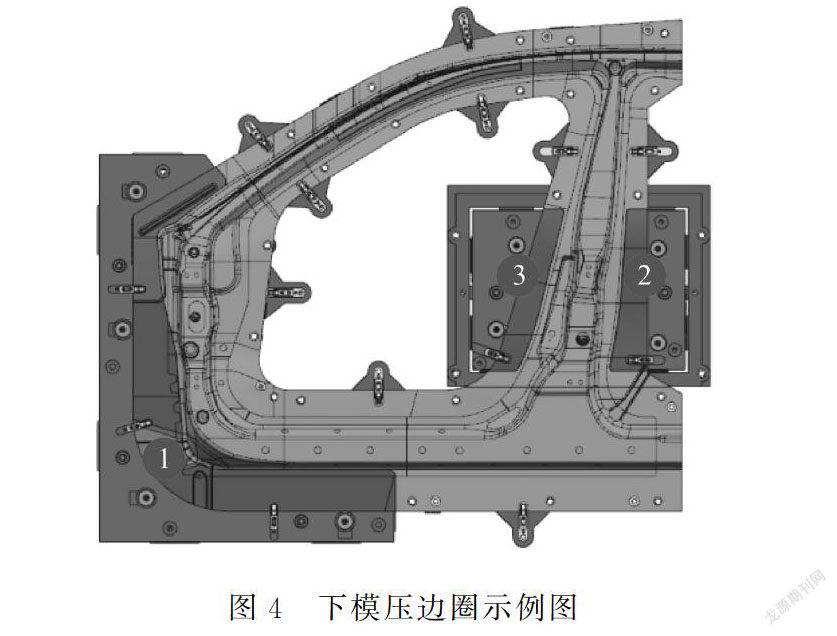
熱沖壓門環采用局部壓料成形的工藝方案,下模設計有3處壓邊圈。3處壓邊圈均設計在產品變形復雜區域,以便更好地抑制起皺缺陷。壓邊圈布置方案如圖4 所示。
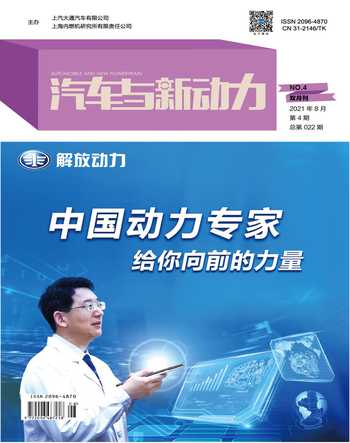
為了使零件在沖壓成形時能夠精確定位及平穩沖壓,上模共設計有4處小壓料芯,如圖5所示。由于上下模均設計有壓料芯,在試制模具階段,下模氮氣缸需要連接管路系統,以避免沖壓后的零件變形。
4 模具制作
根據樣模模具質量和使用壽命等指標要求,技術人員對熱沖壓門環樣模毛坯材質進行了挑選。樣模模座的毛坯采用HT300鑄件,而模腔本體采用分體鑄造的結構形式。考慮到熱沖壓工藝的特殊性,技術人員需要選取較高的強度、剛度、耐磨度,以及良好切削加工性的材料。凹模、凸模模腔可選用MOCR鑄鐵,并進行后續熱處理,以保證關鍵部位的硬度達到HRC50以上。
在熱沖壓門環樣模鑄造完成后,技術人員根據設計模型及加工圖紙,需要對模座和模腔進行粗加工、熱處理和精加工。模具模腔是沖壓成形的接觸面,是三維特征的自由曲面,形狀非常復雜,需要采用三維數控加工。樣模型面的數控加工需要根據模具鑲塊坯料的特點,制定適合的數控加工工藝和工序,然后對各數控加工工序進行編程。為了保證編程的合理性,檢查可能存在的不足及錯誤等,技術人員需要對加工程序進行刀具軌跡仿真。刀具的運動軌跡對加工質量有重要影響,對于一些形狀變化劇烈的局部區域還要采用特殊加工方法,并判斷分析加工中可能出現的干涉、根切等問題,然后對刀具運動軌跡進行優化。最后,技術人員需要優化數控編程,并進行最終的數控加工及熱處理。此外,在熱沖壓樣件的試制過程中,由于鋼板處于高溫狀態,不能自由移動鋼板,因此在冷沖壓樣件試制時常用的一些手段無法被使用,技術人員需要確保板料的精確定位。
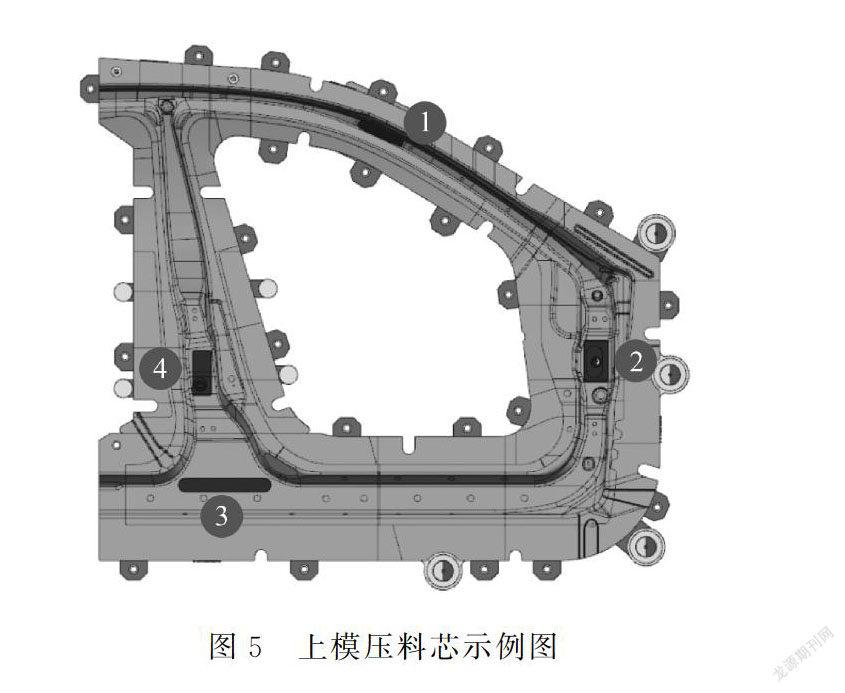
在熱沖壓樣模模座、沖頭及非標件加工完成后,鉗工將進行模具的總裝配。圖6為裝配完成后的熱沖壓門環樣模模具。
5 樣模檢測及沖壓調試
在熱沖壓門環樣模加工及模具裝配完成后,技術人員按照常規工藝流程進行沖壓調試前的動靜態檢查。在檢查完成后,技術人員根據試沖件狀態及紅丹情況進行配模和合模;在紅丹研合率達到要求后,利用樣模進行樣件的制作。在模具上機后,技術人員進行了動態檢查,檢查模具運動是否順暢,有無運動干涉,是否符合樣模結構的要求,以達到沖壓試模的條件。
之后,技術人員需要對模具間隙進行檢測,并要求紅丹粉檢測模具間隙是否均勻,研合率須達90%以上,如圖7所示。在滿足上述技術要求后,方可進行試模。
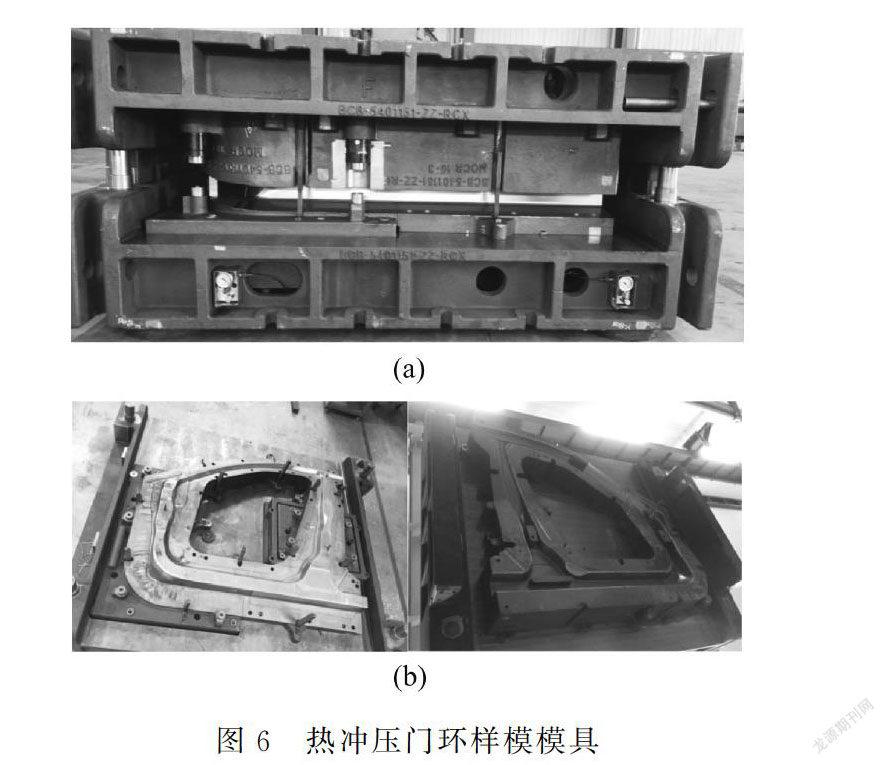
由于熱沖壓門環模具尺寸較大,為了保證模具成形的充分性,滿足計算機輔助設計(CAE)分析的成形力要求,沖壓調試采用的壓機應盡量保證壓機噸位在1 200 t以上。熱沖壓樣件坯料采用廂式電阻爐方式加熱,無鍍層鋼板在加熱時可充入氮氣作為保護氣體,氮氣由制氮機直接充入加熱爐內。熱沖壓門環零件尺寸較大,成形難點主要集中在A柱上端和下端,以及B柱下端位置,特別是A柱上端,開裂、疊料會同時存在。如圖8所示,在熱沖壓門環零件調試過程中,通過坯料線改善,沖壓速度優化,壓邊行程及壓邊力調整,可解決該處疊料嚴重的問題。
6 零件尺寸與力學性能檢測
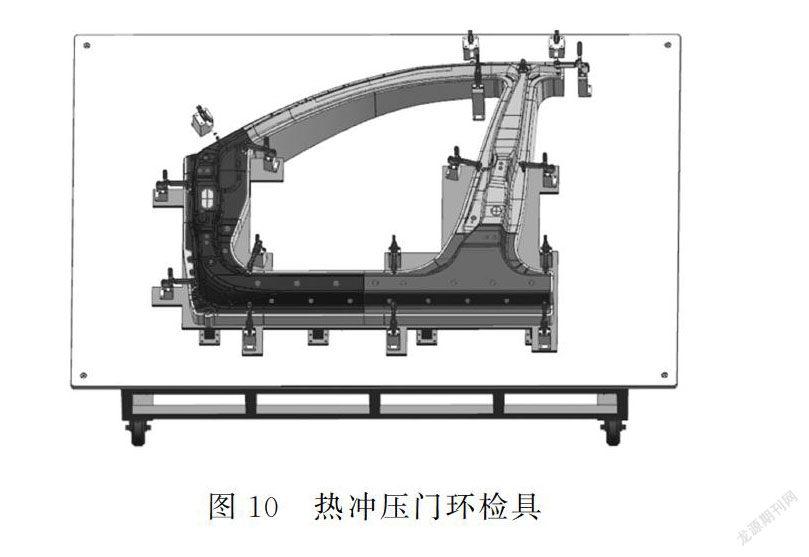
在完成沖壓、涂裝后的熱沖壓門環零件實物如圖9所示。技術人員需要對零件尺寸及力學性能進行檢測,以判斷零件狀態是否能夠滿足技術要求及裝車要求。技術人員針對熱沖壓門環的零件尺寸檢測,開發了專用檢具。如圖10所示,通過現場三坐標測量,零件尺寸偏差均在±1 mm以內,滿足零件的裝車要求。
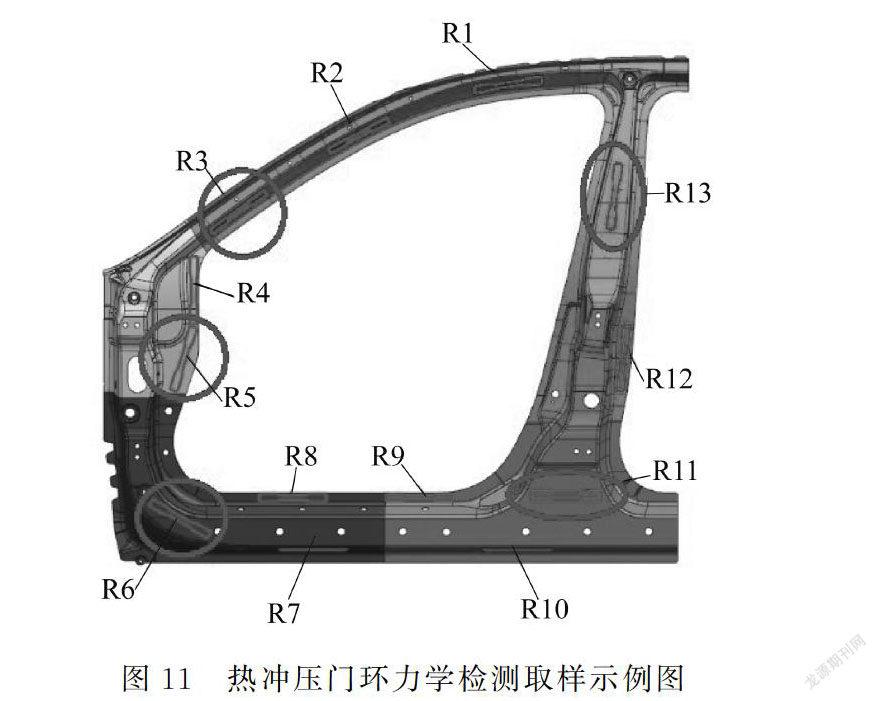
技術人員對零件取樣進行了力學性能的測試。如圖11所示,試片標距采用A50標距,共取樣12處位置,其中5處主要用于力學拉伸試驗,其余位置主要用于金相分析及硬度檢測。
熱沖壓力學檢測評判標準如下:抗拉強度1 300~1 650 MPa,屈服強度950~1 250 MPa,延伸率≥5%,硬度為400~520 HV10。委托第三方檢測機構進行的檢測結果如表2所示。所有試片抗拉值、屈服值、延伸率、硬度均符合技術要求,零件完全滿足白車身裝車要求。
評判標準為:抗拉強度1 300~1 650 MPa,屈服強度950~1 250 MPa,延伸率≥5%,硬度400~520 HV10。
7 結論
熱沖壓門環是1款由多種材料厚度的高強鋼拼焊板組成,經熱沖壓成形的高難度零件。該工藝是對零件設計及制作方案的1次創新。采用新的工藝方案生產的零件達到了輕量化和安全性的要求。
經研究發現,熱沖壓門環可以達到良好的尺寸精度及力學性能,完全可以運用到白車身設計開發過程中。一體式門環可以極大提高白車身的強度,特別是乘員艙的側面碰撞性能,可有效增強抵御25%偏置碰撞的能力。提升白車身靜態剛度及噪聲-振動-平順性(NVH)性能指標,可實現15%~20%的輕量化目標,同時將5個零件合成整體式門環進行開發,也可以大幅降低模具的投入成本。隨著車身設計的不斷完善及發展,整體式門環工藝會越來越多的運用到車身設計中。
[1]張宜生,王子健,王梁.高強鋼熱沖壓成形工藝及裝備進展[J].塑性工程學報,2018,25(5):11-23.
[2]KARBASIAN H, TEKKAYA A E. A review on hot stamping[J]. Materials Processing Technology, 2010, 210(15): 2103-2118.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24