TA2薄壁鈦管雙TIG焊溫度場(chǎng)和殘余應(yīng)力分布對(duì)接頭組織性能的影響
2021-09-10 07:22:44王博士孔諒王敏張躍龍
電焊機(jī) 2021年4期
王博士 孔諒 王敏 張躍龍


摘要:針對(duì)純鈦TA2薄壁管的鎢極氬弧焊(TIG)高速焊接時(shí)出現(xiàn)的咬邊、駝峰等成形缺陷,以及焊接效率低等問題,提出采用雙TIG焊接工藝,可有效提高焊接速度,改善焊縫成形的解決措施。同時(shí)采用ABAQUS對(duì)兩種焊接方法建立焊接熱彈塑性有限元模型,對(duì)比分析焊接溫度場(chǎng)和焊后殘余應(yīng)力分布,并進(jìn)一步對(duì)焊接TA2薄壁鈦管進(jìn)行顯微組織分析及力學(xué)性能測(cè)試。試驗(yàn)結(jié)果表明:模擬所得的兩種接頭的焊縫輪廓尺寸與實(shí)際接頭相近,雙TIG焊接時(shí)焊縫中心溫度低于TIG焊接,且雙TIG焊縫附近Von Mises應(yīng)力大于200 MPa的寬度小于TIG焊縫,焊后穩(wěn)態(tài)時(shí)焊縫中心的Von Mises應(yīng)力相近。雙TIG焊縫中心及熱影響區(qū)顯微組織比TIG焊細(xì)小,兩種接頭的各項(xiàng)力學(xué)性能和耐海水腐蝕性能均滿足相關(guān)標(biāo)準(zhǔn)要求。φ19 mm×0.7 mm的TA2鈦管在獲得良好焊縫成形的條件下,采用雙TIG焊接工藝的焊接速度可達(dá)5 m/min。與TIG焊接工藝相比,生產(chǎn)效率大為提高,基本實(shí)現(xiàn)焊縫零缺陷。
關(guān)鍵詞:雙鎢極氬弧焊(雙TIG);數(shù)值模擬;溫度場(chǎng);焊接殘余應(yīng)力;純鈦TA2薄壁焊管
中圖分類號(hào):TG404 ? ? ? 文獻(xiàn)標(biāo)志碼:A ? ? ? 文章編號(hào):1001-2003(2021)04-0014-06
DOI:10.7512/j.issn.1001-2303.2021.04.03
0 ? ?前言
工業(yè)純鈦TA2具有優(yōu)異的耐腐蝕性、良好的塑韌性和較高的比強(qiáng)度,是海水淡化裝置熱換元件的理想材料[1]。TA2純鈦薄壁焊接管常用的焊接方法是鎢極氬弧焊(Tungsten Inert Gas Welding,TIG)[2]。雙鎢極氬弧焊(Tandem TIG)可有效改善電弧壓力分布和焊縫成形,充分抑制薄板TIG高速焊接時(shí)的咬邊、駝峰或焊道不連續(xù)等缺陷,進(jìn)一步提高焊接速度。此方法已成功得到應(yīng)用[3-4]。黃九齡[3]利用高速攝影和電信號(hào)采集系統(tǒng)對(duì)比分析了TIG和雙TIG焊接1.24 mm純鈦TA2薄板時(shí)的焊縫成形,指出焊接工藝參數(shù)、電極間距和不同焊槍傾斜角度對(duì)TA2薄板焊接焊縫缺陷形成和抑制機(jī)理。周洋[5]分析了板厚1.24 mm的純鈦 TA2 雙TIG焊接接頭的耐腐蝕性能,結(jié)果表明,雙TIG焊提高了純鈦TA2焊縫的耐腐蝕性。何小東[6]測(cè)量發(fā)現(xiàn)鈦合金薄板激光焊的焊縫及熔合線上的殘余應(yīng)力大于TIG焊縫。彭小敏[7]研究了2 mm厚BTi-62421s鈦合金板的TIG焊的溫度及殘余應(yīng)力,模擬結(jié)果表明焊接殘余應(yīng)力隨著焊接電流的增大而增大。
目前,針對(duì)雙TIG焊接薄板時(shí)的溫度場(chǎng)和殘余應(yīng)力分布狀態(tài)的研究文獻(xiàn)較少。文中在純鈦TA2薄壁管的單TIG和雙TIG焊接試驗(yàn)的基礎(chǔ)上,采用ABAQUS有限元商業(yè)軟件對(duì)純鈦TA2薄壁管的單TIG和雙TIG焊接過程進(jìn)行熱彈塑性有限元分析,對(duì)比分析兩種焊接方法焊接薄壁鈦管時(shí)產(chǎn)生的溫度場(chǎng)及殘余應(yīng)力場(chǎng)對(duì)接頭組織性能的影響。
1 試驗(yàn)方法
1.1 材料及焊接方法
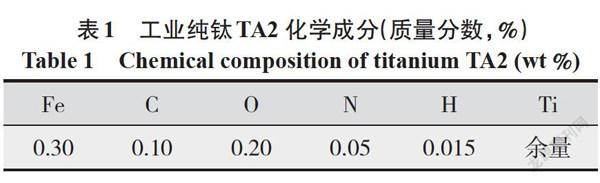
用于焊接鈦管的鈦帶原材按照ASTM B265進(jìn)行生產(chǎn),化學(xué)成分如表 1 所示;開卷鈦帶寬度60 mm,厚度0.7 mm,經(jīng)過壓輥冷彎成形后,形成直焊縫管,規(guī)格為φ19 mm×0.7 mm。
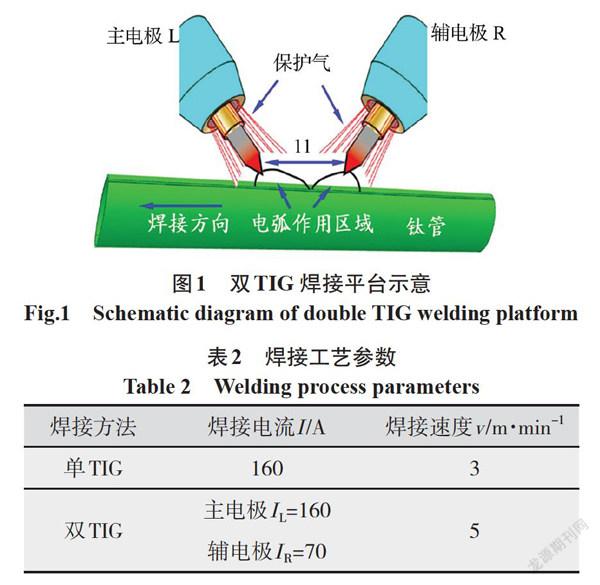
將焊接鈦管分為兩組進(jìn)行焊接,一組采用單TIG焊,另一組采用雙TIG焊接。雙TIG焊接平臺(tái)如圖1所示,主電極L(Leading Electrode)和輔電極R(Rearing Electrode)之間的間距為11 mm。兩組TIG焊接均使用MPT-500D高頻脈沖焊機(jī),采用直流反接的方式,焊接工藝參數(shù)如表 2所示。
1.2 焊接有限元模型的建立
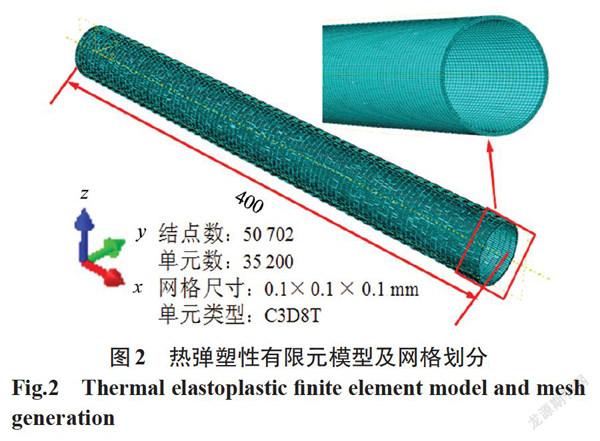
鈦管在成形及焊接過程中受到兩側(cè)成形擠壓輥輪的夾緊約束,焊接后受到兩側(cè)定徑輥輪的約束,幾乎很難發(fā)生焊接變形。所以在進(jìn)行鈦管焊接的熱彈塑性有限元分析時(shí),選取成形擠壓輥輪部分的鈦管長(zhǎng)度來研究焊接過程中溫度場(chǎng)和殘余應(yīng)力場(chǎng)的演變過程。利用ABAQUS軟件對(duì)中間長(zhǎng)度400 mm的φ19 mm×0.7 mm TA2薄壁鈦管建立幾何模型,網(wǎng)格尺寸為0.1 mm×0.1 mm×0.1 mm,單元類型為C3D8T,如圖2所示。
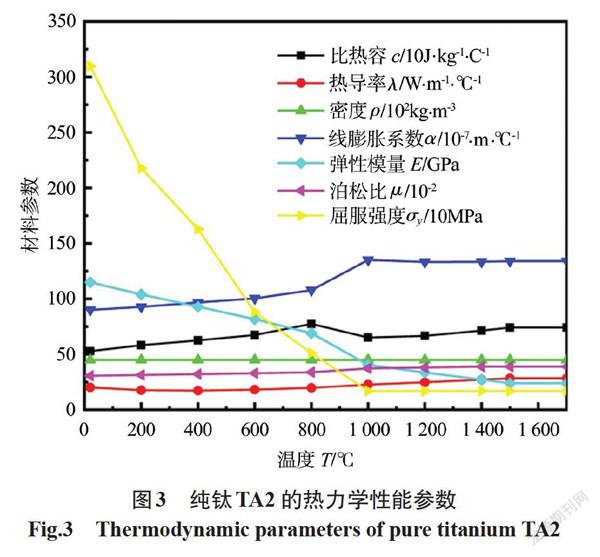
為了更加符合焊接過程中輥輪的約束情況,將有限元模型的力學(xué)邊界條件設(shè)置為不存在任何方向上的位移變化,并在焊后冷卻至室溫的過程中一直存在。針對(duì)有限元模型的溫度場(chǎng)邊界條件,初始溫度設(shè)置為20 ℃,鈦管內(nèi)外表面均設(shè)置為對(duì)流和輻射的換熱邊界,輻射系數(shù)ε為0.85, Stefan-Boltzman常數(shù)σ為5.67×10-8 W/(m2·℃4),對(duì)流換熱系數(shù)h0為20 J/(m2·s·℃)。參照文獻(xiàn)[8]和JMatPro軟件計(jì)算獲得有限元模型中的純鈦TA2熱物理性能參數(shù),如圖3所示。
針對(duì)單TIG焊接方法,電弧加熱區(qū)域分布會(huì)穿過0.7 mm的TA2形成尾焰,電弧熱流分布模式符合體積熱源特征,且實(shí)際焊接時(shí),由于速度較快,熔池前沿常常較短,而熔池后端則形成較長(zhǎng)的拖尾。常使用雙橢球形體熱源模型模擬該情況[9]。雙橢球形體熱源模型的熱源前半部分和后半部分使用兩個(gè)不同的橢球形作為受熱區(qū)域,其模型如圖4所示。文獻(xiàn)[10]指出采用雙TIG焊接1.24 mm純鈦TA2板時(shí),兩電極之間的距離為11mm時(shí),兩電弧之間未產(chǎn)生耦合,兩電弧之間無干擾。因此,雙TIG分別使用兩個(gè)獨(dú)立的雙橢球體熱源模型。參照文獻(xiàn)[11],TIG熱源焊接有效熱效率為70%。
體積熱源前端1/2橢球熱流密度分布表達(dá)式為:
體積熱源后端1/2橢球熱流密度分布表達(dá)式為:
式中 Q為熱源熱輸入有效功率;af、ar、b、c為熱流分布體積參數(shù);ff、fr為前、后橢球熱量分布函數(shù),ff+fr=2。
2 結(jié)果與分析
2.1 TA2焊管焊縫的宏觀成形
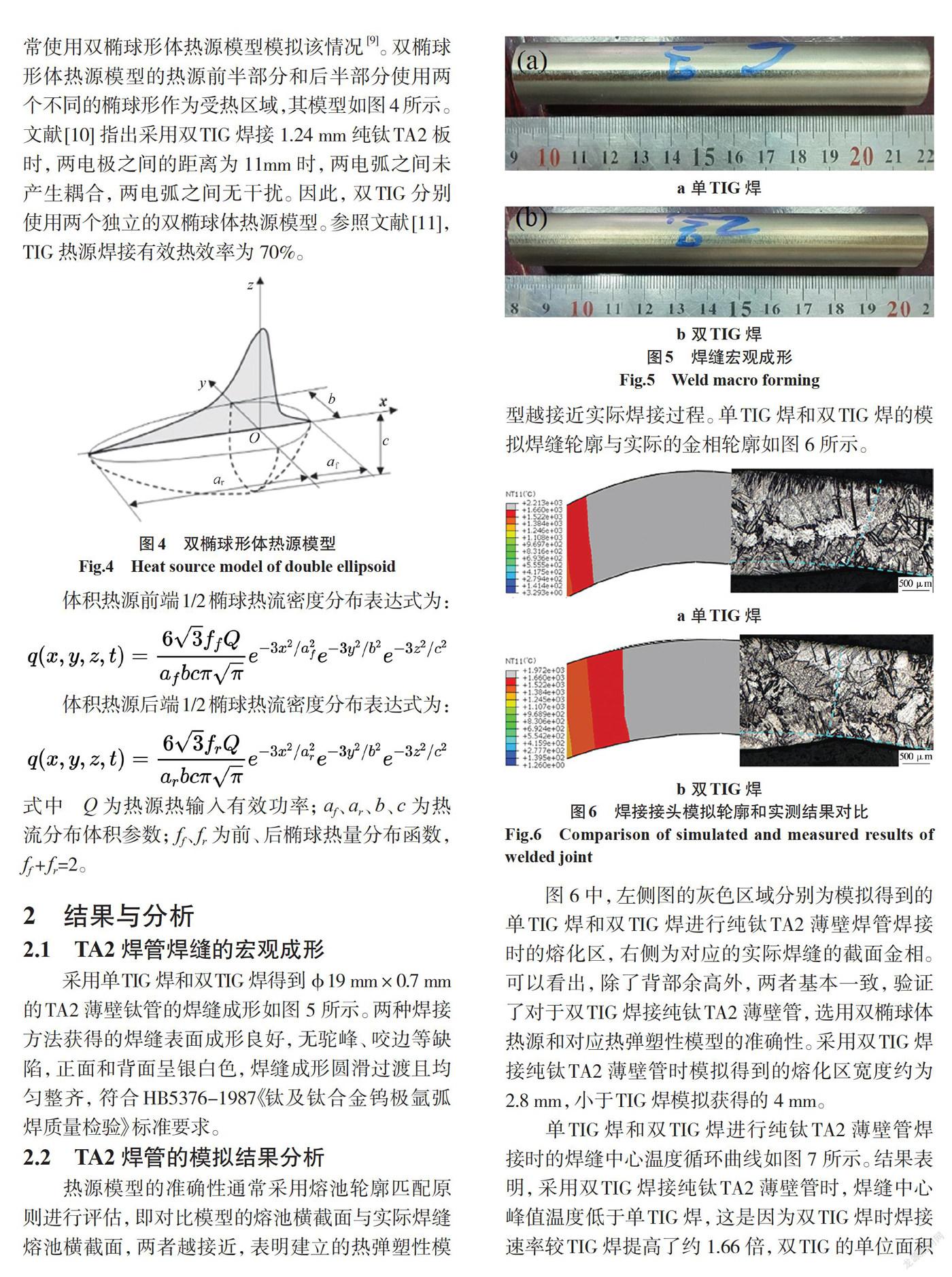
采用單TIG焊和雙TIG焊得到φ19 mm×0.7 mm的TA2薄壁鈦管的焊縫成形如圖5所示。兩種焊接方法獲得的焊縫表面成形良好,無駝峰、咬邊等缺陷,正面和背面呈銀白色,焊縫成形圓滑過渡且均勻整齊,符合HB5376-1987《鈦及鈦合金鎢極氬弧焊質(zhì)量檢驗(yàn)》標(biāo)準(zhǔn)要求。
2.2 TA2焊管的模擬結(jié)果分析
熱源模型的準(zhǔn)確性通常采用熔池輪廓匹配原則進(jìn)行評(píng)估,即對(duì)比模型的熔池橫截面與實(shí)際焊縫熔池橫截面,兩者越接近,表明建立的熱彈塑性模型越接近實(shí)際焊接過程。單TIG焊和雙TIG焊的模擬焊縫輪廓與實(shí)際的金相輪廓如圖6所示。
圖6中,左側(cè)圖的灰色區(qū)域分別為模擬得到的單TIG焊和雙TIG焊進(jìn)行純鈦TA2薄壁焊管焊接時(shí)的熔化區(qū),右側(cè)為對(duì)應(yīng)的實(shí)際焊縫的截面金相。可以看出,除了背部余高外,兩者基本一致,驗(yàn)證了對(duì)于雙TIG焊接純鈦TA2薄壁管,選用雙橢球體熱源和對(duì)應(yīng)熱彈塑性模型的準(zhǔn)確性。采用雙TIG焊接純鈦TA2薄壁管時(shí)模擬得到的熔化區(qū)寬度約為2.8 mm,小于TIG焊模擬獲得的4 mm。
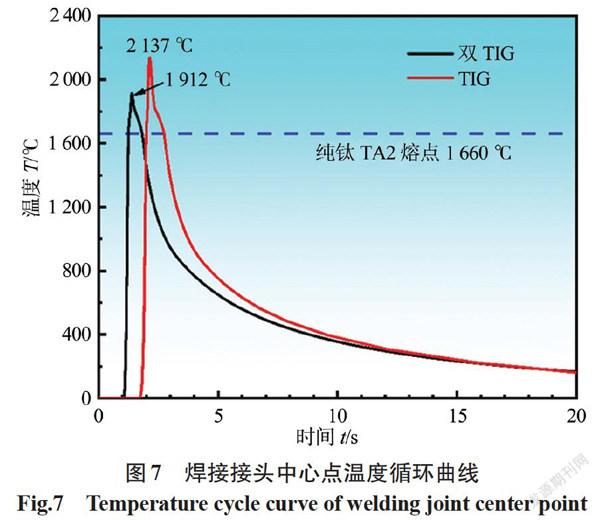
單TIG焊和雙TIG焊進(jìn)行純鈦TA2薄壁管焊接時(shí)的焊縫中心溫度循環(huán)曲線如圖7所示。結(jié)果表明,采用雙TIG焊接純鈦TA2薄壁管時(shí),焊縫中心峰值溫度低于單TIG焊,這是因?yàn)殡pTIG焊時(shí)焊接速率較TIG焊提高了約1.66倍,雙TIG的單位面積熱輸入量小于單TIG焊;模擬得到的焊縫中心溫度為1 912 ℃,低于單TIG焊時(shí)模擬獲得的2 137 ℃。這與Wu[12]采用雙TIG焊接1.24 mm純鈦TA2板時(shí)的結(jié)果一致。
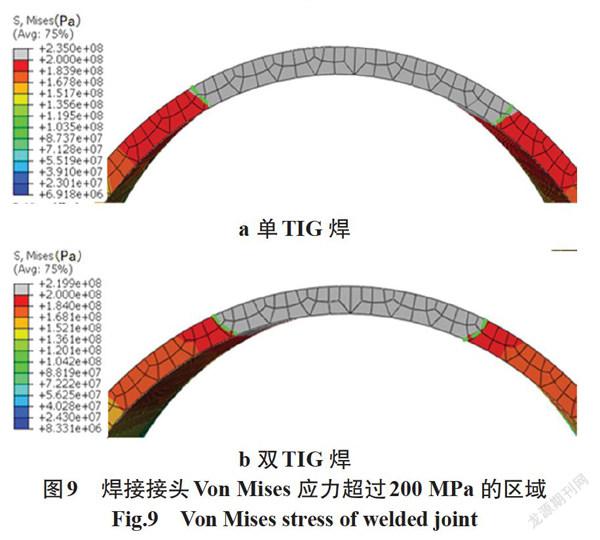
圓筒縱向焊縫引起的殘余應(yīng)力的分布類似于平板對(duì)接時(shí)的分布,即沿焊縫方向上的縱向殘余應(yīng)力遠(yuǎn)遠(yuǎn)大于垂直焊縫的橫向殘余應(yīng)力。對(duì)于0.7 mm薄壁TA2鈦板來說,不考慮內(nèi)外表面上殘余應(yīng)力的差別。單TIG和雙TIG焊接純鈦TA2薄壁管的焊縫中心Von Mises應(yīng)力分布如圖8所示。可以看出,焊接結(jié)束后,溫度迅速降低,焊縫穩(wěn)態(tài)時(shí)的Mises應(yīng)力趨向一個(gè)穩(wěn)定的值,兩種焊接方法下焊縫中心Von Mises應(yīng)力相近。但是,雙TIG焊大大提高了焊接速度,焊接接頭Von Mises應(yīng)力如圖9所示,采用雙TIG焊接純鈦TA2薄壁管、Von Mises應(yīng)力大于200 MPa時(shí)模擬得到的焊縫附近區(qū)域?qū)挾燃s為12 mm,小于單TIG焊模擬得到的16 mm。由此可見,對(duì)于滿足焊透要求的理想焊接接頭,雙TIG焊相比焊接純鈦TA2薄壁管時(shí)具有更大的優(yōu)勢(shì)。
2.3 TA2焊管的顯微組織分析
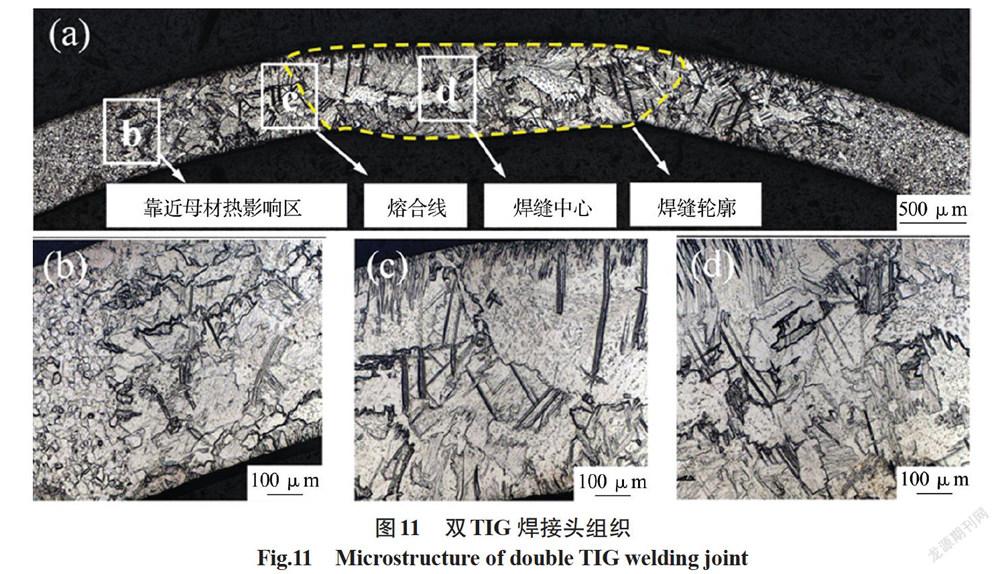
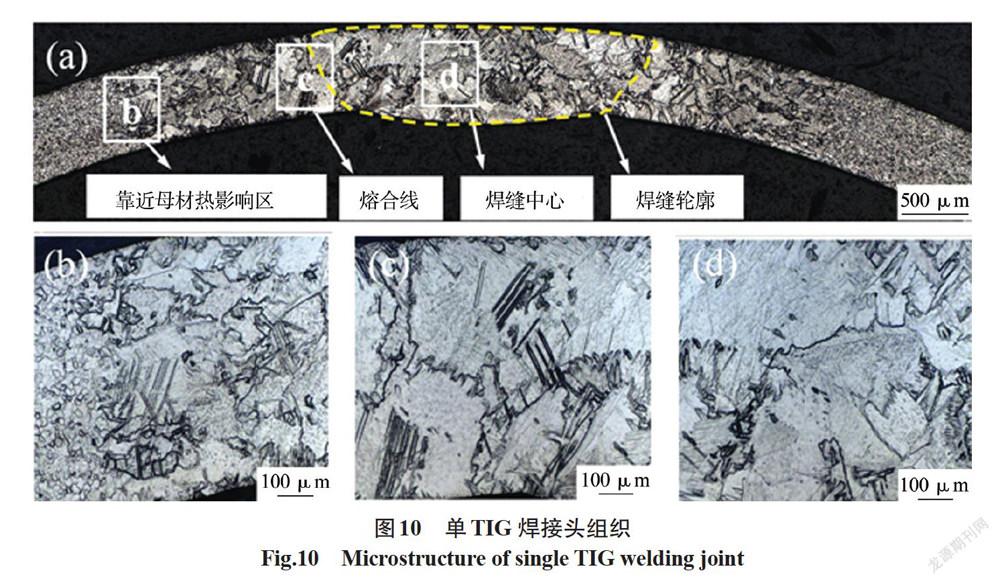
單TIG焊和雙TIG焊接頭的宏觀形貌和各區(qū)域的顯微組織分別如圖10和圖11所示。
圖10a、圖11a分別為兩種焊接方法得到的焊接鈦管的宏觀形貌,焊縫均焊透。圖10b、圖11b均為靠近母材的熱影響區(qū)組織,單TIG焊為細(xì)條狀樹枝狀晶粒,有一些晶粒內(nèi)部存在少量針狀α相;雙TIG焊為相對(duì)較小的條狀晶粒,晶界處分布著較細(xì)小的晶粒。圖10c、圖11c為熔合線處的組織特點(diǎn),單TIG焊的熔合線附近為粗大的鋸齒形晶粒,平均晶粒尺寸 217 μm,且晶界處具有明顯的鋸齒形特征,晶粒內(nèi)部包含少量的針狀α相;雙TIG焊的熔合線附近呈細(xì)條狀為細(xì)小的鋸齒形晶粒,平均晶粒尺寸 150 μm,細(xì)條狀晶粒被針狀α相分割為多個(gè)部分。圖10d、圖11d為焊縫中心的組織特點(diǎn),單TIG的焊縫中心為粗大的等軸晶,晶界處包含少量細(xì)小鋸齒形α相;雙TIG焊縫中心的組織得到細(xì)化,晶粒更加細(xì)小,晶粒內(nèi)部包含大量的針狀α相。與TIG焊相比,由于雙TIG過程中雙電弧力對(duì)熔池內(nèi)部液態(tài)金屬相互擾動(dòng)和攪碎枝晶的作用更強(qiáng),且焊接速度快,晶粒來不及長(zhǎng)大,最終形成細(xì)條狀和較小的鋸齒形晶粒。這與之前數(shù)值模擬所得的雙TIG焊熔池的最高溫度低于單TIG的熔池溫度結(jié)果相吻合。
2.4 TA2焊管的性能分析
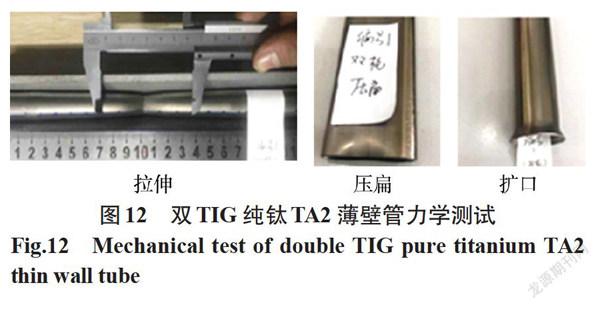
參照 GB/T3625-2007《換熱器及冷凝管用鈦及鈦合金管》標(biāo)準(zhǔn),對(duì)兩種焊接方法下純鈦TA2薄壁管進(jìn)行力學(xué)性能測(cè)試,拉伸測(cè)試結(jié)果如表3所示。結(jié)果表明,單TIG焊和雙TIG焊的拉伸試樣的斷裂處具有明顯的縮頸,兩種焊接接頭的強(qiáng)度參數(shù)相近。雙TIG純鈦TA2拉伸、壓扁和擴(kuò)口試驗(yàn)結(jié)果如圖12所示,壓扁試驗(yàn)后焊縫處無裂紋,擴(kuò)口試驗(yàn)擴(kuò)大率為22%,焊縫處未發(fā)現(xiàn)裂紋。
φ19 mm×0.7 mm的雙TIG純鈦TA2薄壁管耐
腐蝕試驗(yàn)檢測(cè)結(jié)果表明,在2倍濃縮海水,60~70 ℃條件下,測(cè)試時(shí)間不小于120 h,年平均腐蝕速率小于0.001 mm/a,而且各效蒸發(fā)器腐蝕樣管表面、焊縫處均未發(fā)生點(diǎn)蝕、縫隙腐蝕現(xiàn)象,可滿足多效蒸餾海水淡化過程中海水降膜流動(dòng)沖刷、海水鹽霧等使用環(huán)境的要求。
3 結(jié)論
文中針對(duì)φ19 mm×0.7 mm的TA2薄壁焊接鈦管,結(jié)合數(shù)值模擬和焊接試驗(yàn),對(duì)比分析單TIG和雙TIG兩種焊接方法在焊接溫度場(chǎng)及殘余應(yīng)力場(chǎng)的特點(diǎn)及其對(duì)接頭組織性能的影響。
(1)采用ABAQUS建立了較為準(zhǔn)確的單TIG和雙TIG有限元模型,獲得了精確的焊縫輪廓尺寸;接頭模擬輪廓和實(shí)測(cè)結(jié)果相近,驗(yàn)證了文中選用的雙橢球體熱源和對(duì)應(yīng)熱彈塑性模型的有效性。
(2)模擬研究了薄壁焊接鈦管的焊接過程中溫度場(chǎng)分布和應(yīng)力演變過程,雙TIG焊的焊縫中心溫度低于TIG焊;雙TIG焊縫附近Von Mises應(yīng)力大于200 MPa的焊縫寬度小于TIG焊;焊后穩(wěn)態(tài)時(shí),兩種焊接方法在焊縫中心的Von Mises應(yīng)力值相近。
(3)由于雙TIG過程中雙電弧力對(duì)熔池內(nèi)部液態(tài)金屬相互擾動(dòng)、攪碎枝晶的作用,以及較快的焊接速度,導(dǎo)致雙TIG的焊縫中心及熱影響區(qū)附近顯微組織較TIG焊細(xì)小;力學(xué)性能和耐海水腐蝕性能均滿足相關(guān)的檢測(cè)標(biāo)準(zhǔn)要求。
參考文獻(xiàn):
呂宏卿,王鑫,劉洪錕,等.海水淡化用薄壁卷焊鈦管傳熱及耐蝕性能[J].化工進(jìn)展,2019,38(8):3556-3561.
Short A B. Gas tungsten arc welding of α+β titanium alloys:A review[J]. Material Science and Technology,2009,25(3):309-324.
黃九齡,孔諒,王敏,等.純鈦TA2薄板雙無極氬弧焊焊接工藝[J].焊接學(xué)報(bào),2019,40(9):14-18.
王樹保,張海寬,冷雪松,等.雙無極氬弧焊工藝及焊縫成形機(jī)理分[J]. 焊接學(xué)報(bào),2007,28(9):21-24.
周洋,孔諒,王敏,等.工業(yè)純鈦TA2雙無極氬弧焊焊接接頭的腐蝕性能研究[J].電焊機(jī),2020,50(1):47-50.
何小東,張建勛,鞏水利. 鈦合金薄板激光和鎢極氬弧焊殘余應(yīng)力測(cè)試研究[J]. 材料工程,2003(12):7-10.
彭小敏,孫瑋,夏長(zhǎng)清. BTi-62421s鈦合金TIG焊溫度及殘余應(yīng)力數(shù)值模擬[J]. 礦冶工程,2014,34(6):105-107.
禹杭.中厚度工業(yè)純鈦TA2激光-MIG復(fù)合焊工藝研究[D].江蘇:江蘇科技大學(xué),2019.
楊凱,王永軍,云海濤,等.TC4鈦合金薄壁圓管縱縫TIG焊接模擬與分析[J].焊管,2015,38(7):6-10.
黃九齡.TA2薄板雙焊槍鎢極氬弧焊工藝研究及機(jī)理分析[D].上海:上海交通大學(xué),2019.
張文鉞.焊接冶金學(xué)(基本原理)[M].北京:機(jī)械工業(yè)出版社 1999.
Dongsheng Wu,Jiuling Huang,Liang Kong. Coupled mech-anisms of arc,weld pool and weld microstructures in high speed tandem TIG welding[J]. International Journal of Heat and Mass Transfer,2020(154):119641.
收稿日期:2020-12-30
基金項(xiàng)目:國(guó)家重點(diǎn)研發(fā)計(jì)劃(2016YFB0301205)
作者簡(jiǎn)介:王博士(1991—),男,博士,主要從事焊縫的疲勞性能分析的研究。E-mail:1036985987@qq.com。
通訊作者:孔 諒(1966—),男,博士,副研究員。E-mail:ingerkongliang@sjtu.edu.cn。
