城軌鋁合金車體制造工藝放量分析
2021-09-10 06:43:43李莎龍維峰
交通科技與管理 2021年6期
李莎 龍維峰
摘 要:門寬尺寸是城軌鋁合金車體關(guān)鍵尺寸之一,本文圍繞鋁合金車體的制造過(guò)程,通過(guò)對(duì)鋁合金車體不同位置的側(cè)墻寬度尺寸的進(jìn)行區(qū)別工藝放量,對(duì)車體的門寬尺寸加以控制,解決了車體門寬尺寸控制問(wèn)題,保證了車體尺寸精度,為后續(xù)批量產(chǎn)品的生產(chǎn)奠定工藝技術(shù)基礎(chǔ)。
關(guān)鍵詞:鋁合金車體;側(cè)墻寬度;工藝放量;尺寸控制
0 引言
城軌車輛是我們公司重要的產(chǎn)品之一,隨著其年產(chǎn)量的不斷增加,如何控制車體尺寸精度,避免尺寸偏差影響后工序裝配而造成車體返工,提高車體生產(chǎn)效率這一工作顯得尤為重要,而工藝放量為其奠定了技術(shù)基礎(chǔ)。
如圖1所示,以焊接為例,工藝放量是為保證最終車體組焊完成后滿足設(shè)計(jì)技術(shù)和焊接質(zhì)量要求,對(duì)工件1、2進(jìn)行工藝分析,人為設(shè)置尺寸A、B的工藝偏差值。
工藝放量是車體制造工藝的基礎(chǔ),是對(duì)部件焊接過(guò)程可能產(chǎn)生的變形及尺寸變化的一種控制措施,屬于焊接常用的變形控制措施中反變形的一種[1-5]。根據(jù)預(yù)測(cè)的焊接變形的大小和方向,在待焊接工件裝配時(shí)預(yù)設(shè)與殘余應(yīng)力大小相當(dāng)、方向相反的預(yù)變形量,焊后的焊接變形抵消了預(yù)變形量,使構(gòu)件回復(fù)到設(shè)計(jì)所要求的幾何尺寸,為保證車體尺寸,在進(jìn)行工藝放量時(shí),要充分考慮焊接方向(縱向)和垂直焊接方向(橫向)。
經(jīng)過(guò)近些年大量的鋁合金地鐵車輛車體制造,形成了鋁合金車體制造工藝放量體系,但通過(guò)跟蹤車體組焊交檢尺寸發(fā)現(xiàn)門寬尺寸范圍波動(dòng)較大,尺寸優(yōu)化空間較大,本文重點(diǎn)分析通過(guò)側(cè)墻單元的側(cè)墻板工藝放量,提出優(yōu)化改進(jìn)措施,以提高最終車體組焊后門寬尺寸合格率,提升車體制造尺寸精度。
1 側(cè)墻寬度尺寸分析
側(cè)墻單元在寬度方向上影響著客室門寬的尺寸精度,因而,如何避免門寬超差,是城軌鋁合金車體組焊時(shí)要重點(diǎn)關(guān)注的問(wèn)題。之前的鋁合金車體放量體系,只是針對(duì)鋁合金車體進(jìn)行了寬泛的統(tǒng)一放量,但未充分考慮到車體尺寸、撓度及載客量的差異。
由于承重的原因,對(duì)鋁合金車體組焊后的空車體提出了撓度的要求,撓度預(yù)設(shè)點(diǎn)一般選擇布置在影響車體整體剛度的位置,而預(yù)設(shè)的撓度導(dǎo)致相鄰側(cè)墻單元的相對(duì)距離發(fā)生變化,進(jìn)而易導(dǎo)致門寬尺寸超差的問(wèn)題或車體組焊時(shí)門寬尺寸控制難度增加,因此在側(cè)墻單元組焊時(shí)對(duì)門寬尺寸加以考慮是十分必要的。
2 側(cè)墻板寬度方向放量?jī)?yōu)化
借助AutoCAD畫(huà)圖軟件,將車體的長(zhǎng)度以及各點(diǎn)的預(yù)置撓度值按照1:1比例畫(huà)出,模擬出各側(cè)墻單元在該撓度下的擺放位置及角度,進(jìn)而測(cè)量出各門的門寬尺寸,最終確定側(cè)墻板的放量。
2.1 A車型側(cè)墻板放量?jī)?yōu)化
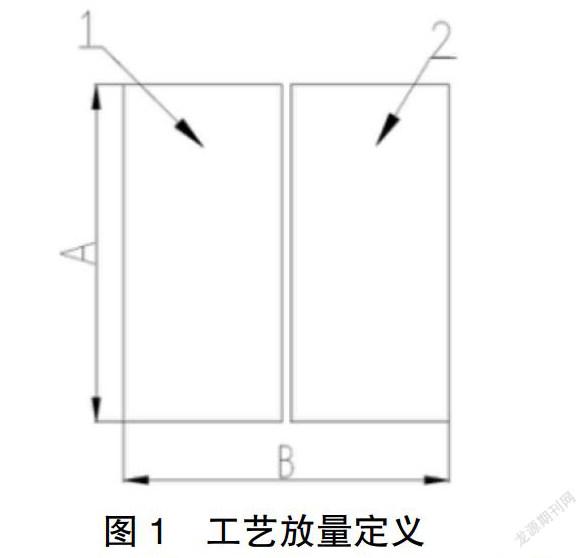
A車型一般由6塊側(cè)墻單元,5個(gè)車門組成,車體組焊時(shí)撓度值的設(shè)置如下圖2所示,其中,車體組焊完成后客室門寬的要求值為1 700 mm(-3,+2)。結(jié)果表明,1、5門的尺寸超差-3.8 mm左右,不滿足尺寸要求,2、4門的尺寸滿足尺寸公差的要求,3號(hào)門的尺寸超差+6.4 mm,不滿足尺寸要求。
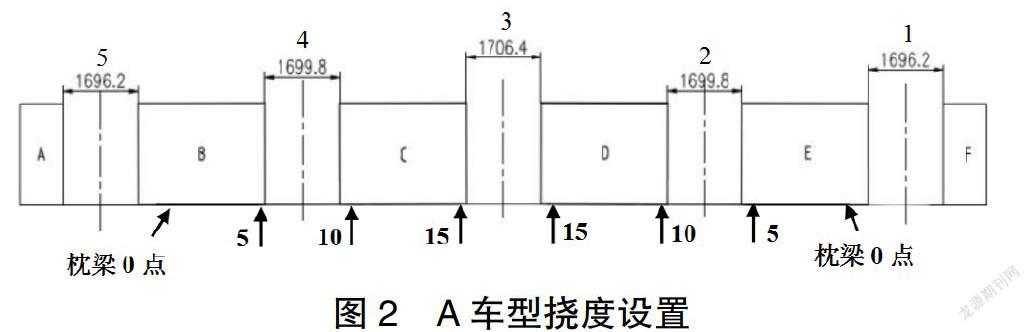
針對(duì)分析的門寬尺寸,對(duì)側(cè)墻板的放量示意圖如圖3所示。A、F側(cè)墻的放量均為-3 mm,B、F側(cè)墻均不放量,C、D側(cè)墻的放量為+3 mm。
2.2 B車型側(cè)墻板放量?jī)?yōu)化
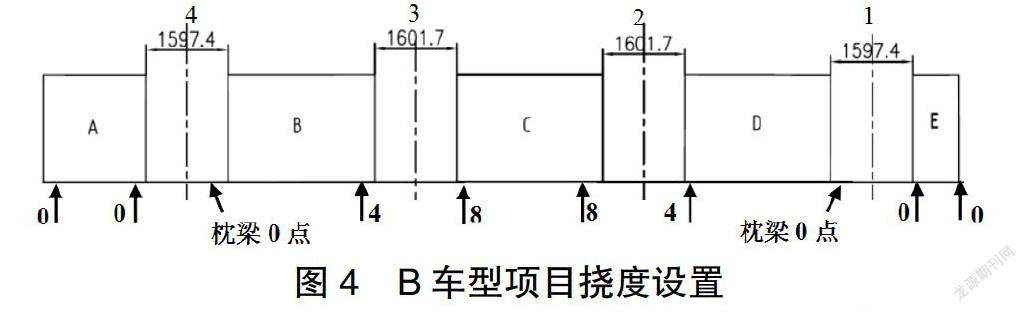
B車型一般由5塊側(cè)墻單元,4個(gè)車門組成。采用上述方法進(jìn)行分析,其中車門門寬尺寸要求為1 600 mm(-3,+2),結(jié)果表明,1、4門的尺寸超差-3.5 mm左右,2、3門的尺寸超差+2.3 mm左右,均不滿足客室門寬的尺寸要求,如圖4所示。
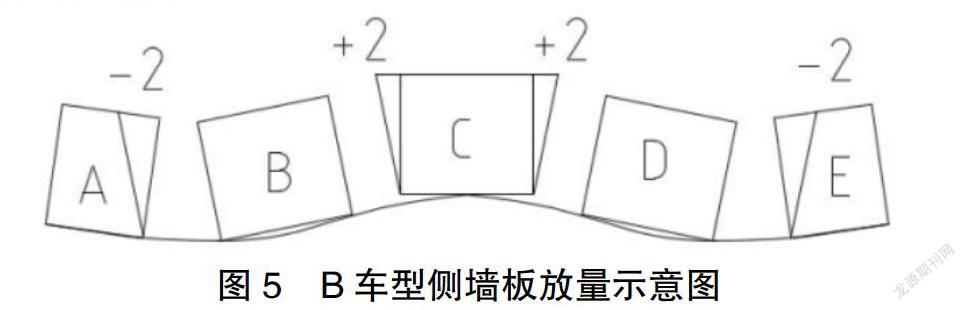
根據(jù)上面的門寬尺寸分析,為保證車體組焊后的門寬精度,其側(cè)墻板的放量如下圖所示,兩端A、E側(cè)墻板的放量均為-2 mm,B、D兩塊側(cè)墻板均不放量,而C側(cè)墻板的左右兩邊均放量+2 mm。
通過(guò)上述合理的側(cè)墻放量分析,并按上述尺寸對(duì)不同位置的側(cè)墻板進(jìn)行上寬尺寸的放量,對(duì)車體組焊后的門寬尺寸加以跟蹤,結(jié)果表明,客室門寬的尺寸呈現(xiàn)出正態(tài)分布,尺寸精度得到有效控制。
3 結(jié)論
本文研究了側(cè)墻板寬度尺寸上的放量對(duì)城軌鋁合金車體門寬尺寸的影響,通過(guò)對(duì)3種不同車型的放量分析、應(yīng)用及門寬尺寸的跟蹤,得到了合理的側(cè)墻板寬度尺寸控制規(guī)律,制定了不同車型放量具體標(biāo)準(zhǔn)要求,提高客室門寬尺寸精度,為后續(xù)城軌鋁合金項(xiàng)目提供借鑒經(jīng)驗(yàn)。
參考文獻(xiàn):
[1]王承權(quán).原始應(yīng)力對(duì)焊接接頭收縮影響的計(jì)算評(píng)定[J]. 武漢水運(yùn)工程學(xué)院學(xué)報(bào),1989(2):37-41.
[2]康振祥.焊接應(yīng)力及變形的控制應(yīng)用[J].山西冶金,2002(4):54-56.
[3]劉玉君.焊接反變形規(guī)律的實(shí)驗(yàn)驗(yàn)證[J].造船技術(shù),2006(2):35-37.
[4]王會(huì)清.機(jī)車車架鋼結(jié)構(gòu)放量工藝分析[J].科技創(chuàng)新與應(yīng)用,2020(2):93-94+96.
[5]Wang Jian hua,Lu Hao.FEM on predictio n of welding deformations based on r esidual plastic str ains.Journal of Shanghai Jiao tong University,1997, 31(4):50.