基于PTA的粉末增材制造控制系統(tǒng)
2021-09-10 03:14:43陳鵬陳克選董軍強(qiáng)
電焊機(jī) 2021年8期
陳鵬 陳克選 董軍強(qiáng)

摘要:設(shè)計(jì)并搭建了一套基于PTA(Plasma Transferred Arc)的粉末增材制造控制系統(tǒng),系統(tǒng)分為熱源控制和運(yùn)動(dòng)控制兩部分。熱源控制部分采用PLC為控制核心,結(jié)合威綸通觸摸屏實(shí)現(xiàn)熱源組成部分的時(shí)序控制,并設(shè)計(jì)參數(shù)設(shè)置模塊。通過(guò)添加子程序,實(shí)現(xiàn)熱源兩種控制模式(觸控模式和聯(lián)控模式)的切換,并且可以在觸摸屏中設(shè)置兩種控制模式下各時(shí)序時(shí)間間隔;運(yùn)動(dòng)控制部分以Arduino MEGA 2560運(yùn)動(dòng)控制卡為控制核心,通過(guò)建模、分層生成焊槍運(yùn)動(dòng)G代碼,將G代碼編譯為步進(jìn)電機(jī)驅(qū)動(dòng)器的脈沖信號(hào),驅(qū)動(dòng)三軸滑臺(tái)上的步進(jìn)電機(jī)轉(zhuǎn)動(dòng),實(shí)現(xiàn)等離子焊槍的三維運(yùn)動(dòng);通過(guò)旋轉(zhuǎn)編碼器建立熱源與運(yùn)動(dòng)之間的聯(lián)系,實(shí)現(xiàn)增材制造過(guò)程的一體化控制。最后通過(guò)工藝試驗(yàn)驗(yàn)證了該增材制造過(guò)程控制系統(tǒng)的可行性及可靠性。
關(guān)鍵詞:PTA;粉末增材制造;PLC;一體化控制
0? ? 前言
相對(duì)于傳統(tǒng)的車銑刨磨等去除材料工藝以及鑄造、鍛壓、注塑等材料凝固及塑性成型工藝而言,增材制造技術(shù)是通過(guò)材料逐點(diǎn)逐層增加的方式制造零件的工藝技術(shù)[1]。與傳統(tǒng)加工工藝相比,增材制造技術(shù)不需用傳統(tǒng)加工機(jī)床和模具,能夠極大地節(jié)省生產(chǎn)成本和制造時(shí)間, 生產(chǎn)成本僅是傳統(tǒng)制造成本的10%~20%,生產(chǎn)周期為傳統(tǒng)制造周期的10%~20%,材料利用率極高,同時(shí),不受所加工零件復(fù)雜程度的限制,能夠生產(chǎn)形狀結(jié)構(gòu)復(fù)雜及不同材料復(fù)合的零件[2-4]。
與MIG增材制造相比,等離子弧是經(jīng)過(guò)壓縮的電弧具有良好的穩(wěn)定性,不易受外界因素影響,焊接工藝穩(wěn)定,易消除熔池內(nèi)的氣孔、夾渣等,且與絲材相比,粉末增材制造成型精度更高,成型構(gòu)件物理性能也更高。李廷忠等[5]建立了等離子金屬零件直接成形的熱輸入預(yù)測(cè)數(shù)值模型,為控制金屬零件成形過(guò)程中因熱累積效應(yīng)造成的流淌現(xiàn)象具有一定的參考價(jià)值。王淑峰等[6]認(rèn)為等離子束和激光束同為高能束流,等離子束成形性價(jià)比更高,在金屬零件特別是鐵基材料的工業(yè)化3D打印方面的發(fā)展前景更好。
1 基于PTA的粉末增材制造系統(tǒng)構(gòu)成
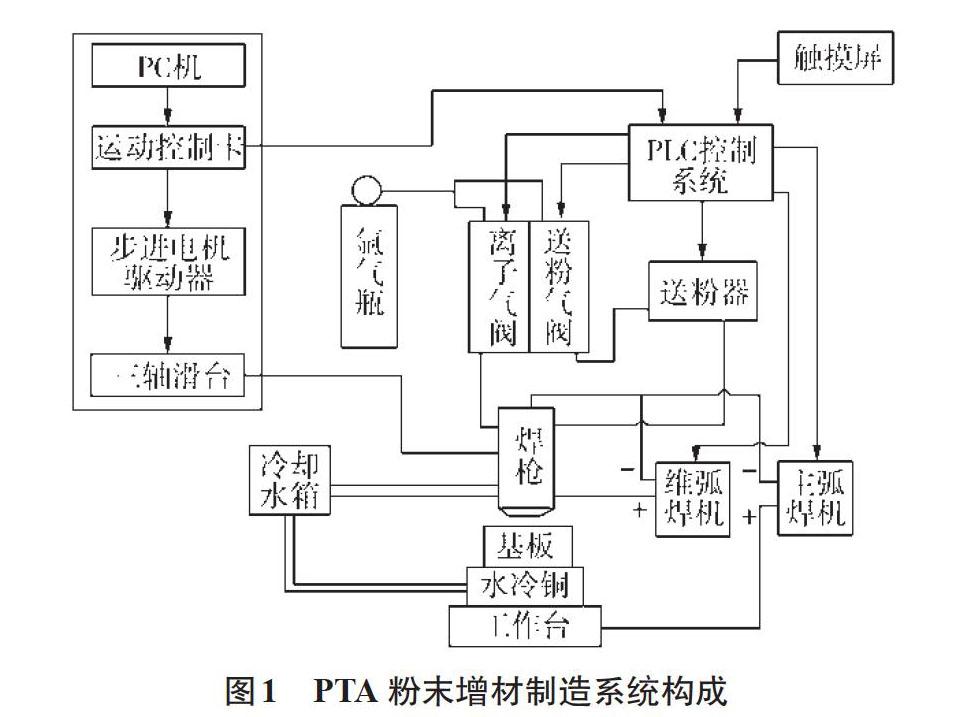
為保證增材制造成型件的質(zhì)量,需從兩個(gè)方面入手:一是保證熱源系統(tǒng)的連續(xù)與穩(wěn)定,二是保證運(yùn)動(dòng)機(jī)構(gòu)的精確與平穩(wěn)。本課題設(shè)計(jì)的基于PTA的粉末增材制造系統(tǒng)主要由熱源控制系統(tǒng)和運(yùn)動(dòng)控制系統(tǒng)兩部分組成,如圖1所示,左側(cè)方框內(nèi)為運(yùn)動(dòng)控制系統(tǒng),其余部分為熱源控制系統(tǒng)。
1.1 增材制造熱源控制系統(tǒng)
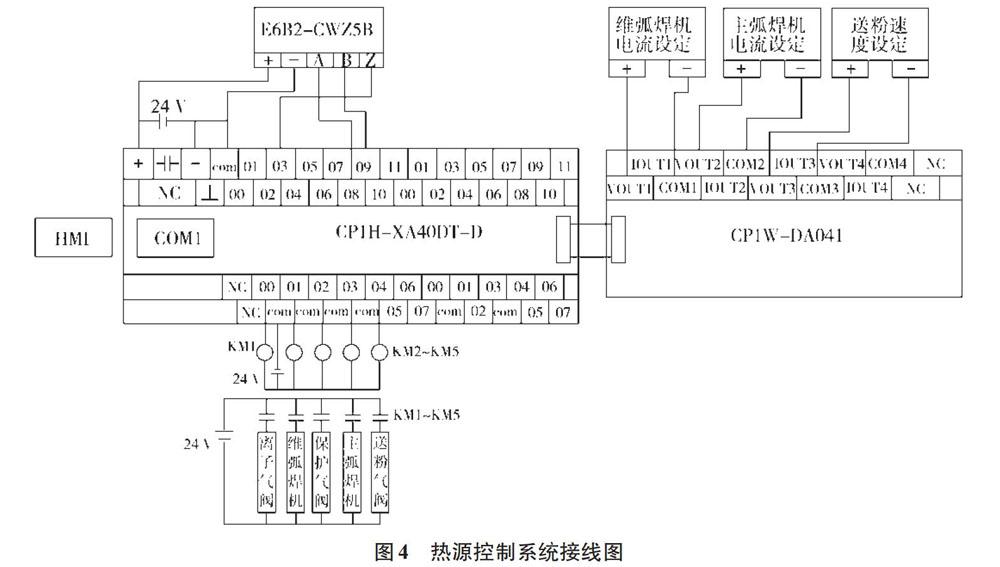
熱源系統(tǒng)采用PLC為控制核心,結(jié)合威綸通觸摸屏實(shí)現(xiàn)保護(hù)氣、離子氣、維弧焊機(jī)、主弧焊機(jī)、送粉氣、送粉器按時(shí)序啟停。實(shí)現(xiàn)觸摸屏對(duì)維弧焊機(jī)焊接電流、主弧焊機(jī)焊接電流及送粉速度的設(shè)定。同時(shí)為方便生產(chǎn),在熱源程序中添加子程序,可實(shí)現(xiàn)熱源兩種控制模式——觸控模式和聯(lián)控模式的切換。在觸控模式下,熱源受觸摸屏觸發(fā)控制;聯(lián)控模式下,熱源受運(yùn)動(dòng)控制卡控制;并在觸摸屏中實(shí)現(xiàn)兩種模式下各時(shí)序時(shí)間間隔的設(shè)定。采用歐姆龍公司CP1H系列PLC,其型號(hào)為CP1H-XA40DT-D,輸入DC 24V,輸出類型為晶體管漏型,I/O點(diǎn)數(shù)為40,內(nèi)置模擬量輸入/輸出端子臺(tái)。
由于轉(zhuǎn)移型等離子焊槍結(jié)構(gòu)中鎢極與工件的距離較大,所以必須選擇合適的維弧焊機(jī)(選擇WSE-200作為維弧焊機(jī),WSE-350作為主弧焊機(jī)),電離離子氣(本實(shí)驗(yàn)用氬氣)為引燃主弧制造等離子氛圍。
1.1.1 時(shí)序控制
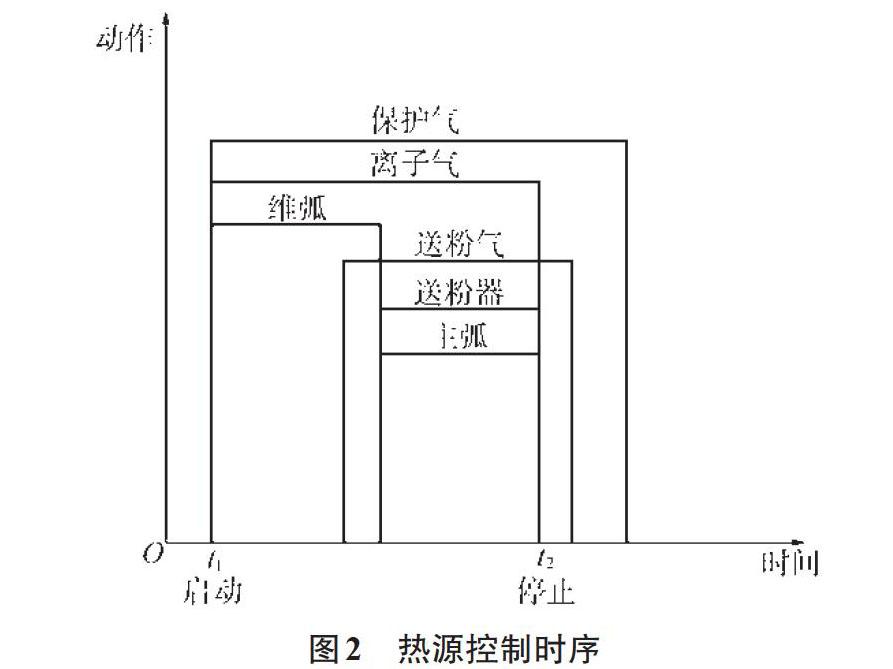
由于在冷卻水箱未開啟的情況下啟動(dòng)熱源容易燒毀焊槍,所以將熱源控制系統(tǒng)的電源接到冷卻水箱的220 V輸出端,使得冷卻系統(tǒng)在未開啟情況下無(wú)法啟動(dòng)熱源控制系統(tǒng)。使用PLC定時(shí)器功能,按時(shí)序啟停熱源的6個(gè)控制對(duì)象,實(shí)現(xiàn)熱源過(guò)程控制,時(shí)序如圖2所示,其中,熄滅主弧及關(guān)閉送粉器后,適當(dāng)延長(zhǎng)送粉氣時(shí)間可清空送粉管道余粉,防止焊槍堵粉。在時(shí)序控制程序中加入自鎖功能,使啟動(dòng)開關(guān)與停止開關(guān)具有復(fù)位功能。將各定時(shí)器時(shí)間換成寄存地址,實(shí)現(xiàn)觸摸屏對(duì)各定時(shí)器時(shí)間的設(shè)定。
1.1.2 維弧電流、主弧電流及送粉速度設(shè)定
使用PLC模擬量輸出功能進(jìn)行維弧電流、主弧電流及送粉速度設(shè)定。由于歐姆龍CP1H-XA40DT-D只有2路內(nèi)置模擬量輸出和4路內(nèi)置模擬量輸入,要進(jìn)行3路模擬量輸出,必須外加擴(kuò)展模塊,使用CP1W-DA041的歐姆龍模擬量輸出擴(kuò)展模塊,CP1W-DA041的分辨率為1/6 000,使用4個(gè)輸出字。編寫模擬量輸出程序時(shí),根據(jù)“ 使用輸出 ”和“ 范圍代碼 ”確定設(shè)定數(shù)據(jù),要輸出0~10 V模擬量,二進(jìn)制設(shè)定數(shù)據(jù)為1001,對(duì)應(yīng)十六進(jìn)制數(shù)為9。要輸出三路0~10 V的模擬量輸出信號(hào),設(shè)定數(shù)據(jù)的輸出字為102和103,且102對(duì)應(yīng)設(shè)定數(shù)據(jù)為#8099,103對(duì)應(yīng)設(shè)定數(shù)據(jù)為#8009。D/A轉(zhuǎn)換數(shù)據(jù)通道為n+1,n+2,n+3和n+4,其中“ n ”為分配給CPU單元的最后一個(gè)輸出字[7]。因此三路D/A轉(zhuǎn)換數(shù)據(jù)輸出字分別為102、103和104,設(shè)定0.5 s定時(shí)器,確保PLC通電后等待有效的轉(zhuǎn)換數(shù)據(jù)。
設(shè)定維弧電流與主弧電流時(shí),只需要擴(kuò)展單元輸出0~5 V的電壓信號(hào),所以數(shù)字量范圍為0~3 000,維弧焊機(jī)電流可調(diào)范圍為0~200 A,實(shí)際使用維弧電流范圍為0~60 A,主弧電流范圍為0~320 A。設(shè)維弧電流為x1,對(duì)應(yīng)十進(jìn)制轉(zhuǎn)換數(shù)據(jù)為y1,主弧電流為x2,對(duì)應(yīng)十進(jìn)制轉(zhuǎn)換數(shù)據(jù)為y2,則:y1=15x1,y2=(3 000/320)x2。根據(jù)公式編寫維弧和主弧電流設(shè)定程序,其中維弧電流和主弧電流對(duì)應(yīng)D/A轉(zhuǎn)換數(shù)據(jù)輸出字為102和103。
編寫送粉速度設(shè)定程序時(shí),需要擴(kuò)展單元輸出0~10 V的電壓信號(hào),所以數(shù)字量范圍為0~6 000,對(duì)應(yīng)D/A數(shù)據(jù)轉(zhuǎn)換輸出字為104,用電子天平對(duì)送粉速度進(jìn)行標(biāo)定,得出送粉速度x3與對(duì)應(yīng)十進(jìn)制轉(zhuǎn)換數(shù)據(jù)y3之間的關(guān)系式為:y3=141.95x3+2 481.5。根據(jù)工藝試驗(yàn),設(shè)定增材制造送粉速度為5~23.68 g/min。
1.1.3 熱源的兩種控制模式
為方便設(shè)備調(diào)試及生產(chǎn),在熱源控制程序中加入子程序,實(shí)現(xiàn)聯(lián)控模式與觸控模式的切換,編程時(shí)用到的程序指令有:子程序調(diào)用指令SBS(091),進(jìn)入子程序指令SBN(092)以及子程序結(jié)束指令RET(093),通過(guò)切換開關(guān)實(shí)現(xiàn)子程序調(diào)用。
在觸控模式下,熱源啟停完全受觸摸屏觸發(fā);在聯(lián)控模式下,熱源啟停受與運(yùn)動(dòng)控制卡連接的步進(jìn)電機(jī)控制,在步進(jìn)電機(jī)上安裝旋轉(zhuǎn)編碼器(型號(hào)為E6B2-CWZ5B),用歐姆龍PLC的脈沖頻率轉(zhuǎn)換指令PRV2(883)讀取步進(jìn)電機(jī)轉(zhuǎn)動(dòng)速度,通過(guò)判斷步進(jìn)電機(jī)的轉(zhuǎn)動(dòng)或停止控制熱源的啟動(dòng)與停止。
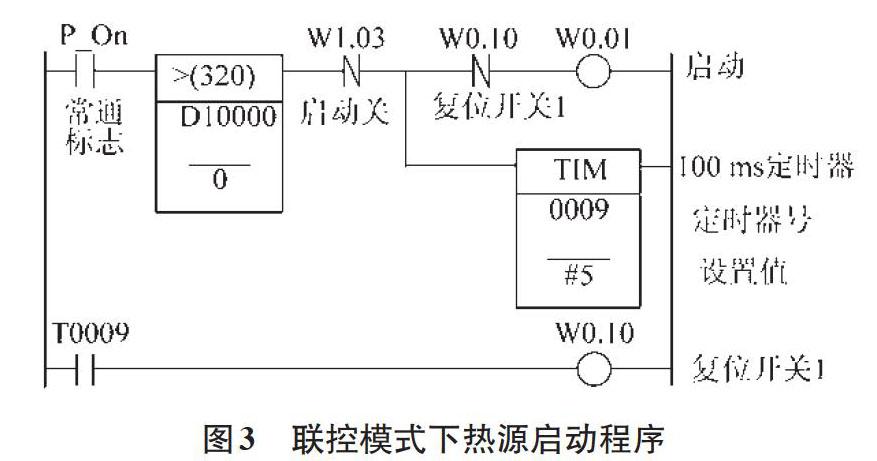
在聯(lián)控模式下,在上位機(jī)軟件RepetierHost界面點(diǎn)擊“ 運(yùn)行任務(wù) ”,焊槍首先開始復(fù)位,然后行走到平臺(tái)預(yù)定位置(在此過(guò)程中焊槍不起弧),焊槍在預(yù)定位置停頓瞬間后,運(yùn)動(dòng)控制卡步進(jìn)電機(jī)開始轉(zhuǎn)動(dòng),焊槍也開始模型三維路徑掃描,此時(shí)PLC會(huì)對(duì)讀取到的運(yùn)動(dòng)控制卡步進(jìn)電機(jī)轉(zhuǎn)速進(jìn)行判斷處理,如圖3所示,當(dāng)電機(jī)轉(zhuǎn)速大于0時(shí),立即啟動(dòng)熱源,并且在程序中串聯(lián)兩個(gè)常閉開關(guān)W0.10和W1.03,常閉開關(guān)W0.10實(shí)現(xiàn)通過(guò)0.5 s定時(shí)器復(fù)位“ 啟動(dòng) ”開關(guān),常閉開關(guān)W1.03可實(shí)現(xiàn)在熱源系統(tǒng)正在關(guān)閉時(shí)無(wú)法啟動(dòng)熱源,達(dá)到“ 啟動(dòng) ”與“ 結(jié)束 ”的互鎖。
當(dāng)電機(jī)轉(zhuǎn)速等于0時(shí),立即關(guān)閉熱源,并在程序中串聯(lián)一個(gè)常開開關(guān)和一個(gè)常閉開關(guān),常開開關(guān)可實(shí)現(xiàn)熱源未啟動(dòng)時(shí)無(wú)法關(guān)閉熱源,同樣達(dá)到“ 啟動(dòng) ”與“ 結(jié)束 ”的互鎖,常閉開關(guān)可實(shí)現(xiàn)通過(guò)0.5 s定時(shí)器復(fù)位“ 結(jié)束 ”開關(guān)。熱源控制系統(tǒng)整體接線如圖4所示。
為了簡(jiǎn)化電路、美化設(shè)備以及方便操作,采用威綸通MT6070iH3觸摸屏代替?zhèn)鹘y(tǒng)按鈕開關(guān)。根據(jù)增材制造熱源控制需要,設(shè)計(jì)的觸摸屏的部分操作界面如圖5所示。
1.2 增材制造運(yùn)動(dòng)控制系統(tǒng)
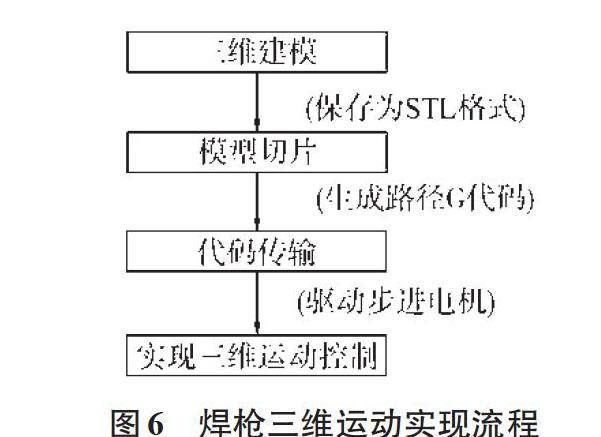
增材制造運(yùn)動(dòng)控制系統(tǒng)由三軸滑臺(tái)、步進(jìn)電機(jī)驅(qū)動(dòng)器、運(yùn)動(dòng)控制卡和PC機(jī)組成。焊槍三維運(yùn)動(dòng)實(shí)現(xiàn)流程如圖6所示。首先通過(guò)三維軟件SolidWorks建立零件模型,并保存為STL格式,然后將模型用分層軟件Cura進(jìn)行切片處理,生成運(yùn)動(dòng)控制所需G代碼,再通過(guò)運(yùn)動(dòng)控制軟件RepetierHost連接PC機(jī)與運(yùn)動(dòng)控制卡,將G代碼經(jīng)過(guò)編譯處理轉(zhuǎn)化為驅(qū)動(dòng)步進(jìn)電機(jī)轉(zhuǎn)動(dòng)的脈沖信號(hào),驅(qū)動(dòng)三軸滑臺(tái)上的步進(jìn)電機(jī)轉(zhuǎn)動(dòng),從而實(shí)現(xiàn)焊槍的三維空間運(yùn)動(dòng)[8]。
選擇Arduino MEGA 2560板卡作為運(yùn)動(dòng)控制卡,其處理器核心是ATmega 2560單片機(jī),在ATmega 2560中燒錄Marlin固件(一款常用的3D打印運(yùn)動(dòng)控制軟件)。Cura切片軟件中,可設(shè)置增材制造的層高和焊槍行走速度,并結(jié)合送粉速度,設(shè)置合適的層高以利于工件成型。如果層高太高,送粉速度太小,增材過(guò)程中會(huì)出現(xiàn)弧長(zhǎng)逐漸增大,進(jìn)而使電弧壓力增大,破壞熔池穩(wěn)定性,影響零件成型。
2 工藝試驗(yàn)
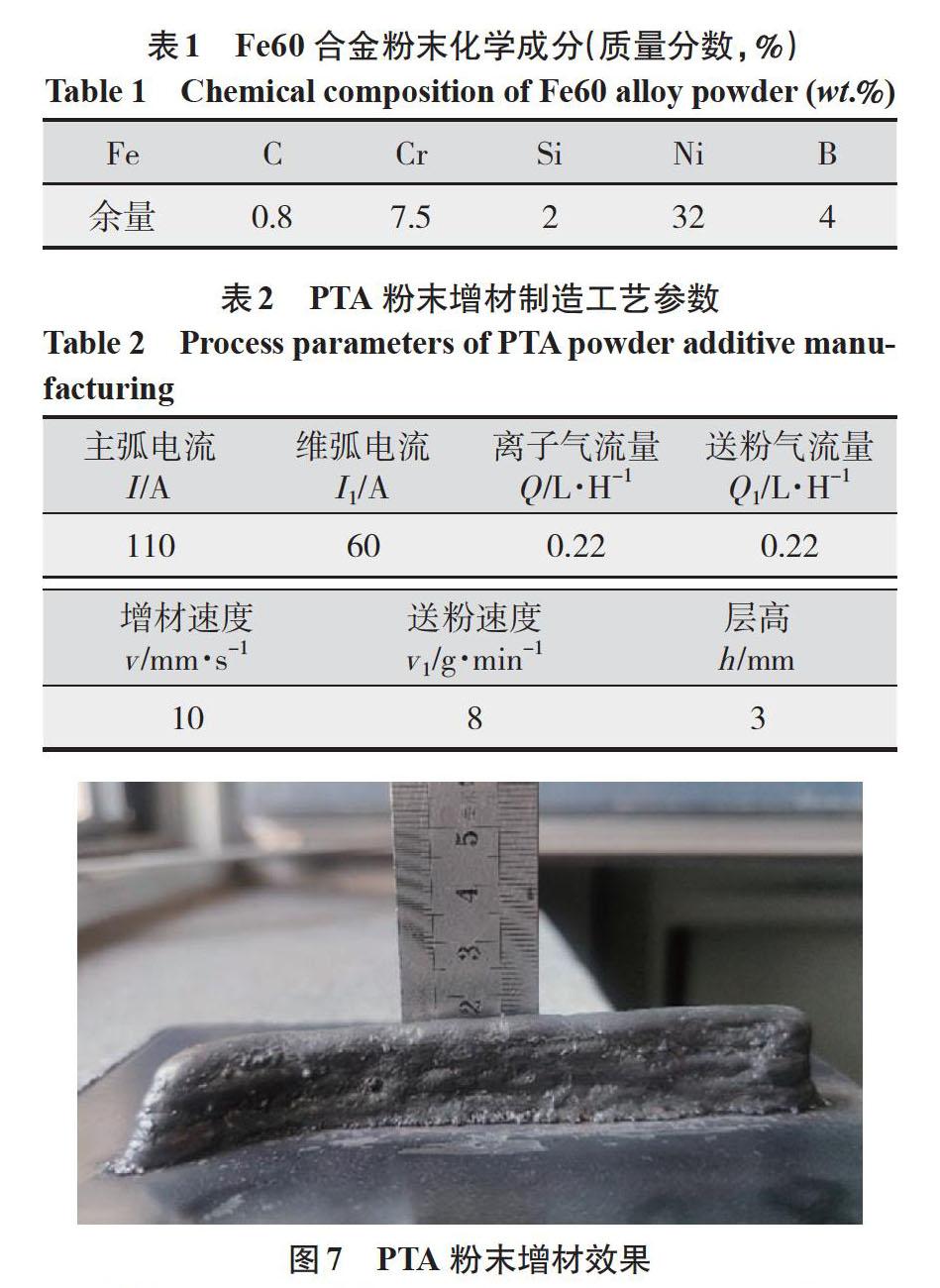
增材制造設(shè)備搭建完成及控制系統(tǒng)調(diào)試結(jié)束后,在尺寸為150 mm×150 mm×5 mm的Q235鋼板上進(jìn)行試驗(yàn)參數(shù)調(diào)試,通過(guò)觀察增材層成型判斷送粉是否連續(xù)均勻,各參數(shù)是否匹配。通過(guò)不斷調(diào)節(jié)各參數(shù),觀察增材層成型,得出較為理想的參數(shù)范圍。增材參數(shù)調(diào)試結(jié)束后,同樣在尺寸為150 mm×150 mm×5 mm的Q235鋼板上進(jìn)行PTA粉末增材制造工藝試驗(yàn),為減少增材過(guò)程中熱量積累造成的塌陷,在基板下加水冷銅冷卻[9]。增材粉末使用Fe60合金粉末,送粉氣與離子氣均為99.9%Ar,F(xiàn)e60合金粉末的化學(xué)成分如表1所示,增材制造工藝參數(shù)如表2所示,葉片模型的增材效果如圖7所示,增材層數(shù)為6。觀察整個(gè)增材制造過(guò)程發(fā)現(xiàn),熱源與運(yùn)動(dòng)控制穩(wěn)定可靠。
在增材制造工藝試驗(yàn)過(guò)程中,參數(shù)選擇不當(dāng)時(shí)容易出現(xiàn)以下幾點(diǎn)問(wèn)題:(1)如果送粉氣流量過(guò)小,容易出現(xiàn)堵粉或者送粉量不足的問(wèn)題,但如果送粉氣流量過(guò)大,不僅會(huì)造成粉末飛濺,而且氣體吹動(dòng)熔池向零件兩側(cè)流動(dòng),造成零件在寬度方向的尺寸大于設(shè)定值,而在高度方向的尺寸增加量遠(yuǎn)遠(yuǎn)小于軟件分層高度,因此增材過(guò)程中要選擇合適的送粉氣流量。(2)增材過(guò)程中,在零件周圍有時(shí)會(huì)出現(xiàn)直徑不等的合金小圓珠,即粘珠現(xiàn)象,出現(xiàn)粘珠現(xiàn)象的原因主要是送粉量過(guò)大或個(gè)別送粉孔堵塞造成的送粉不對(duì)稱。(3)增材制造過(guò)程中偶爾會(huì)出現(xiàn)雙弧現(xiàn)象,鎢極與噴嘴孔徑不同心是形成雙弧的主要原因,噴嘴孔徑越小,孔道長(zhǎng)度或內(nèi)縮越大時(shí),雙弧形成的可能性越大。另外增大電流時(shí)易出現(xiàn)雙弧,噴嘴表面的氧化物或金屬飛濺物等同樣會(huì)導(dǎo)致出現(xiàn)雙弧現(xiàn)象[10]。
3 結(jié)論
(1)通過(guò)PLC實(shí)現(xiàn)PTA粉末增材制造熱源過(guò)程控制,使熱源各部分按時(shí)序啟停,利用PLC模擬量輸出功能,實(shí)現(xiàn)了用觸摸屏對(duì)增材制造過(guò)程中各參數(shù)的預(yù)置。通過(guò)子程序?qū)崿F(xiàn)熱源的兩種控制模式,并利用PLC的高速脈沖計(jì)數(shù)功能,使熱源啟停與熱源運(yùn)動(dòng)可以同時(shí)受上位機(jī)的控制,實(shí)現(xiàn)增材制造過(guò)程的一體化控制。
(2)通過(guò)建模、分層及路徑編譯,實(shí)現(xiàn)增材制造過(guò)程中焊槍對(duì)模型輪廓的掃描,從而實(shí)現(xiàn)從三維模型到實(shí)體零件的快速自動(dòng)化成型。
(3)通過(guò)工藝試驗(yàn)驗(yàn)證了PTA粉末增材制造控制系統(tǒng)的穩(wěn)定性及可靠性。等離子弧能量密度高,電弧穩(wěn)定性好,性價(jià)比高,在金屬增材制造方面具有良好的發(fā)展前景。
參考文獻(xiàn):
盧秉恒,李滌塵.增材制造(3D打印)技術(shù)發(fā)展[J].機(jī)械制造與自動(dòng)化,2013,42(4):1-4.
宗學(xué)文,熊聰,張斌,等.基于快速成型技術(shù)制造復(fù)雜金屬件的研究綜述[J].熱加工工藝,2019,48(1):5-9,13.
王久軍,孟威.增材制造研究及其發(fā)展趨勢(shì)[J].西部皮革,2018,40(18):62-65.
馬曉坤,侯建峰,孟憲東,等.3D打印技術(shù)的發(fā)展及應(yīng)用現(xiàn)狀[J].化學(xué)工程與裝備,2020(12):246-248.
李廷忠,吳圣川.等離子熔積成形熱輸入數(shù)學(xué)模型研究[J].電焊機(jī),2006,36(6):34-37.
王淑峰,姬強(qiáng),遲靜,等.等離子束在金屬零件3D打印中的研究現(xiàn)狀和發(fā)展趨勢(shì)[J].材料導(dǎo)報(bào),2015,29(1):111-116.
高安邦,李逸博,馬欣.歐姆龍PLC技術(shù)完全攻略[M].北京:化學(xué)工業(yè)出版社,2015.
仇文杰.三維模型分層掃描設(shè)計(jì)及實(shí)現(xiàn)[D]. 甘肅:蘭州理工大學(xué),2018.
陳克選,王向余,李宜炤,等.水冷條件下WAAM溫度場(chǎng)的數(shù)值模擬研究[J].材料導(dǎo)報(bào),2021,35(4):4165-4169.
王宗杰.熔焊方法及設(shè)備[M].北京:機(jī)械工業(yè)出版社,2006.