1Cr13不銹鋼電磁組件焊接裂紋分析及工藝措施
2021-09-10 10:27:02董錟牛劭臣胡靖
機(jī)電信息 2021年22期
董錟 牛劭臣 胡靖

摘 要:1Cr13馬氏體不銹鋼焊接性能差,極易產(chǎn)生冷裂紋缺陷。某航空產(chǎn)品零件的材料為1Cr13,在激光焊后焊縫產(chǎn)生延遲裂紋。現(xiàn)針對(duì)工件無(wú)法焊前預(yù)熱及其結(jié)構(gòu)特點(diǎn),用氬弧焊代替激光焊,通過(guò)焊接工藝控制解決該產(chǎn)品焊接裂紋問(wèn)題,避免產(chǎn)生焊縫冷裂紋。
關(guān)鍵詞:1Cr13馬氏體不銹鋼;冷裂紋;氬弧焊;工藝控制
0? ? 引言
航空產(chǎn)品插座類零件一般采用激光焊焊接,利用激光焊熱量集中的特點(diǎn)防止焊接熱量燒壞插座內(nèi)部電子元件,影響產(chǎn)品性能。其材料均為奧氏體不銹鋼,焊接性能良好,焊縫無(wú)質(zhì)量問(wèn)題。其中電磁組件殼體材料為1Cr13馬氏體不銹鋼,在焊接插座時(shí),經(jīng)試驗(yàn)焊接參數(shù),降低激光焊的速度,焊縫均勻光滑,無(wú)外觀缺陷。但在外廠使用過(guò)程中出現(xiàn)插座脫落的情況,經(jīng)觀察端口形貌為脆性斷裂,初步定位為裂紋擴(kuò)展引起焊縫失效。領(lǐng)取工件按原工藝進(jìn)行焊接試驗(yàn),未發(fā)現(xiàn)焊接缺陷,在激光焊1~2天后出現(xiàn)延遲裂紋。本文擬通過(guò)氬弧焊替代激光焊,試驗(yàn)焊接工藝方案,利用焊接加熱來(lái)達(dá)到對(duì)焊縫預(yù)熱和緩冷的效果,控制焊縫冷卻速度,減少脆性相產(chǎn)生,改善焊縫性能,得到優(yōu)良焊縫。
1? ? 裂紋機(jī)理分析
1.1? ? 材料焊接性分析
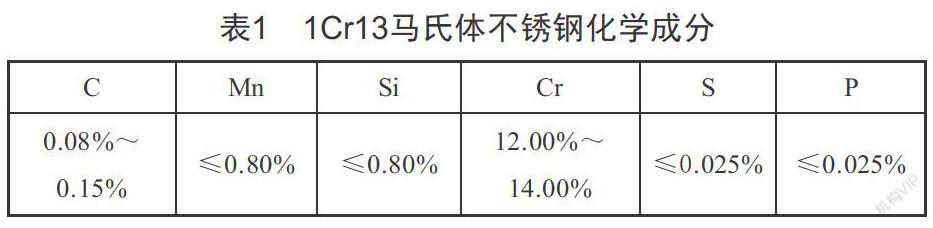
零件殼體材料為1Cr13,化學(xué)成分如表1所示。
1Cr13馬氏體不銹鋼焊縫和熱影響區(qū)焊后狀態(tài)為脆硬的馬氏體組織,另外1Cr13鋼的碳當(dāng)量約為2.76%,因此其焊接性能差[1]。因1Cr13馬氏體不銹鋼導(dǎo)熱性較碳鋼差,焊后殘余應(yīng)力大,特別是焊縫含氫量較高時(shí),在快速冷卻時(shí)極易產(chǎn)生冷裂紋。其焊接成分特點(diǎn)往往使其組織處于舍夫勒焊縫組織圖中的M和M+F邊界區(qū),在冷卻速度小于10 ℃/s時(shí)近縫區(qū)會(huì)出現(xiàn)粗大的鐵素體,塑性和韌性也顯著下降[2]。所以,焊接冷卻速度的控制是一個(gè)難題。為得到合適的焊接接頭,往往需要焊前預(yù)熱200~250 ℃來(lái)防止冷裂紋產(chǎn)生,在焊后焊縫冷卻至150 ℃后加熱至650~750 ℃進(jìn)行回火處理[3],降低焊縫和熱影響區(qū)的硬度,減少焊接殘余應(yīng)力,改善其塑性和韌性。
綜上所述,1Cr13的焊接工藝性能差,必須采用合適的焊接參數(shù),并對(duì)工件進(jìn)行焊前預(yù)熱,焊后須進(jìn)行熱處理,以保證焊縫質(zhì)量。
1.2? ? 結(jié)構(gòu)焊接性分析
如圖1所示,電磁組件殼體和插座的焊接接頭為鎖底對(duì)接,焊縫無(wú)坡口,采用不添加焊絲自熔焊接。焊縫在工件的轉(zhuǎn)接處,容易在該處產(chǎn)生應(yīng)力集中,結(jié)構(gòu)焊接性能差。
1.3? ? 工藝焊接性分析
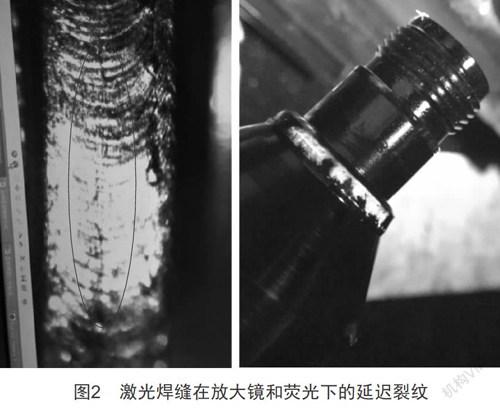
激光焊接的特點(diǎn)是焊接熱量集中,焊接變形小,焊接熱影響區(qū)小,焊縫的冷卻速度快。對(duì)于電磁組件來(lái)說(shuō),工件因內(nèi)部的電子元器件無(wú)法進(jìn)行焊前預(yù)熱和焊后緩冷處理,激光焊接后焊縫迅速冷卻,焊縫金屬析出大量脆硬的馬氏體組織,焊縫的塑性和韌性大幅度降低,冷裂紋傾向明顯增加[2]。公司使用的激光焊設(shè)備為楚天YAG-400激光焊機(jī),其功率不足,焊縫的熔深只有0.3~0.5 mm,雖然激光焊的焊接應(yīng)力小,但焊縫的整體承載強(qiáng)度小,在焊接應(yīng)力的作用下產(chǎn)生延遲裂紋,如圖2所示。
2? ? 試驗(yàn)方案
根據(jù)對(duì)焊縫延遲裂紋產(chǎn)生機(jī)理的分析,針對(duì)電磁組件零件特點(diǎn),用氬弧焊代替激光焊接,選擇美國(guó)微熱AWS-
200自動(dòng)氬弧焊機(jī),試驗(yàn)不同的焊接參數(shù),研究不同焊接參數(shù)對(duì)焊縫質(zhì)量的影響,如表2所示,從而得到最佳焊接工藝。
在試驗(yàn)過(guò)程中,用紫銅工裝保護(hù)插座,加快插座整體散熱速度,避免焊接熱量燒毀插座。同時(shí),在焊接過(guò)程中用頂針壓緊工件,對(duì)焊縫施加一個(gè)壓力直至完全冷卻,消除一部分焊接拉應(yīng)力,減少焊縫的裂紋傾向。
采用小電流的焊接參數(shù)進(jìn)行試驗(yàn)時(shí),試驗(yàn)結(jié)果如圖3和圖4所示,圖3和圖4分別對(duì)應(yīng)1#和2#焊接參數(shù),從圖3可以明顯看到在靠近殼體部分焊縫出現(xiàn)明顯的溝槽裂紋,而圖4未看到焊接裂紋缺陷,但殼體處的焊縫有咬邊缺陷且焊縫表面不光滑。比較1#和2#焊接參數(shù)可以發(fā)現(xiàn),在降低焊接速度后焊縫質(zhì)量有明顯改善,裂紋消失。分析認(rèn)為焊接速度降低,焊縫的冷卻速度變緩,焊縫中脆硬的馬氏體組織析出減少,焊縫的塑性和韌性超過(guò)焊接應(yīng)力產(chǎn)生裂紋的臨界值,未出現(xiàn)開裂情況。
圖5是按3#參數(shù)進(jìn)行焊接的電磁組件,從圖中可以看到,在焊接后焊縫中心位置有明顯的焊接裂紋缺陷且?guī)缀踟灤┱麄€(gè)焊縫。和1#與2#參數(shù)相比,3#參數(shù)焊接熱輸入更大,焊接應(yīng)力超過(guò)焊縫強(qiáng)度的臨界值,焊縫在焊接過(guò)程中直接開裂。
圖6是按4#參數(shù)進(jìn)行試驗(yàn)的電磁組件,焊縫均勻光滑,無(wú)外觀缺陷。和1#、2#、3#焊接參數(shù)相比,4#焊接參數(shù)焊接的工件焊接應(yīng)力更大,但未出現(xiàn)焊接裂紋缺陷。在用4#參數(shù)進(jìn)行焊接時(shí),焊接熱輸入高,焊接熱影響區(qū)大,整個(gè)工件的溫度升高到一個(gè)較高的值,相當(dāng)于對(duì)焊縫起到緩冷作用,焊縫的脆性相析出減少,焊縫的強(qiáng)度明顯提升。
3? ? 結(jié)論
(1)控制焊接熱輸入和焊縫的冷卻速度是影響1Cr13馬氏體不銹鋼焊接質(zhì)量的重要因素,降低焊縫冷卻速度有助于提高焊縫的塑性與韌性。
(2)使用氬弧焊焊接電磁組件,在沒有焊前預(yù)熱和焊后熱處理的情況下,通過(guò)控制焊接工藝可以加工出合格的產(chǎn)品。
(3)選擇峰值電流60 A、基值電流32 A、焊接速度3 r/min、頻率5 Hz、脈寬比40%的自動(dòng)焊接參數(shù)焊接電磁組件,能夠得到優(yōu)良的焊接接頭。
[參考文獻(xiàn)]
[1] 楊興華,王海鵬,陳向陽(yáng).1Cr13馬氏體不銹鋼小孔等離子弧打底焊工藝[J].焊接技術(shù),2012,41(3):56-57.
[2] 李亞江.焊接冶金學(xué)——材料焊接性[M].北京:機(jī)械工業(yè)出版社,2006.
[3] 中國(guó)機(jī)械工程學(xué)會(huì)焊接學(xué)會(huì).焊接手冊(cè):第2卷:材料的焊接性[M].北京:機(jī)械工業(yè)出版社,2001.
收稿日期:2021-05-24
作者簡(jiǎn)介:董錟(1983—),男,河南新鄉(xiāng)人,工程師,主要從事軍用航空產(chǎn)品的質(zhì)量監(jiān)督工作。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
