冷床自動上料效率提升的研究和應(yīng)用
2021-09-10 06:03:06黃梟雄
寶鋼技術(shù) 2021年4期
黃梟雄,景 峰
(寶鋼湛江鋼鐵有限公司,廣東 湛江 524072)
隨著中厚板的發(fā)展,以及厚板市場的競爭越來越激烈,擴大產(chǎn)能提升效率變得越來越重要。在中厚板的生產(chǎn)工藝上,冷床能起到緩沖軋機與剪切線之間生產(chǎn)能力不平衡的作用,根據(jù)生產(chǎn)的實踐經(jīng)驗,軋線的節(jié)奏越來越快,當冷床上空間不足或者來不及上料時,會導(dǎo)致鋼板不能及時離開軋線輥道,進而堵住軋線的物流,影響到中厚板的軋制節(jié)奏[1-2],因此,研究改進冷床區(qū)域的自動化和效率提升問題很有現(xiàn)實意義。
1 工藝概述
冷床是冶金軋鋼行業(yè)軋制產(chǎn)品時進行有效冷卻的區(qū)域[3],主要用于軋后鋼板在線緩慢自然冷卻,厚板軋制的熱態(tài)軋制大板進入精整線前,需要經(jīng)過冷床降低軋制大板溫度,冷床在厚板的生產(chǎn)中起到承上啟下的作用。作為整條產(chǎn)線的物流樞紐,冷床的效率直接影響到軋線的生產(chǎn)節(jié)奏。
主要工藝流程如圖1所示,軋制完成后軋制大板物流方向如下:
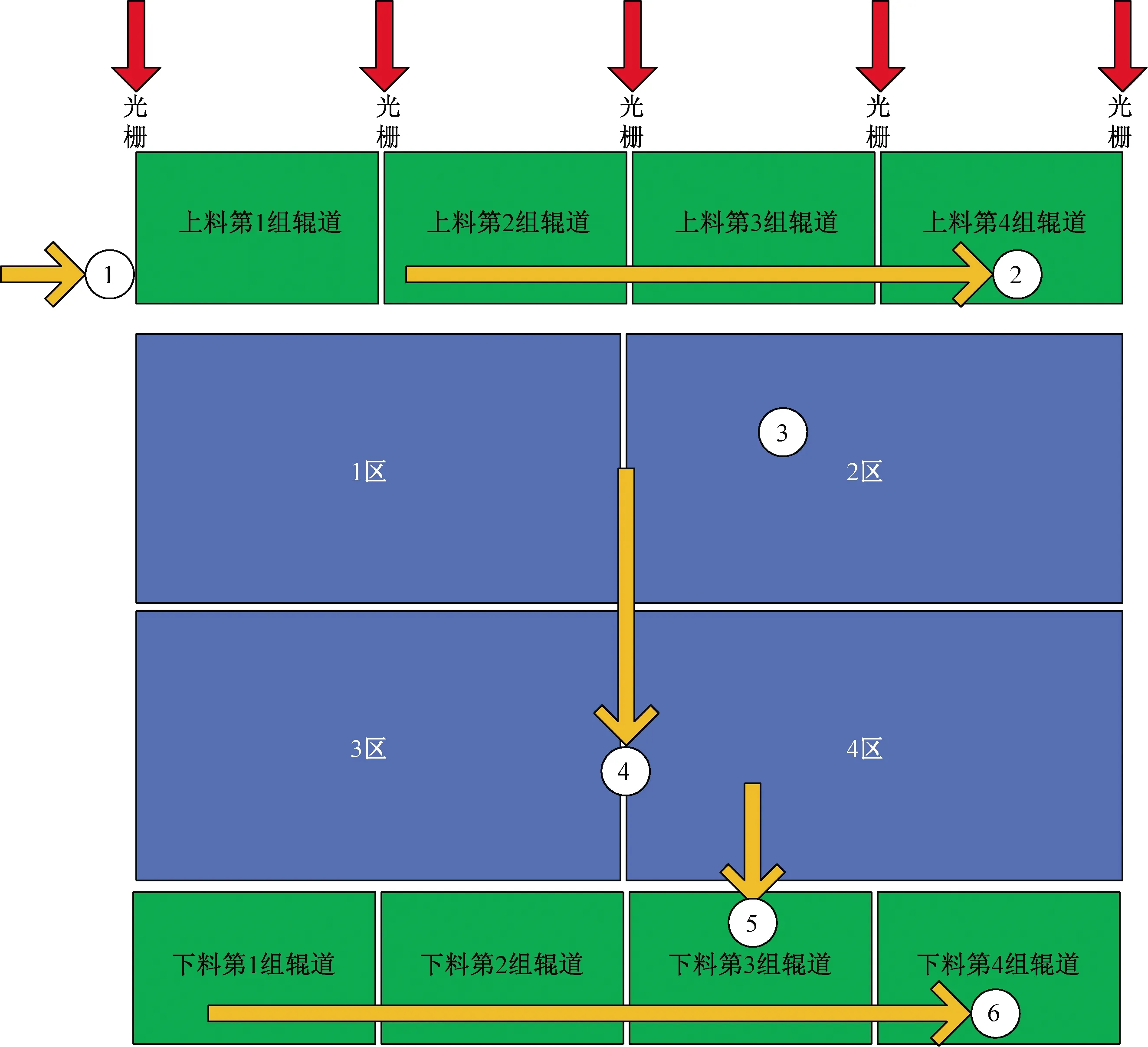
圖1 冷床區(qū)域鋼板物流示意圖
(1)從熱矯直機出口進入冷床上料輥道;
(2)停在上料輥道處等待上料;
(3)從上料輥道運送到冷床本體;
(4)從冷床本體運送到冷床出口;
(5)從冷床本體出口運送到出料輥道;
(6)從出料輥道運送到IB區(qū)域。
2 現(xiàn)狀問題分析
冷床結(jié)構(gòu)主要由固定梁、活動梁、升降機構(gòu)和橫移機構(gòu)組成,上下料采用整體鏈條梁加托輥梁這種機構(gòu),工作時液壓缸驅(qū)動整體鏈條梁升降,然后鏈條梁上的托板鏈條將鋼板抬起并移送到冷床本體上[4]。從生產(chǎn)實踐經(jīng)驗來看,當在一段時間內(nèi)厚規(guī)格鋼板的通過量較多時,由于目前的上料效率不高,或鋼板路徑安排不合理[3],可能會導(dǎo)致冷床來不及消化軋線的軋制大板,進而造成軋線被迫停機,影響生產(chǎn)順行,間接地帶來能源浪費等一系列問題。
在原設(shè)計中,軋制大板需要停在第4組上料輥道末端處,從軋制大板進入冷床開始,所需時間為T1:
(1)
式中:S為上料輥道的長度;V為上料區(qū)域的輥道速度。
上料裝置完成一個上料周期的時間為T2:
T2=t1+t2+t3+t4
(2)
式中:t1、t2、t3、t4分別為上料裝置抬升、前進、下降、后退時間。
每次完成1塊軋制大板上料的時間為T,即:
T=T1+T2
(3)
在實際生產(chǎn)時,由于軋制大板規(guī)格不一,以模具鋼為例,其特點是單重大、長度短,這樣的鋼板軋制效率高,按照現(xiàn)有單塊上料和頭部停在第4組上料輥道末端處的方式,會出現(xiàn)兩個問題:一是上料速度慢,二是上料后軋制大板質(zhì)量多壓在冷床本體的2區(qū)和4區(qū),造成2區(qū)和4區(qū)的電動機過載,活動梁變形等問題。
假設(shè)單塊軋制大板重為X,長度為Y,上料輥道的長度等于冷床本體寬度為S,積壓在冷床某個區(qū)域的質(zhì)量為Z:
(1)當軋制大板長度Y小于0.5S時,單塊軋制大板質(zhì)量全部壓在冷床本體的2區(qū)和4區(qū);
(2)當軋制大板長度Y大于0.5S時,單塊軋制大板質(zhì)量部分壓在冷床本體的2區(qū)和4區(qū)。
(4)
從式(4)可見,軋制大板越短,壓在冷床本體的2區(qū)和4區(qū)的質(zhì)量占比越大。
3 改進思路和方法
3.1 改進思路
按照之前的上料方式,必須等前一塊軋制大板(圖2中軋制大板1)上料完成后,才可以進行下一塊軋制大板(圖2中軋制大板2)上料,這樣生產(chǎn)較短的軋制大板時效率低,不能滿足軋線的生產(chǎn)節(jié)奏。

圖2 原冷床上料邏輯示意圖
按照之前的上料方式,軋制大板全部靠近第4組末端位置,這樣會導(dǎo)致全部的質(zhì)量積壓在冷床的2區(qū)和4區(qū),造成冷床的2區(qū)和4區(qū)負載過大,導(dǎo)致機械結(jié)構(gòu)變形,見圖3。
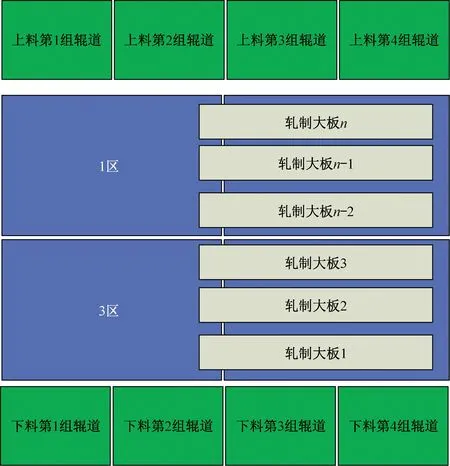
圖3 原冷床本體軋制大板布局示意圖
改進的思路是,可以將軋制大板長度進行自動分類:當軋制大板小于0.5S時,可同時上兩塊軋制大板,提升短軋制大板的上料效率;當軋制大板大于0.5S時,可采取居中上料,這樣軋制大板的質(zhì)量可以均分到冷床本體上,有效改善由于質(zhì)量不均衡帶來的問題。
3.2 實現(xiàn)方法
按照改進思路,對冷床的控制功能進行改造,主要包括:
(1)新增軋線來料鋼板的信息跟蹤功能。之前的冷床L1控制系統(tǒng)僅對鋼板進行位置跟蹤,跟蹤內(nèi)容包括:鋼板ID、鋼板頭部位置、鋼板長度和鋼板速度。為了進行長度的自動識別,將每塊進行位置跟蹤的鋼板,新增以下跟蹤內(nèi)容:鋼板的NPZ代碼(Next Plate Zone)、鋼板寬度、鋼板厚度。鋼板的以上信息數(shù)據(jù)采用堆棧控制器進行管理,可以存儲8塊鋼板的信息數(shù)據(jù)。
(2)鋼板根據(jù)NPZ信息自動上料。當軋制大板進入到冷床上料輥道區(qū)域時,L1系統(tǒng)會一直讀取軋制大板的NPZ代碼(Next Plate Zone),再將輥道的代碼和這個代碼進行比較,當代碼相同時,軋制大板就停在本輥道區(qū)域,L1控制系統(tǒng)可根據(jù)鋼板的頭部位置和長度進行自動上料。
(3)冷床自動拼板模式。冷床入口每組輥道按照X的長度計算,從冷床輸入輥道1組開始計算,空閑n組,則輥道的空閑空間為nX。來料鋼板長度計算方式是,L1控制系統(tǒng)將熱矯直機出口輥道上最靠近冷床入口輥道上的1塊鋼板長度作為來料的軋制大板長度;當熱矯直機出口輥道上無軋制大板時,L1控制系統(tǒng)把軋機跟蹤系統(tǒng)中的最后1塊鋼板長度作為冷床的來料鋼板長度。同時開發(fā)一個冷床入口自動拼板模式的功能。
入口輥道拼板模式激活時,當矯直機出口輥道鋼板的長度小于冷床入口輥道空閑空間時,則允許該鋼板向前輸送,進行自動拼板操作;當矯直機出口輥道鋼板的長度大于冷床入口輥道空閑空間時,則自動將該鋼板鎖定在熱矯直機最后1組出口輥道上,同時冷床自動上料。在拼板模式下,當鋼板停到冷床入口輥道第4組的末端位置后,鋼板占用的輥道會自動進入擺動模式;當拼板完成后,執(zhí)行自動上料動作時,輥道會自動退出擺動模式。當操作人員想提前上料時,可以點擊操作臺上的“上料”按鈕,可以中斷拼板,上料裝置先對前一塊軋制大板執(zhí)行上料操作。
當打開“入口輥道拼板”后,如果再打開“冷床中線上板”功能,則會按照如下情形布鋼:當鋼板長度大于0.5S時不拼板,鋼板中線與冷床中線對齊上鋼;當鋼板長度小于0.5S時拼板,輥道第3組和第4組上的鋼板尾部停在中線,輥道第1組和第2組上的鋼板頭部停在中線,如圖4所示。
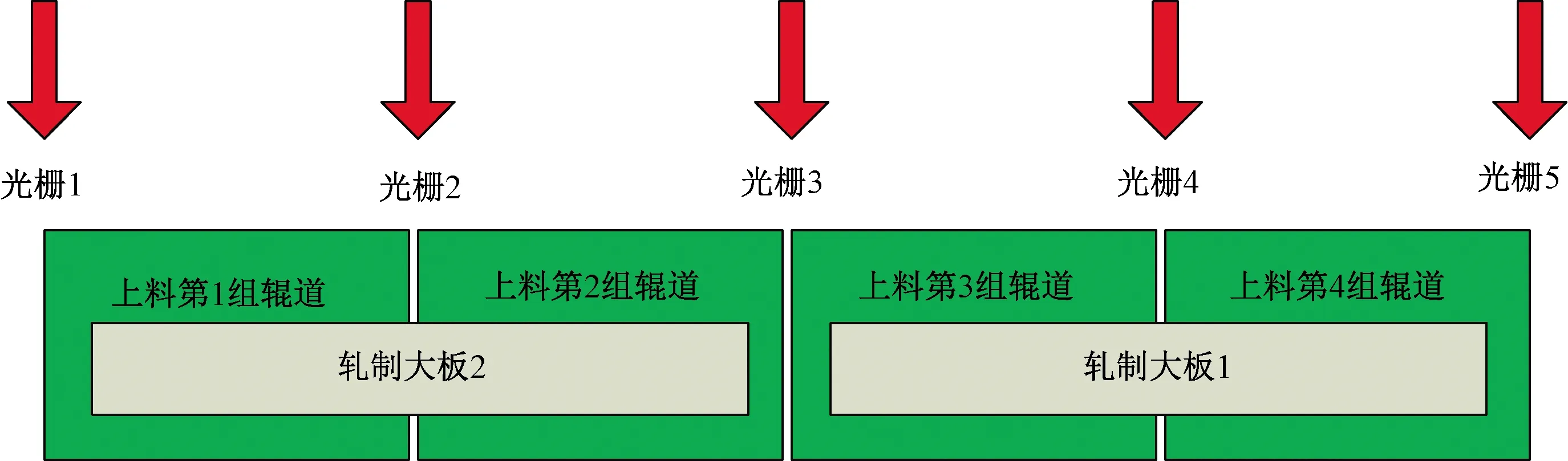
圖4 冷床入口兩塊軋制大板同時上料
冷床自動拼板邏輯流程如圖5所示。

圖5 冷床自動拼板邏輯流程圖
4 實現(xiàn)的效果
4.1 上料效率提升
軋制大板長度小于上料區(qū)域4組輥道長度的一半時,第1塊軋制大板停在第4組上料輥道末端處,從軋制大板進入冷床開始,所需時間仍然為T1。第2塊軋制大板停在第2組上料輥道末端處,從軋制大板進入冷床開始,所需時間為T3:
(5)
原程序完成2塊的上料需要時間Told:
Told=(T1+T2)×2
(6)
現(xiàn)在完成2塊短軋制大板的上料,上料裝置只需要進行1個上料周期,需要時間Tnew:
Tnew=T1+T2+T3
(7)
將式(6)減去式(7),可得每完成兩塊短坯可以節(jié)約時間T4:
T4=0.5T1+T2
(8)
由式(8)可知,短軋制大板軋制時采用此種方法可顯著提高上料效率,為軋制速度提升提供保障。
4.2 軋制大板質(zhì)量分布
當軋制大板長度Y大于0.5S時,軋制大板質(zhì)量會均勻分布在冷床本體上,1區(qū)和2區(qū)均分質(zhì)量:
Z=0.5X
(9)
采用居中上料后,無論軋制大板的長度,還是壓在冷床本體的2區(qū)和4區(qū)的質(zhì)量都是平均分布的。
5 結(jié)語
采用新的控制程序后,冷床的上料實現(xiàn)自動識別軋制大板長度自動上料,短軋制大板的上料效率明顯提升,可以匹配軋線的快節(jié)奏生產(chǎn)模式,同時采用居中上料方式,整個冷床本體的負載均衡。冷床區(qū)域的效率提升還需要持續(xù)研究,不斷提升自動化的生產(chǎn)能力。
