SUP9N彈簧鋼斜錐裂紋原因分析
2021-09-09 04:39:56魏鑫燕李崇建
山東冶金 2021年4期
關鍵詞:裂紋
趙 磊,魏鑫燕,李崇建
(中信泰富特鋼研究院青鋼分院,山東 青島266000)
1 前言
某特鋼廠生產的SUP9N彈簧扁鋼,用戶在使用過程中發現兩片有斜錐化部分的開裂。為查找其裂紋成因,特對用戶出現的試樣進行分析。
2 生產過程調查
針對該批鋼材,對在壓延工序中過程控制進行了追溯。
煉鋼過程:從煉鋼整個環節看,無論是化學成分,還是鑄坯速度、二冷冷卻水、電磁攪拌、結晶器振動及液面波動,都在正常控制范圍內,沒有異常。
軋制、精整過程:該批產品從進爐加熱到軋材下線都正常,精整也未見異常。
從生產、精整過程看,都未有異常,但可出現斜錐化裂紋的因素有:(1)成品后冷卻滾輪軸承的水被誤操作,在扁鋼的側邊圓弧處某一點被激冷產生。原因為成品后冷卻滾輪軸承的水被誤操作,在扁鋼的側邊圓弧處某一點被激冷產生。存在扁鋼高溫下被激冷的現象。(2)停機時間較長導致扁鋼冷卻不均勻。有26 min的停機時間,停機的后果造成冷床整體溫度不均勻,扁鋼冷卻不均勻,存在硬度不均現象。同時厚度為11 mm的扁鋼接近于熱剪與冷剪的規格區分點,存在硬度不均現象,在剪切時可能產生應力裂紋。
3 試驗與分析
3.1 取樣
彈簧扁鋼制成成品出現斜錐裂紋,見圖1。在斜錐裂紋處取樣,見圖2。

圖1 斜錐裂紋
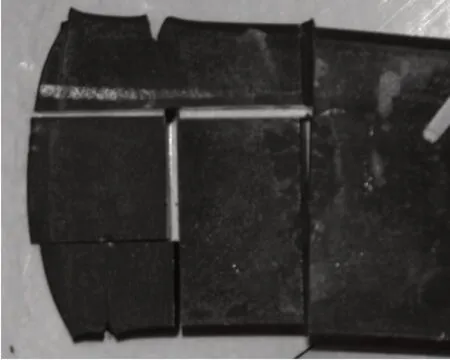
圖2 取樣部位
3.2 裂紋分析
3.2.1 裂紋源
后產生的裂紋不可能穿越原有的裂紋而擴展,裂紋源的裂紋較寬、較深,是最先形成的裂紋。裂紋分叉為裂紋的擴展方向,其反方向為裂紋的起始方向,見圖3。由圖顯示,裂紋源于表面,且有兩個裂紋源。主裂紋與側表面成45°。

圖3 裂紋宏觀形貌
3.2.2 裂紋的走向
將試樣置于液氮中浸泡后,沿裂縫敲擊,制備斷裂試樣。裂紋的走向是按應力和強度兩個原則擴展的。對于脆性斷裂,裂紋的擴展方向一般是垂直于主拉伸應力的方向。如圖3所示,兩個主裂紋平行,表明應力和強度對其裂紋的影響是一致的。掃描電鏡的結果見圖4。

圖4 斷口形貌
3.2.3 裂紋周圍及裂紋末端
裂紋已經發生脫碳及氧化,裂紋的末端較尖銳。見圖5。

圖5 裂紋形貌 500×
3.2.4 裂紋形成的模式
裂紋方向與正應力垂直,裂紋源位于扁鋼的兩側,方向由雙邊向內擴展。裂紋尾部分岔。按斷裂位移分類,裂紋斷裂為張開型,見圖6。其特點是起源處為平面應變狀態,裂紋面與應力軸相垂直,并沿著非結晶學平面或不嚴格地沿著結晶學平面擴展。裂紋偶合性差,新打斷的宏觀斷口為顯微狀斷口,而陳舊狀斷口為表面氧化層,見圖2。

圖6 張開型裂紋
3.3 缺陷出現的原因
3.3.1 硬度不均
硬度愈高,鋼的強度就愈高,但塑性相反。當鋼板某些區域(扁鋼兩側圓弧區域硬度高)出現硬點時,在正應力的作用下必然發生張開型裂紋。
3.3.2 剪切應力
金屬的剪切過程可以分為以下幾個階段,刀片彈性壓入金屬階段。刀片塑性壓入金屬階段,金屬塑性滑移階段,金屬內裂紋萌生和擴展階段,金屬內裂紋失穩擴展和斷裂階段。
在扁鋼下料時需采用冷剪切料。當扁鋼的硬度較高時,其最大剪切力將提高;冷剪更使扁鋼的端頭產生冷加工強化效應使端部的硬度升高,尤其是冷剪設備出現異常時將導致端部的斷面變形更加嚴重。因此可能在端部區域產生一些微裂紋。這些微裂紋便成為后道工序的裂紋源。
3.3.3 斜錐化加工過程中裂紋擴展
裂紋擴展失效是發生在彈簧扁鋼斜錐化加工
圖3顯示,缺陷主要有兩條幾乎平行排列的主裂紋發生在一側,其裂紋源一條發生在端部,另一條裂紋源距端部約10 mm的側面。圖1顯示,在另一側距端面約5 mm的側面處也有一條主裂紋。其裂紋開裂均為Ⅰ型開裂(見圖6)。
這表明,在彈簧工件斜錐化加工過程,由于加工正應力的作用,扁鋼處于平面應變狀態,裂紋抗力較低,易脆斷。裂紋將使端面附近區域由于硬度高及煎切應力影響產生的微裂紋產生擴展。對于扁鋼,從表面到心部,屈服區的大小分布也不一樣。臨近表面的區域處于平面應力狀態下而屈服區大;在板的中央,處于平面應變狀態下,其屈服區小,所以在表面滑移剪切比較容易,其裂紋將沿最大切應力方向擴展。裂紋與表面成45°。
3.3.4 改進措施
連鑄結晶器電磁攪拌和末端電磁攪拌相結合的復合電磁攪拌技術,并嚴格控制澆注過熱度,抑制了結晶過程中的偏析,使300×320方坯結晶組織均勻致密,經過連軋開坯并酸洗修磨再加熱軋制成圓鋼,能充分保證內在組織的均勻性。對硬度不均、剪切應力問題,在目前情況下,確保生產過程的連續化,若出現15 min以上的停機時間,對此停機前后生產的20 min以內的產品單獨管理,特殊處理,不供用戶,進一步降低終軋溫度,提高硬度的均勻性。
4 結語
通過分析,判斷彈簧扁鋼的斜錐裂紋,是由于生產過程異常,局部冷卻強度高,導致組織硬度不均,產生應力裂紋。通過強化連鑄坯的質量,降低終軋溫度,控制扁鋼硬度,可降低此類缺陷發生率。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38