向家壩水電站弧形不銹鋼敷面閘門拼裝與焊接
2021-09-08 02:51:28孫宏斌
新型工業化 2021年6期
孫宏斌
(三峽電力職業學院,湖北 宜昌 443002)
0 引言
向家壩水電站位于云南水富與四川省交界的金沙江下游河段上,距水富市區500米,是金沙江水電基地最后一級水電站[1]。大壩泄洪中孔弧形工作閘門的面板需要貼合不銹鋼,由于面板面積較大,并采用塞孔焊焊接方法,使裝配和焊接難度增加。泄洪中孔弧形工作閘門的技術要求見表1。
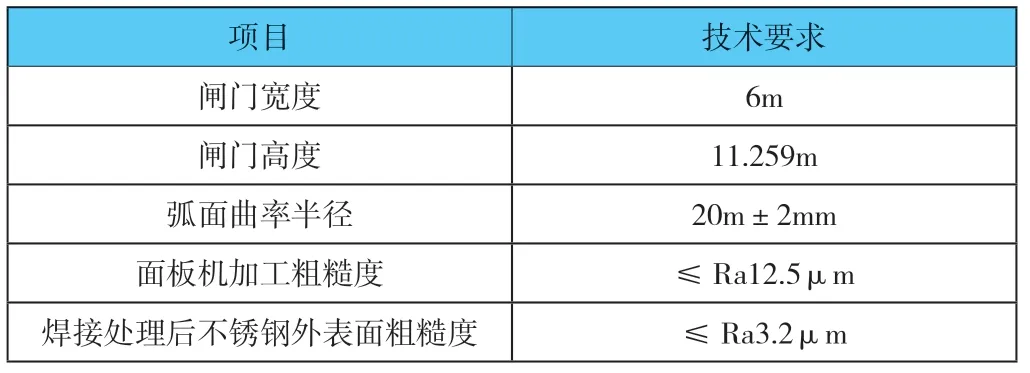
表1 泄洪中孔弧形工作閘門技術要求
1 向家壩水電站泄洪中孔弧形工作閘門的制作
1.1 弧形閘門放樣
面板曲率半徑放大值可取設計曲率半徑的0.5%,依據圖紙中的門葉尺寸,制作門葉弧面(取弧長3m)檢驗樣板和縱梁、邊梁腹板樣板[2]。
1.2 弧形胎架制作
按放大的曲率半徑搭設弧形拼裝胎架,見圖1,制作平臺技術要求見表2。

表2 制作平臺搭設技術要求
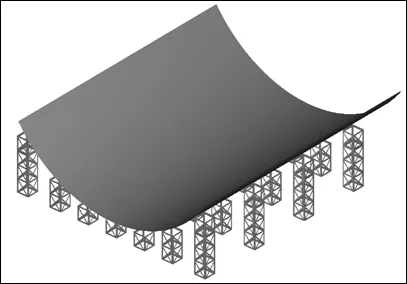
圖1 鋼立柱固定弧形胎平臺
1.3 面板制作與部件的小拼
面板與部件小拼嚴格按表3制作要求進行,主梁、縱梁、邊梁拼接時要調整好焊接順序。
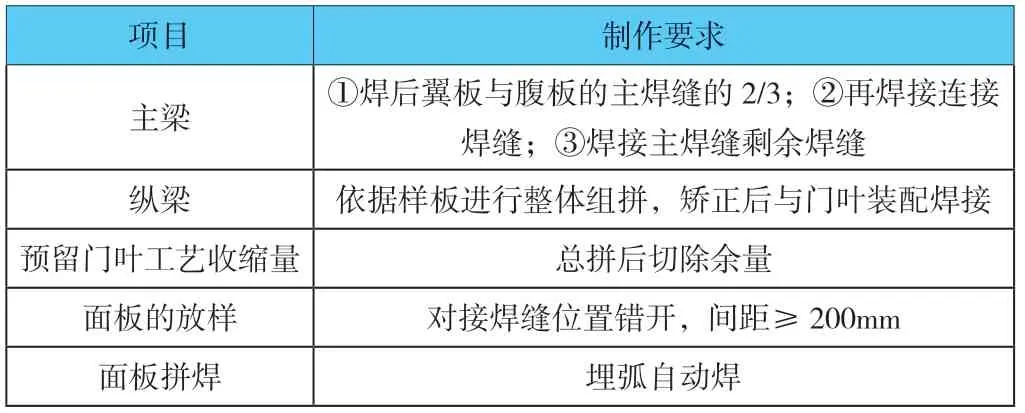
表3 面板與部件的小拼制作要求
1.4 門葉裝配
門葉裝配時按表4中的裝配與焊接順序進行,焊接時以每節門葉為單位,由偶數個焊工從門葉縱向中心的立焊縫開始進行同步、對稱、交叉、分段、倒退焊接[3]。

表4 門葉裝配與焊接順序
1.5 門葉骨架組拼
①等分好縱梁位置,分別將縱梁就位,腹板垂直于地面點焊固定。②確定各次梁位置,將次粱就位,點焊固定。③加強板點焊固定。
1.6 門葉組拼
分節門葉組拼固定,調正定位,測定出的表5數值應符合圖紙及驗收規范要求。
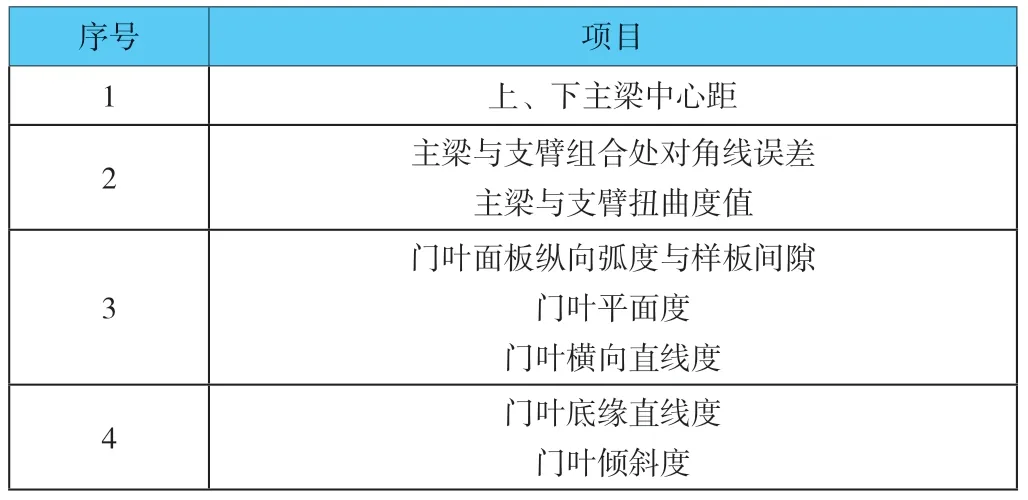
表5 門葉定位組拼檢驗項目
以門葉縱向中心線及門葉底緣為基準,切除門葉頂邊、二側邊余量,測定出的表6數值應符合圖紙及驗收規范要求。

表6 門葉組拼復檢檢驗
劃出止水橡皮螺孔中心線,對準止水壓板安裝孔中心線,點焊在止水座面上,套鉆門葉上止水固定孔。將打好鉆孔的支臂聯接板,點焊在門葉主粱相應位置,套鉆主梁與支臂的聯接孔。縱梁與面板采用CO2氣體保護焊,多層多道焊接,層間消除應力,在焊接主梁、小梁與面板的平角焊縫時,在同一節門葉上所有主梁或小梁要同時開焊[4]。
1.7 不銹鋼面板裝配
(1)不銹鋼面板下料。弧形閘門制作完成后,用數控龍門銑床進行面板機加工,表面粗糙度要小于Ra12.5μm,測量弧形閘門機加工后的尺寸,再進行不銹鋼下料[5]。考慮每片門葉面板的寬度、梁系結構以及縱橫焊縫的合理分布,每片門葉面板表面不銹鋼由6塊組成,見圖2。
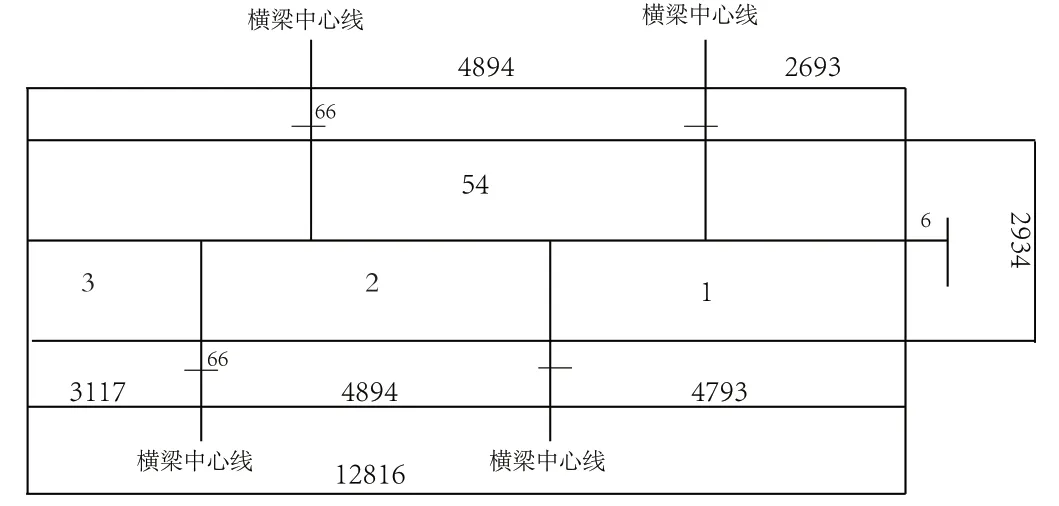
圖2 不銹鋼面板下料圖
(2)不銹鋼面板塞焊孔制作。塞焊孔和不銹鋼之間的槽焊縫布置在梁格位置,塞焊孔間距設計按293mm×349mm矩形交錯布置,塞焊孔直徑為φ20mm,不銹鋼之間的槽焊縫為6mm,不銹鋼板在單片門葉面板上的塞焊孔的布置如圖3所示。
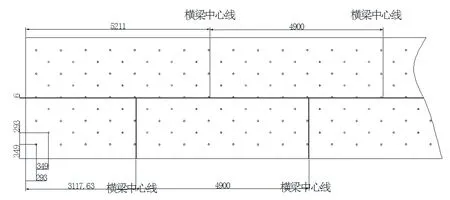
圖3 不銹鋼面板塞孔布置圖
(3)不銹鋼面板與弧門面板裝配。弧形門葉面板朝上,使弧門面板中心在最高點,進行不銹鋼板的裝配[6]。不銹鋼板的拼接縫及角焊縫均布置在閘門主要梁格腹板位置上及門葉面板四周。為不銹鋼板裝配設計了可移動的工裝,以保證不銹鋼板與門葉面板貼合緊密,圖4為工裝工作示意圖。
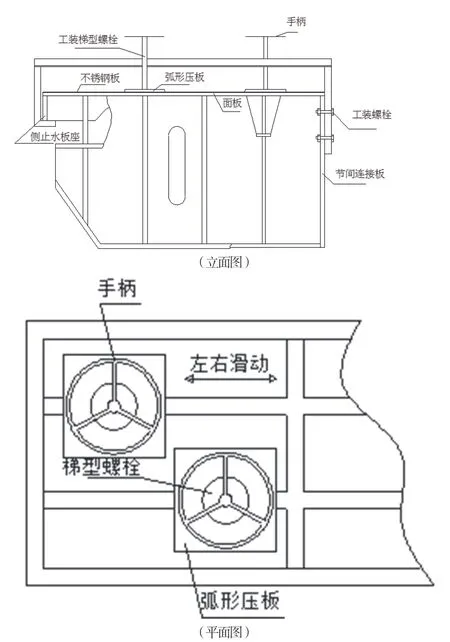
圖4 不銹鋼面板工裝
不銹鋼卷制時的曲率直徑為21000mm,鋪設時分層逐塊進行。利用工裝將不銹鋼板按圖5的方式壓緊在面板上,再進行施焊作業,保證不銹鋼板與閘門面板之間貼合緊密。
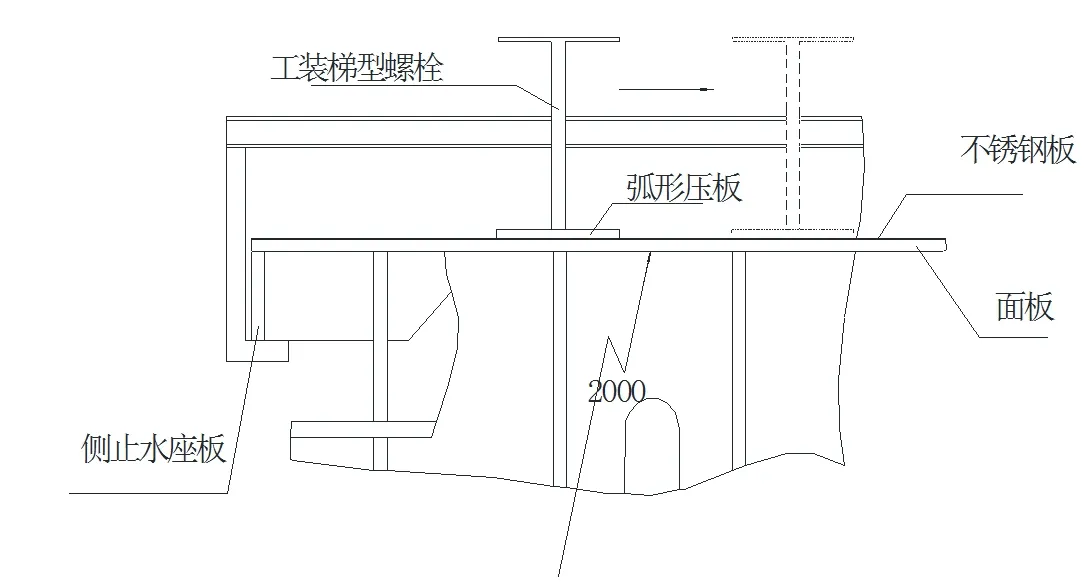
圖5 不銹鋼面板工裝工作圖
(4)不銹鋼面板裝配前要清理表面。
(5)不銹鋼板裝配以門葉底部為基準,先鋪設最底部的兩塊不銹鋼板,不銹鋼板底緣與面板底緣間距5.5mm,不銹鋼板兩側邊距面板邊緣5.5mm,不銹鋼板之間的距離為6mm。然后進行其它不銹鋼鋼板的鋪設。
(6)不銹鋼面板焊接。不銹鋼上設計的塞焊孔中的1/3孔數在拼裝時先進行定位焊,定位點焊采用焊條電弧焊,塞焊孔焊接時,按表7的順序和要求進行。

表7 不銹鋼面板焊接順序與要求
不銹鋼板的對接焊接采用焊條電弧焊和MIG焊,具體工藝參數如表8。
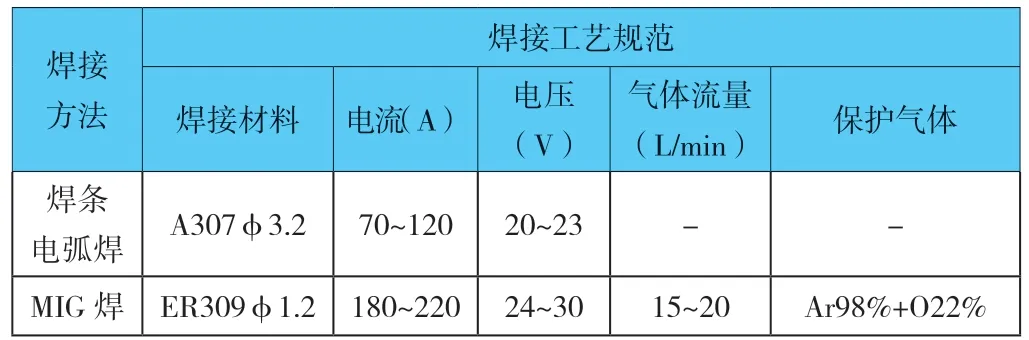
表8 焊條電弧焊和氣保焊工藝參數
2 結語
面板貼焊不銹鋼的制作難點在于不銹鋼面板與弧門面板的裝配,為此,制作工裝來保證裝配精度,工作效率提高了30%,同時也防止閘門在制作過程中變形。此外,還要采用合理的裝配順序和焊接工藝參數,提高閘門的拼接質量。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16
