汽車緊固件用SCM435盤條工藝開發
2021-08-31 09:42:34彭學藝鄭宏偉
熱處理技術與裝備 2021年4期
關鍵詞:工藝
彭學藝,王 楊,鄭宏偉
(南京鋼鐵股份有限公司,江蘇 南京 210035)
SCM435熱軋盤條作為10.9~12.9級高強度級別緊固件用鋼,廣泛應用于軌道交通、汽車、工程機械等領域[1-2]。目前國內生產高速線材的鋼鐵企業基本上都有SCM435盤條生產線。南京鋼鐵股份有限公司高速線材廠有1條高速線材(線徑φ5~22 mm)和1條大盤卷生產線(線徑φ23~40 mm),主要用于生產制作汽車緊固件。為滿足下游拉絲廠及緊固件廠家的不同需求,鋼廠需結合下游用戶加工工藝特點及產品質量特性,從原材料生產到緊固件制造,精準識別熱軋盤條生產工藝的關鍵點,進行SCM435盤條的工藝開發。
1 產品路線
1.1 原材料生產
根據不同用戶需求,目前SCM435盤條有2條生產路徑,分別為:
1)一火材:EAF→LF→VD→CCM(150×150 mm)→高線軋制;
2)二火材:EAF→LF→VD→CCM(320×480 mm)→開坯→高線軋制。
1.2 緊固件制造
根據緊固件不同的應用領域及其服役條件,下游緊固件廠精線改制工藝也不盡相同,常規工藝大體可以分為以下3種:
1)一球一拉:盤條→拋丸/酸洗→球化退火→酸洗→磷皂化→拉拔;
2)一球兩拉:盤條→拋丸/酸洗→磷皂化→粗拉→球化退火→酸洗→磷皂化→精拉;
3)兩球兩拉:盤條→拋丸/酸洗→球化退火→酸洗→磷皂化→粗拉→球化退火→酸洗→磷皂化→精拉。
2 盤條工藝開發
王世芳等[3]測定了SCM435鋼連續冷卻轉變曲線和等溫轉變曲線,試樣化學成分(質量分數,%)為:0.36C,0.20Si,0.73Mn,0.011P,0.007S,1.05Cr,0.03Ni,0.07Cu,0.22Mo。以10 ℃/s加熱至1100 ℃保溫10 min后以5 ℃/s降溫至960 ℃保溫5 s,以 3 s-1變形速率發生60%變形,然后在6 s內冷卻至850 ℃,再以不同冷速冷卻。結果表明:冷速為0.15~0.25 ℃/s時,組織為F+P;冷速為0.4~1 ℃/s時,組織為F+P+B+少量M;冷速為3~10 ℃/s時,組織為B+M。
徐東等[4]研究了SCM435鋼奧氏體連續冷卻轉變行為,試樣化學成分(質量分數,%)為:0.35C, 0.17Si,0.75Mn,1.02Cr,0.19Mo。加熱到1200 ℃保溫5 min后以10 ℃/s冷卻至850 ℃保溫10 s,再以不同冷速冷卻。結果表明:Ac1=745 ℃,Ac3=796 ℃,冷速為0.05 ℃/s時,組織為F+P+少量B;冷速達到0.5 ℃/s時,組織為B+少量F;冷度為1 ℃/s時,組織為B+少量M;冷速達到5 ℃/s時,組織為M。
楊靜等[5]研究了SCM435冷鐓鋼奧氏體連續冷卻轉變曲線,將試樣以10 ℃/s升溫至1150 ℃保溫
5 min后,以5 ℃/s降溫至1020 ℃,以10 ℃/s、30%變形量壓縮試樣后再以5 ℃/s降溫至950 ℃,以 10 ℃/s、30%變形量壓縮試樣后再以5 ℃/s降溫至800 ℃保溫2 s,再以不同冷速冷卻。結果表明:Ms=340 ℃,冷速<0.5 ℃/s時,組織為F+P+少量B;冷速≥3 ℃/s時,組織為B+M;冷速≥10 ℃/s時,組織為B+少量M。
李恒坤等[6]研究了冷鐓鋼SCM435奧氏體連續冷卻轉變過程,試樣化學成分(質量分數,%)為: 0.35C,0.20Si,0.70Mn,0.96Cr,0.21Mo。以20 ℃/s加熱至900 ℃保溫5 min后以不同冷速冷卻至300 ℃。結果表明:Ac1=737 ℃,Ac3=804 ℃,冷速為0.1 ℃/s時,組織主要為F+P;冷速達到0.5 ℃/s時,組織為F+P+少量B;冷速達到1 ℃/s時,組織為F+P+B;冷速達到5 ℃/s時,組織為B+M;冷速達到10 ℃/s時,組織為M+少量B。
肖紅亮等[7]研究了SCM435鋼高溫相變過程,試樣化學成分(質量分數,%)為:0.36C,0.179Si,0.68Mn,0.014P,0.0037S,0.0053Al,0.98Cr,0.0196Ni,0.18Mo,0.0022Nb,0.0076V,0.0019Ti,0.0359Cu。以10 ℃/s加熱至850 ℃保溫5 min后以不同冷速冷卻,測定了連續冷卻轉變曲線。結果表明:Ac1=746 ℃,Ac3=804 ℃,Ms=335 ℃,冷速≤0.5 ℃/s時,組織為F+P+B;冷速為1~2 ℃/s時,組織為B+F;冷速為5~10 ℃/s時,組織為B+M;冷速≥15 ℃/s時,組織為M。
楊佳等[8]研究了35CrMo鋼熱變形奧氏體連續冷卻轉變,試樣化學成分(質量分數,%)為:0.35C,0.26Si,0.75Mn,0.016P,0.01S,1.15Cr,0.21Cu,0.23Mo。以10 ℃/s升溫至1050 ℃保溫10 min后以5 ℃/s降溫至900 ℃保溫5 s,以5 s-1變形速率發生30%變形然后以10 ℃/s降溫至850 ℃,再以不同冷速冷卻。結果表明:Ac1=760 ℃,Ac3=840 ℃,Ms=365 ℃,冷速為0.05~0.4 ℃/s時,組織為F+P;冷速為0.5 ℃/s時,組織為F+P+少量B;冷速為1 ℃/s時,組織為少量F+P+B。
李為龍等[9]在開發SCM435貝氏體冷鐓鋼盤條的過程中測定了連續冷卻曲線,試樣化學成分(質量分數,%)為:0.36C,0.179Si,0.68Mn,0.014P,0.0037S,0.98Cr,0.0196Ni,0.18Mo,0.0022Nb,0.0076V,0.0019Ti,0.0359Cu。結果表明:Ac1=746 ℃,Ac3=804 ℃, Ms=335 ℃,冷速≤0.5 ℃/s時,組織為F+P+少量S;冷速達到1~2 ℃/s時,組織為粒狀B+少量F;冷速>2 ℃/s時,組織為B+M;冷速≥15 ℃/s時,組織為M。
鑒于前人研究成果,結合高速線材廠軋線特點及裝備能力,針對SCM435盤條制定不同的生產工藝,開發出(鐵素體+珠光體)型和貝氏體型兩款產品,滿足用戶不同精線改制工藝的要求。
2.1 (鐵素體+珠光體)型產品
針對(鐵素體+珠光體)型產品,采用低溫終軋+低溫吐絲+斯太爾摩風冷線延遲型冷卻工藝,熱軋盤條組織如圖1所示,其中圖1(a)為搭接點位置組織,由F+P組成;圖1(b)為非搭接點位置組織,主要由F+P+B組成。
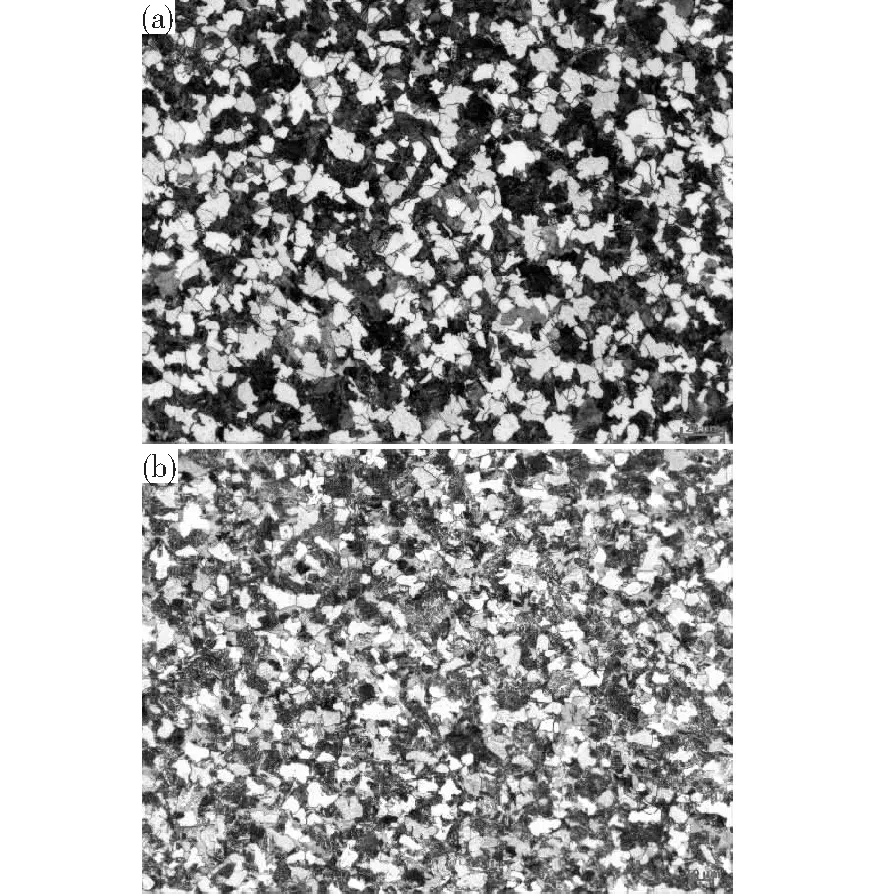
(a)搭接點;(b)非搭接點圖1 (鐵素體+珠光體)型產品金相組織 500×(a) lap joint; (b) non-lap jointFig.1 The (ferrite+pearlite) type product 500 ×
經取樣進行同圈機械性能測試,結果如表1所示。同圈抗拉強度最大值855 MPa,最小值720 MPa,平均值765 MPa,極差135 MPa;同圈斷面收縮率最大值65%,最小值53%,平均值60.75%,極差12%。
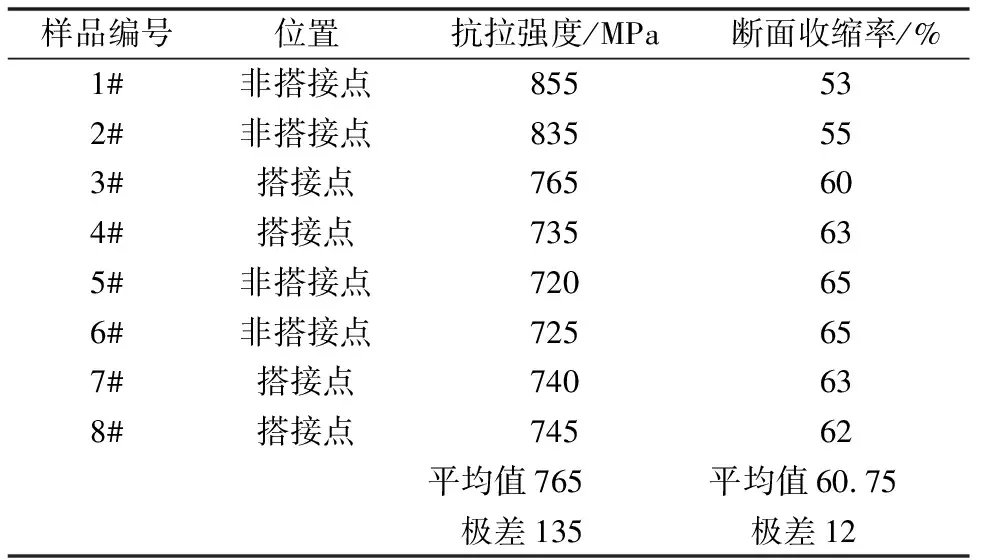
表1 (鐵素體+珠光體)型熱軋盤條同圈機械性能Table 1 Mechanical properties of the (ferrite+pearlite)type hot rolled strip
2.2 貝氏體型產品
針對貝氏體型產品,采用中溫終軋+中溫吐絲+斯太爾摩風冷線常規冷卻工藝,熱軋盤條組織如圖2所示,其中圖2(a)為搭接點位置組織,由B+少量F組成;圖2(b)為非搭接點位置組織,主要由B組成。
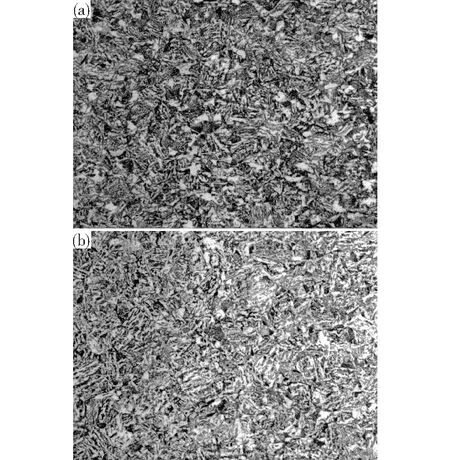
(a)搭接點;(b)非搭接點圖2 貝氏體型產品金相組織500×(a) lap joint; (b) non-lap jointFig.2 The bainitic type product 500 ×
經取樣進行同圈機械性能測試,結果如表2所示。同圈抗拉強度最大值995 MPa,最小值950 MPa,平均值970 MPa,極差45 MPa;同圈斷面收縮率最大值50%,最小值44%,平均值46.5%,極差6%。
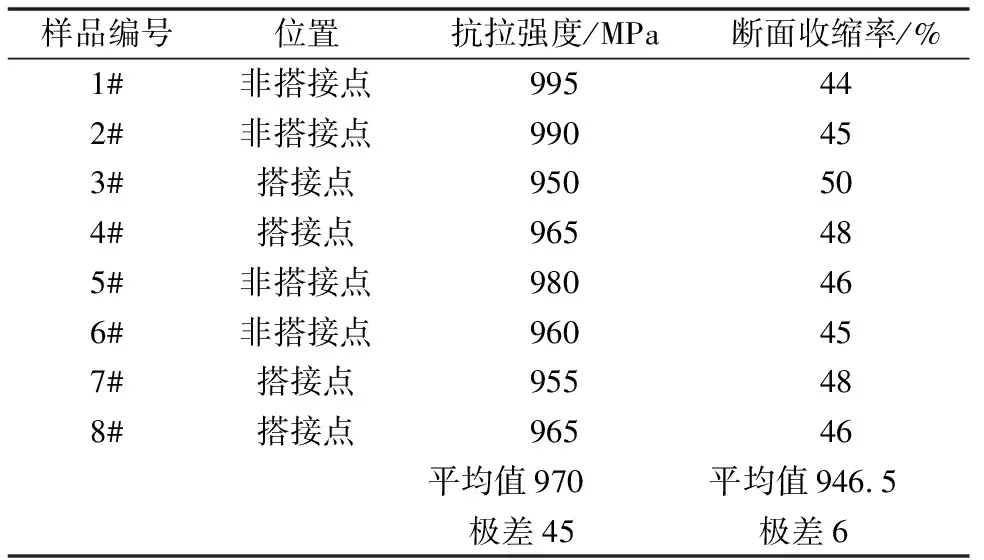
表2 貝氏體型熱軋盤條同圈機械性能Table 2 Mechanical properties of the bainitic type hot rolled strip
3 適用性討論與分析
本文結合鋼廠、拉絲廠、緊固件廠整個產業鏈工業化生產實踐,對(鐵素體+珠光體)型和貝氏體型產品適用性進行了歸納總結,具體如下:
針對(鐵素體+珠光體)型產品:①由于整體抗拉強度較低,斷面收縮率較高,在精線改制過程中可直接先進行拉拔再球化退火,滿足用戶一球兩拉工藝;②由于同圈組織及機械性能差異較大,會影響球化退火后組織均勻性,不適用于生產復雜零件。此外,相對于貝氏體組織,珠光體組織在同等球化退火工藝處理后球化效果較差。因此,(鐵素體+珠光體)型產品不適用于首道拉拔減面率較小的精線改制工藝。
針對貝氏體型產品:①由于整體抗拉強度較高,斷面收縮率較低,在精線改制過程中需先進行球化退火再拉拔,適用于用戶首道拉拔減面率較大的兩球兩拉工藝,也適用于首道拉拔減面率較小的一球兩拉的精線改制工藝;②由于同圈組織及機械性能差異較小,球化退火后組織均勻性較好,適用于生產復雜零件。
4 結論
為滿足下游用戶不同精線改制工藝的需求,本文基于SCM435連續冷卻轉變曲線,采取不同的控軋控冷工藝成功開發出(鐵素體+珠光體)型和貝氏體型兩款產品。并通過對比兩種類型產品組織性能差異,為下游用戶選擇產品類型提供依據。
1)(鐵素體+珠光體)型產品組織和性能均勻性略差,可用于一球兩拉精線改制工藝,但不適用于生產復雜零件;
2)貝氏體型產品組織和性能均勻性較優,可用于兩球兩拉或首道拉拔減面率較小的一球兩拉工藝,可用于生產復雜零件。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52