汽車車身沖壓件材料利用率提升方案的研究
2021-08-31 00:39:04李眾長城汽車股份有限公司
鍛造與沖壓 2021年16期
關鍵詞:工藝
文/李眾·長城汽車股份有限公司
汽車車身沖壓件生產是汽車生產的重要組成部分,降低沖壓件生產成本是非常有必要的。影響沖壓件開發成本的諸多因素中,原材料成本占比最大,因此探討沖壓方面原材料成本控制措施,對整車成本控制具有十分重要的意義。本文結合工作實踐,從造型、產品設計、沖壓工藝策劃、工藝設計、現場調試等多方面詳細介紹了提升沖壓件材料利用率的方法。
在汽車行業逐步進入薄利時代的今天,降低成本費用是挽救企業利潤的重要途徑。對于車企而言,唯有挖空心思降低成本,才能真正提高市場競爭力,在激烈的市場競爭中立于不敗之地。對于一臺汽車,60%以上的零部件都是沖壓件。而影響沖壓生產成本的各要素中,生產原材料費用占比最大,約占70%。因此提高生產原材料利用率對整車成本控制具有十分重要的意義。
材料利用率提升舉措應該貫穿汽車開發的整個生命周期,在造型、產品設計、工藝設計、現場調試、生產準備等階段,通過與產品設計、工藝設計、現場生產、配套采購等各專業人員進行SE研討來提升沖壓材料利用率,如圖1所示。

圖1 貫穿整個汽車開發的提升材料利用率問題
造型及產品結構設計方案
制約沖壓制件材料利用率提升的源頭就是產品結構及邊界。因此在產品開發初期階段,需要通過合理的外觀A面分縫,調整車身結構設計方案,優化產品邊界及產品形狀變更,來提升沖壓制件的材料利用率。隨著汽車開發階段的推進,提升材料利用率會越來越困難,因此需要重視前期造型階段的校核。
造型分縫調整
造型油泥、先行CAS階段,在保證造型風格的前提下,對影響單件材料利用率的分縫進行調整,降低整車成本。下面以翼子板、前門為例進行闡述:
⑴翼子板通過機蓋側分縫微調單車節省材料20mm寬,重約0.11kg/車;A柱分縫調整單車節省材料10mm寬,重約0.15kg/車。
⑵前門通過翼子板側分縫調整,可節省材料20mm寬,重約0.3kg/車。
翼子板、前門材料分縫的調整如圖2所示。

圖2 調整影響單件材料利用率的分縫
產品結構設計方案優化
產品設計階段綜合考慮沖壓材料利用率、模具成本、焊裝夾具、涂裝涂膠、人工成本等,調整內部結構分縫,合理的拆分與合并車身搭接件。
⑴頂蓋加強板與前橫梁下板通過內部結構優化可實現整體成形,綜合材料利用率可提升4%;沖壓節省模具4套,縮短模具開發周期,焊裝節省組立工裝,涂裝節省涂膠工序,大大降低了整車開發成本。
⑵側圍A、B、C、D柱結構、門檻結構搭接關系調整,B柱結構合并,綜合材料利用率可提升7%。
頂蓋、側圍結構的調整如圖3所示。

圖3 調整頂蓋、側圍結構
優化產品邊界及形狀
首先找到制約材料利用率的決定點,然后對決定點位置的產品邊界進行管理。例如:機罩外板前風擋處尖角凸出長度尺寸減小85mm,使材料利用率決定點向內移動85mm,材料利用率提升4.2%,如圖4所示。

圖4 對機罩外板結構的調整
為提高材料利用率,落料尺寸減小,導致拉伸力不足,這種情況下板料起皺現象頻發。為解決起皺,提高品質及成形穩定性,需產品形狀配合進行變更,例如:增加避免起皺的筋或增加凸臺特征,如圖5所示。

圖5 解決起皺調整產品形狀
沖壓工藝前期策劃
生產設備的改善
開卷落料線相對于普通落料存在卷料寬度,送料長度的極限尺寸,但是可有效縮減廢料數量;沖壓制件的板料尺寸盡量滿足開卷落料線尺寸,提升材料利用率,如圖6所示。

圖6 使用開卷落料與使用普通落料利用率的對比
生產用板料的改善
⑴卷料寬度存在不同規格,但不能囊括所有尺寸。由于工藝未考慮卷料規格,造成采購不到合適尺寸的坯料,會出現浪費情況,如圖7所示。

圖7 坯料尺寸不合適造成的浪費
⑵卷料寬度最小化:為消除卷料寬度的偏差,把卷料邊緣變為修邊邊緣,如圖8所示。變為修邊邊緣會產生追加費用,需與卷料供應商協商。

圖8 卷料邊緣與修邊邊緣
⑶盡量使卷料的步距公差最小化,如圖9所示。

圖9 卷料的步距公差最小化
廢料再利用
⑴一般情況下,頂蓋天窗口、后背門窗框、前后門內板窗框、側圍門洞產生的廢料尺寸大,通過采用修邊工序將廢料整體切除,在廢料口或者線尾收集的工藝來制造同等材質及料厚的其他零件,減少了原材料的浪費,有效地提高了材料利用率。側圍斜角部位及門洞側廢料在廢料口收集用于生產車身E類件,如圖10所示。
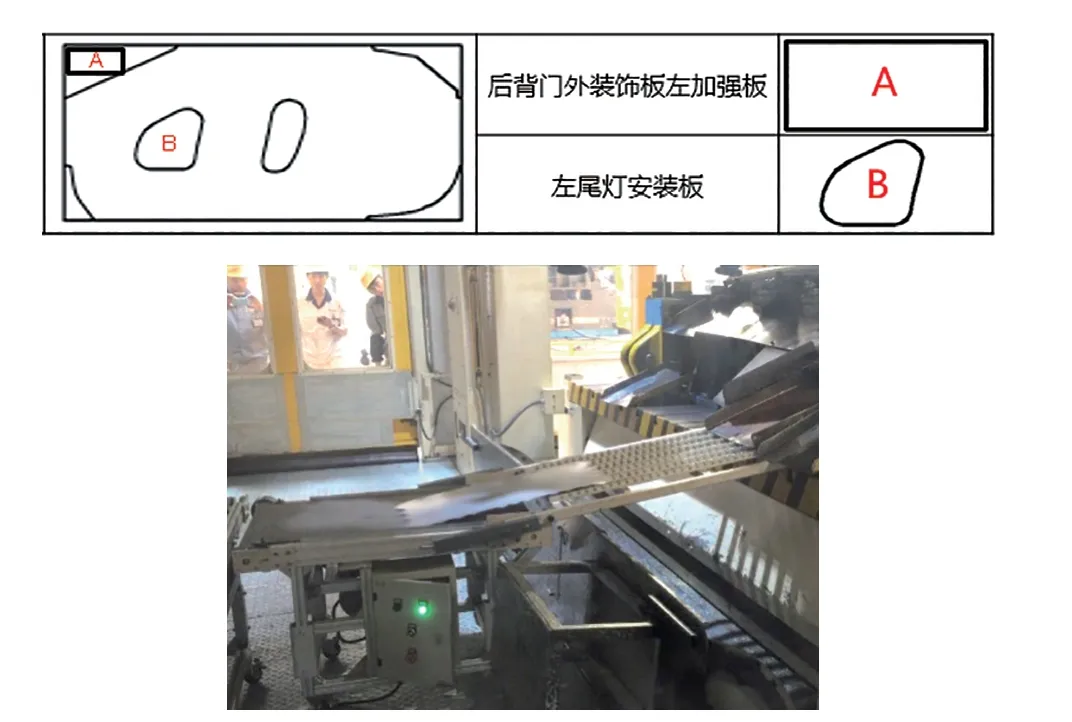
圖10 用廢料制造同等材質及料厚的其他零件
⑵如圖11所示,套件生產技術為廢料直接再利用,相較上述廢料回收,此種方式可直接在廢料區域加上小型零件與大零件一起沖壓制造,提升材料利用率的同時節省了小零件的模具開發成本及沖壓次數。不過該方案在模具設計前期需要重點關注成形性,為了保證制件良好的成形性,車身結構特征需要做出調整。我司車型前門外板支撐板與前門內板生產模式為各自開發4套模具,且為一模一件,材料利用率低、生產效率低。通過支撐板套入窗框區,替代原工藝造型,車門內板材料利用率提升約2.4%,減少左/右車門支撐板4套模具開發,每班次生產效率可提升100%;減少左/右車門支撐板模具存放空間4.02立方米。

圖11 套件生產技術
模具工藝設計
材料利用率決定點工藝補充的改善
找到卷料寬度和送料步距的決定點,縮減決定點的用料。
⑴通過拉延筋系數加大,減少拉延筋數量,雙筋改為單筋;筋類型變更,方筋替代圓筋。通過上述方法縮減拉延筋外側用料。
⑵修邊線延長面的長度一般部位5mm,材料利用率決定點處保留2mm即可。
⑶盡可能避免階梯拉延,采用淺拉延沖壓工藝,減少工藝補充。如圖12所示。
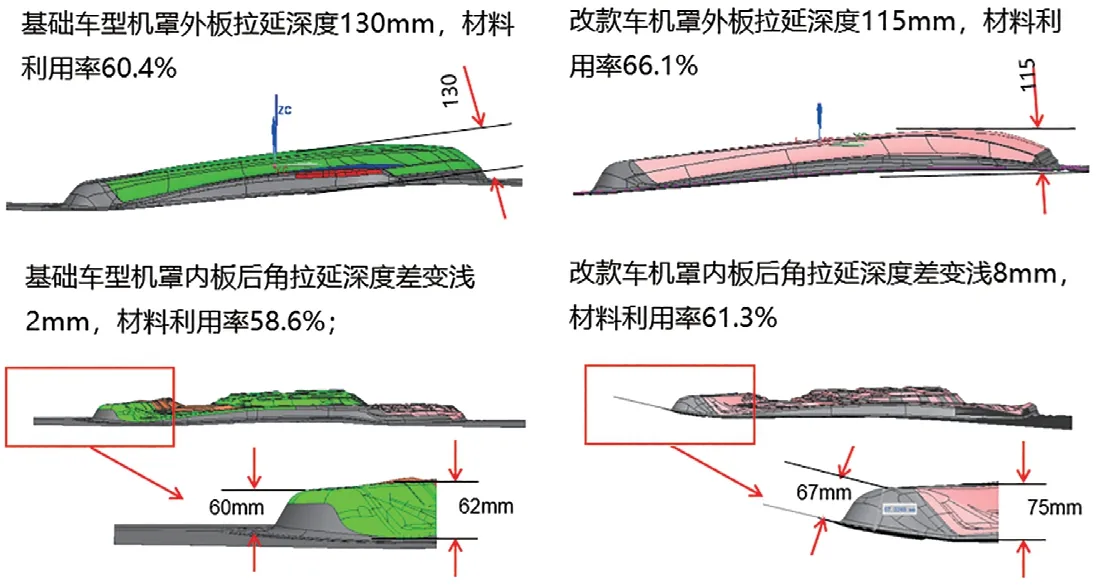
圖12 基礎車型與改款車利用率的對比
拉延成形料片形式的改善
⑴用鋸齒形料片。
鋸齒形料與一般材料的成形條件相同時,材料外形尺寸與筋的位置是相同的。但是,由于鋸齒形料的端頭部位呈波形,可以縮短送料距離。應用波浪形料,可提升單件材料利用率約0.5%左右,如圖13所示。

圖13 波浪形料與鋸齒形料的對比
⑵采用結合板料。
在有很多空隙的制件上研討是否使用板料結合的方法(結合也會產生費用,所以只在對于材料費降低有效果時采用)。例如天窗加強板,通過多塊板料的結合方式,有效減少了廢料的產生。
多個板料結合案例如圖14所示。
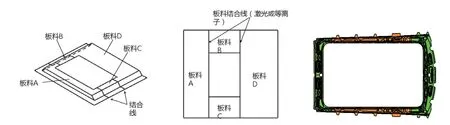
圖14 多個板料結合案例
⑶采用弧形料。
機蓋內外板、行李廂內外板造型特征存在弧度,采用弧形料材料利用率高,且料片隨形利用拉延成形。弧形料相對于方料,在同等卷寬的情況下,弧形料送料步距更小,如圖15所示。
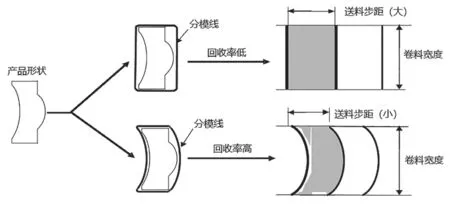
圖15 方料與弧形料利用率與送料步距的對比
左右件合模工藝的應用
汽車車身的絕大多數零件為對稱件,在工藝設計時應多考慮左、右件成雙設計,左右件合模生產,不僅提高材料利用率,對于降低模具費用、減少工序數、提高設備效率都有很大幫助。此外,對于一些特殊零件,可采用一模多件的結構設計,即一套模具一次能生產多個同樣零件。這種方式與左、右件合模效果相同,都能通過減少工藝補充來達到提高材料利用率的目的,如圖16所示。前門外板對拉后,材料利用率可提升至77.1%。
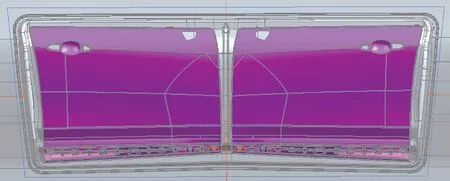
圖16 一模多件的設計
成形、開口拉延工藝的應用
⑴沖壓件與材料利用率有關的成形方式有很多,傳統拉延工藝需要設計工藝補充,后序增加修邊工序將廢料切除,模具工序增加的同時材料利用率低;而成形工藝直接采用落料成形,材料利用率提升最為明顯,且工序簡單。我司某車型車廂第一橫梁原工藝方案采用拉延形式,材料利用率72.4%;新工藝方案采用落料成形,材料利用率86.8%,提升14.4%,如圖17所示。

圖17 拉延工藝與成形工藝的對比
⑵開口拉延工藝的應用。
在拉深工藝確定后,通過對制件在汽車車身上起的作用和可能出現的質量問題進行判定,在不影響車身強度、剛度的情況下,可以優先考慮采用開口拉深工藝,如圖18所示。
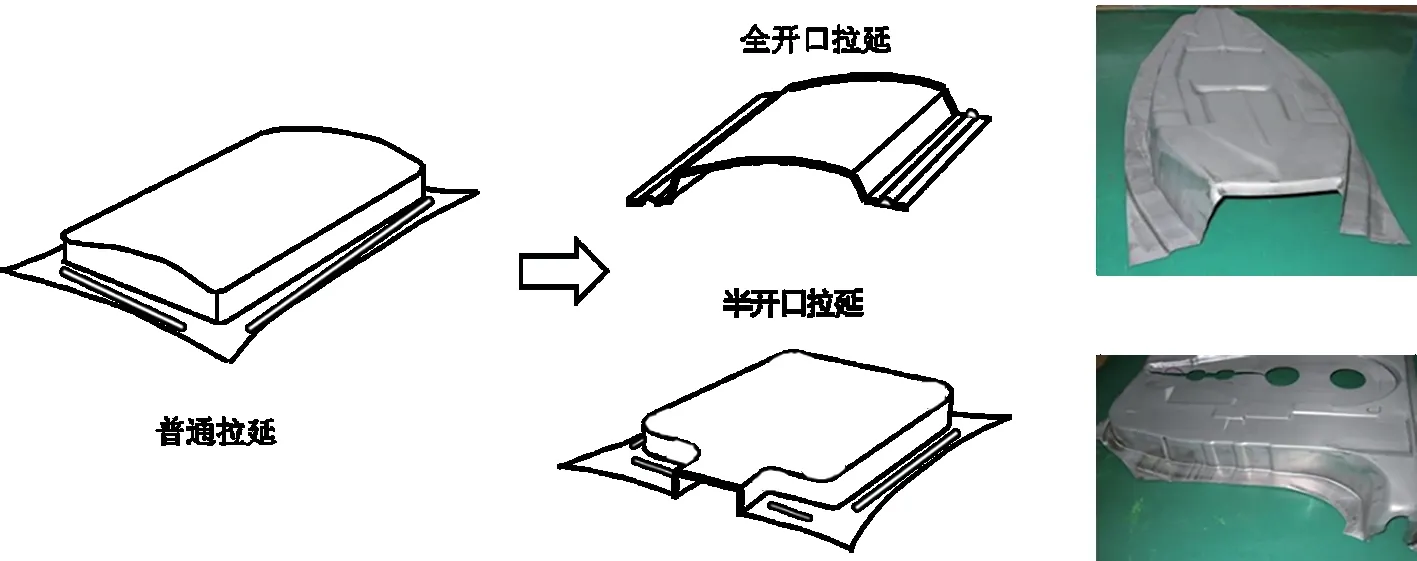
圖18 開口拉延工藝
淺拉延工藝的應用
因直線壓料面導致拉延深度大的情況,采用曲線壓料面可有效減小拉延深度。利用產品特點,使用產品的檻作為拉延檻,省去拉延筋,降低成形深度。比較兩種方案,材料利用率可提升4%,如圖19所示。

圖19 兩種方案的利用率
后序工藝的創新改善
⑴連修帶翻工藝實現零廢料。
做斷面時,考慮連修帶翻,使其不產生廢料。如圖20所示。
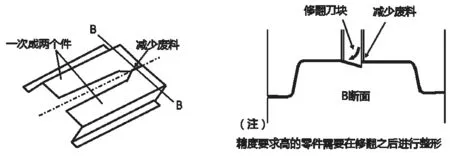
圖20 連修帶翻
⑵由側修變為展開修邊。
展開之后再修邊就不需要立壁部、廢料量可以降低,如圖21所示。
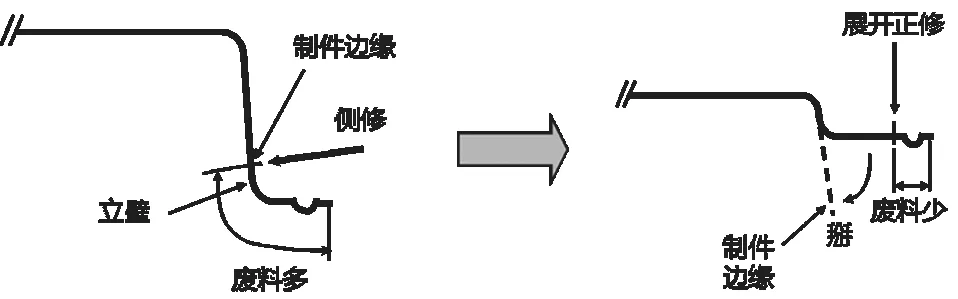
圖21 改為修邊后廢料量降低
調試階段及量產階段的改善
前期設計階段料片尺寸的設定需要考慮現場模具加工精度,調試波動等因素,在理論基礎上留有一定裕度。實際在模具調試、量產準備階段,可以根據制件面品、精度實際達成情況進行縮減料片尺寸,保證成形后料片邊界在一道筋外側邊緣,將現場材料利用率提升至極致,如圖22所示。
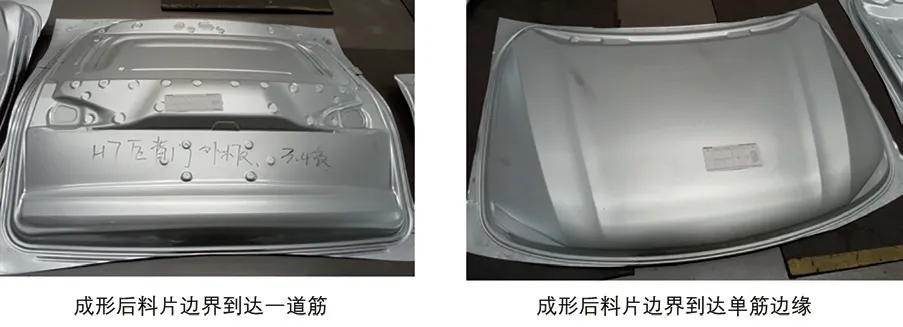
圖22 成形后料片邊界的位置
結束語
綜上所述,車身沖壓件制造成本從原材料投入到成品件產出的整個過程或多或少都存在著浪費現象,隨著產品設計能力、模具工藝設計能力、制造工藝及制造設備的不斷提升和發展,材料利用率的提升仍然有較大的空間。在車型開發中,應把材料利用率指標作為一項重要的參數提出來,從產品源頭上減少板材的消耗,避免或減少出現問題后再去補救的情況,這將有利于汽車制造成本的控制。作為沖壓工程師,需要持續探索和研究新工藝,未來采用新工藝和新結構持續提升原材料的利用率。

猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
