探討模具銳棱工藝設計
2021-08-31 00:39:04榮升格劉君君施帆君石攀榮奇瑞商用車安徽有限公司
鍛造與沖壓 2021年16期
關鍵詞:設計
文/榮升格,劉君君,施帆君,石攀榮·奇瑞商用車(安徽)有限公司
汽車外觀能夠給消費者帶來最直接的印象,犀利的造型在彰顯車身硬朗氣質的同時還能夠散發運動氣息。汽車的外觀特征線是決定汽車造型特征的關鍵線。銳棱技術的實現需要設計、機加、熱處理、調試、生產維護等一系列環節支撐,同時銳棱技術也能夠衡量模具公司的設計和創新水平。
產品現狀
棱線對車身造型的影響
汽車車身在設計的時候有五條特別重要的“線”,即:車窗上沿線、車窗下沿線、肩線、腰線、裙線。汽車特征線是決定汽車造型特征的關鍵線,犀利的外觀不光能博人眼球,同時對制造工藝也是一個重大挑戰。而涉及到評判棱線的銳利程度,就不得不提到一個專業術語——R角。外觀R角主要指車身外觀棱線圓角的半徑值。
因國內汽車制造工藝有限,R角越小導致車身外觀缺陷越多(如滑移線、變形開裂等),國產汽車早期車身外觀R角基本在R8mm以上,在外觀造型上國產車很難表現出技術優勢,給人一種粗糙感。
銳棱產品設計制約點
銳棱在產品設計階段需要著重關注的,有因R角值變小導致的拉延開裂、滑移線問題和因R角值變小導致的包邊起皺、包邊量不足的問題。這些問題一旦產生實物就很難整改好,導致整車在做AUDIT評審時質量缺陷就會比較多,嚴重影響整體評價。
銳棱產品設計目標
現階段需要突破的是將外觀主棱線R角設計的約束值從R8mm降低到R2mm。這不僅對沖壓工藝和焊裝工藝水平提出了嚴格的要求,而且在對產品棱線設計時需要更加嚴謹,銳棱不僅僅是縮小R角值那么簡單,同時還需要考慮到實際的沖壓技術水平及模具設計成本。
CAE分析及判定標準
銳棱技術涉及重要CAE點為滑移線控制、產品邊界棱線位置減薄率、包邊起皺及包邊料過短問題。
滑移線檢查
標記點選擇在凸模凸R角上,且最先接觸料的位置在不明確接觸料的初始位置時,應利用斷面查看或則采用波浪線標記的方式檢查。
滑移線CAE標準:當R≤20mm,不能超過R邊界3mm;當R>20mm時不做特殊要求,但是當所測滑移線太大時要與客戶進行反饋確認,滑移線過大會嚴重影響產品外觀質量,如圖1所示。
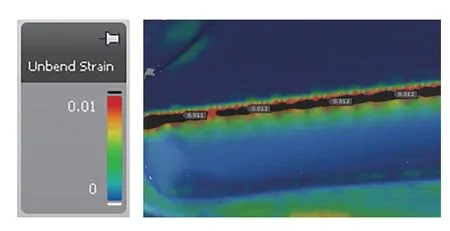
圖1 滑移線分析1
在做SE分析時有兩個不得不提的專業詞語:
反應變應力(Unbend Strain)代表材料應變的難易程度,其值越大代表此處在應力作用下,產生的應變量越大,其滑移線風險也越高。
參考滑移線產生標準為大于0.01mm,此處數值不得超過0.01mm。
接觸壓力(Contact Press)代表板料與模具接觸時單位面積承受的壓力,其單位為MPa,其數值越大,產生滑移線的風險越大。滑移線產生參考值為板料屈服強度的15%,如圖2所示。
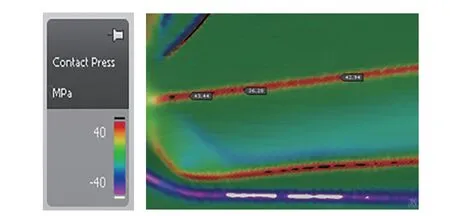
圖2 滑移線分析2
棱線部位減薄率檢查
由于銳棱制造技術在實際制作時,凸模R角接近于尖角,所以在棱線部位的減薄率需要額外進行加嚴控制,防止其實際生產時開裂。棱線主體部位不得超過15%,端頭部位不得超過22%,翻邊整形工序模擬不得超過25%。
包邊起皺、包邊料過短問題檢查
翻邊過程中不得出現明顯起皺,包邊分析模擬時不得出現包邊不實、包邊起皺情況。
此類檢查為常規性檢查,如圖3所示。
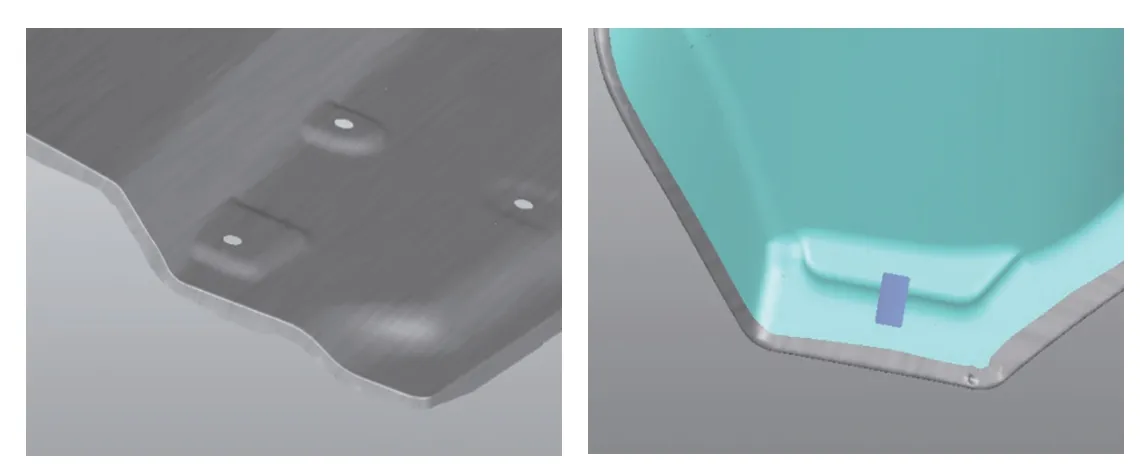
圖3 包邊狀態
模具設計工藝要求
在銳棱技術模面設計時應充分考慮沖壓方向的合理性,服從的原則是:取所有棱線高度的平均值,也就是說應該盡可能使所有棱線處在同一高度,避免差異;對于單條棱線本身兩端頭的應該盡可能處在同一高度上,避免局部先接觸板料,應使整條棱線均勻接觸板料,如圖4所示。

圖4 銳棱產品沖壓方向確定
在對外覆蓋件外觀設計時,特別要注意特征線夾角問題,一般銳棱部位曲面夾角控制在110°到130°之間,不超過150°。下R角數值可為8~12mm。上R角數值為2mm,如圖5所示。

圖5 A面夾角
棱線附近的補充面造型
當R棱線處材料滑移線問題嚴重時,或者易發生開裂時,需要在棱線兩頭將補充面抬高,要比棱線高2~3mm,這樣可以達到減少制件滑移線、解決零件開裂現象,也就是使材料最后2~3mm才開始接觸R棱線,如圖6所示。
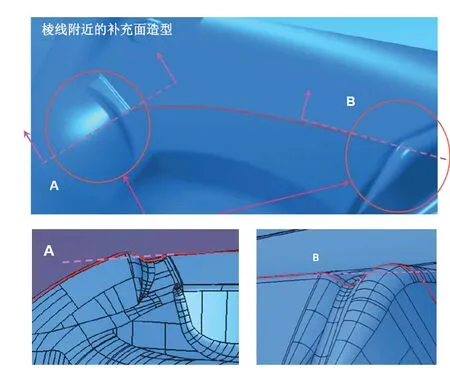
圖6 棱線補充面
特征線模面設計原則
⑴拉延模具。
模面設計結合產品造型要充分精算棱線兩側成形拉料力,使兩側受力均衡。如圖7所示,以凸模為基準,棱線兩側15~20mm寬度,做0.05~0.08mm強壓面,10~ 15mm做曲面光順過渡;棱線端口做過拉延的工藝補充,補充量大小視產品分析而定,在補充處以變薄中心為圓點向四周發散15~20mm做0.07~0.12mm強壓面,10~15mm做曲面光順過渡;間隙放在凹模上。凹模棱線尖角相應處讓空R=t,深度0.4mm。拉延模面要求與研合狀態實物,如圖8所示。
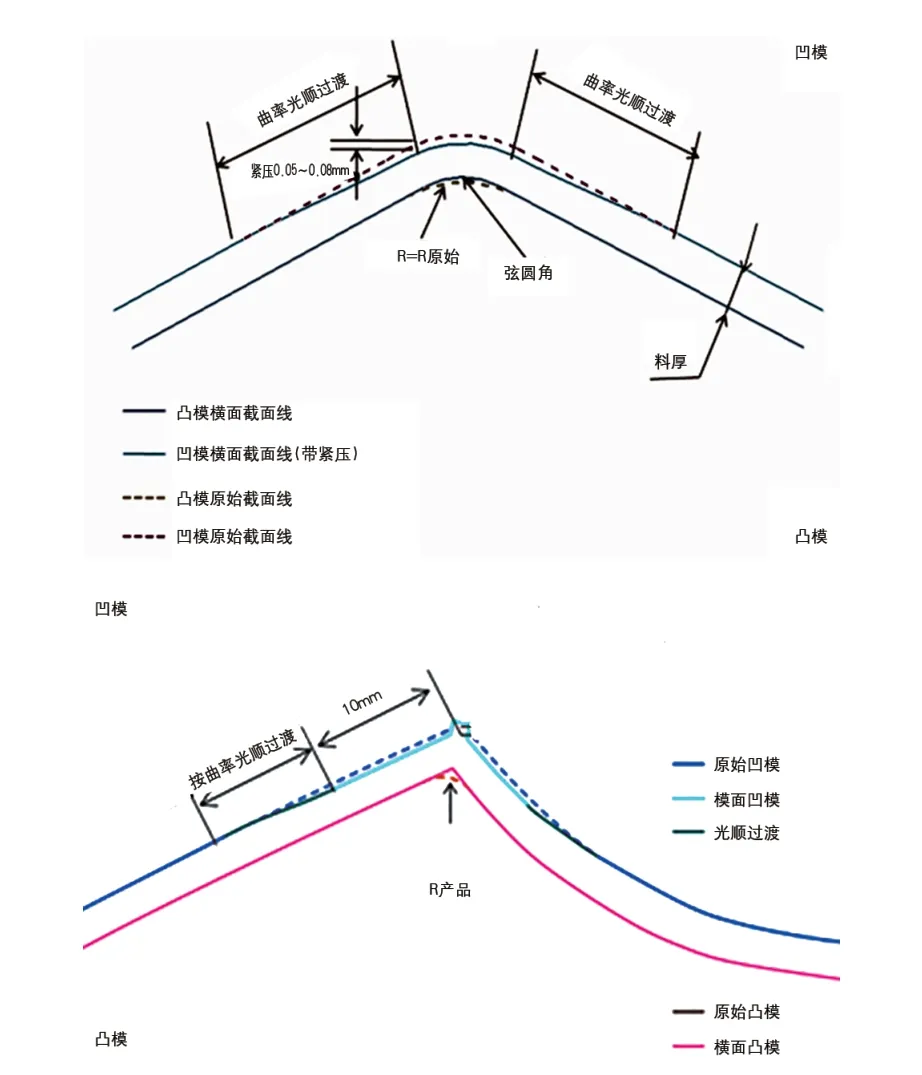
圖7 拉延模棱線處模面
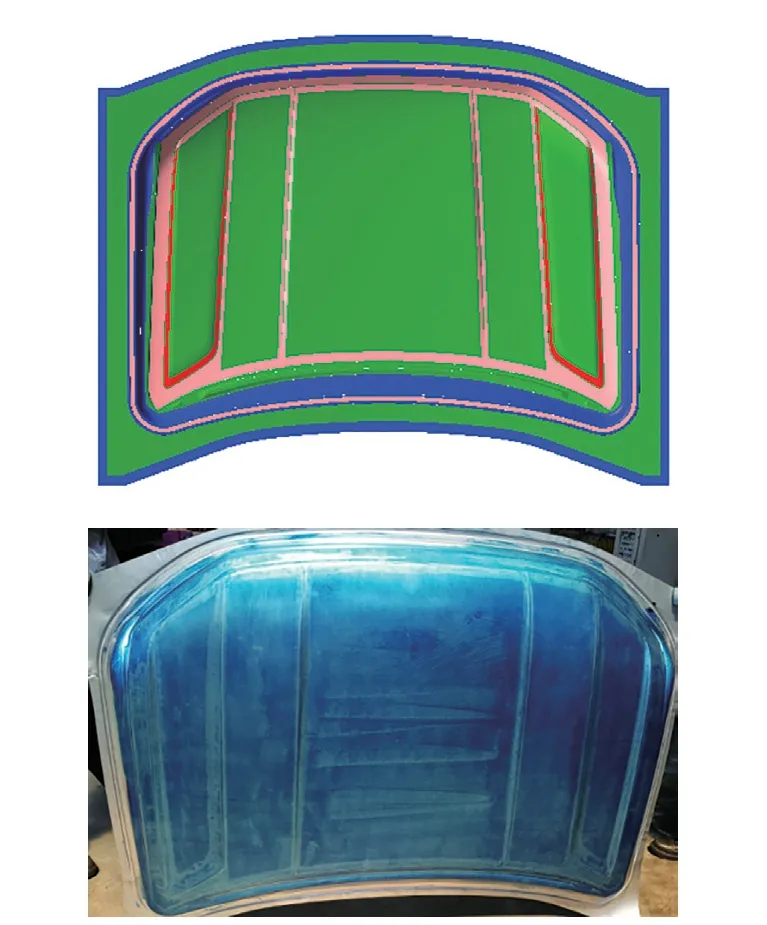
圖8 拉延模面要求與研合狀態實物
在模具結構圖設計時對于較大的件,如側圍、翼子板等模具斜對角設置導柱精確導向。設置要求高度最小在模具到底前30mm,精確導向開始工作。其次為方式開合模具導致模具型面受損,考慮設置導正銷進行粗導向,高出導板50mm工作,棱線處研合率實物如圖9所示。

圖9 拉延導向
⑵修沖類模具。
為防止銳棱產品特征線在后序出現二次壓傷缺陷,后序模具的凹模:棱線功能區不緊壓、開槽0.2mm×0.2mm,非功能區避讓2mm(如果避讓2mm還有干涉,就用D3球刀開槽,深度2mm),具體如圖10所示。

圖10 后工序模具棱線處模面處理
⑶翻邊整型類模具。
棱線兩側和尖角區若無功能區,讓空處理。若有功能區,棱線端口兩側做0.07~0.12mm強壓面,壓料芯棱線處讓空處理,以變薄中心為圓點向四周發散15~20mm,10~15mm做曲面光順過渡。如門外板棱線端頭和機蓋棱線端頭,距翻整面40mm外棱線讓空,不做緊壓處理或凸模,功能區進行圓角銳化,非功能區按產品類別處理,棱線處研合率實物如圖11所示。
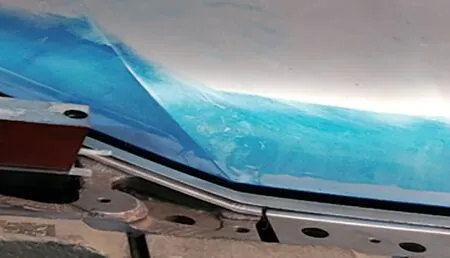
圖11 棱線處研合率實物
⑷壓合、滾邊。
壓合:單獨采購小角度壓塊,壓合后角度視裝車要求而定,建議棱線兩側15mm料邊設計為1.5~2.5mm,不做壓合處理或壓45°角。
滾邊:角度太小沒那么小的滾輪,單獨采購小角度壓塊。建議棱線兩側15mm寬料邊設計為1.5~2.5mm,不滾壓或只滾壓45°。
胎模:棱線尖角相應處讓空R=R產品,深度0.4mm。
總結
通過近幾年國內汽車的不斷發展,汽車外觀造型越來越得到大眾消費者的喜好。未來的中國汽車制造技術一定能夠實現與合資甚至進口車型技術對標。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
