C80(H)型鋁合金敞車制造難點(diǎn)工藝措施
2021-08-28 01:33:28董建峰王雪麗
鐵道車輛 2021年2期
關(guān)鍵詞:工藝
荊 誠, 董建峰, 王雪麗
(中車山東機(jī)車車輛有限公司 工藝技術(shù)部,濟(jì)南 250022)
C80(H)型鋁合金運(yùn)煤敞車為用于大秦線2萬t重載列車的運(yùn)輸煤炭專用敞車,能夠與秦皇島煤碼頭的三期、四期翻車機(jī)及附屬設(shè)施相匹配,并滿足環(huán)形裝車、直進(jìn)直出裝車、解體裝車作業(yè)及運(yùn)行機(jī)車動(dòng)力集中牽引要求。C80(H)型鋁合金運(yùn)煤敞車載重80 t,自重20 t,商業(yè)運(yùn)營速度100 km/h。
1 C80(H)型鋁合金敞車結(jié)構(gòu)特點(diǎn)
(1) 車體采用雙浴盆式結(jié)構(gòu),自重輕,容積大。底架(中梁、枕梁、端梁)為全鋼焊接結(jié)構(gòu),下側(cè)梁、浴盆、側(cè)墻和端墻均采用鋁合金板材與型材的鉚接結(jié)構(gòu),與底架之間的連接采用鉚接結(jié)構(gòu)。鋁合金材料耐腐蝕性強(qiáng),延長了車輛檢修周期及使用壽命。
(2) 車體結(jié)構(gòu)按照2萬t列車的考核標(biāo)準(zhǔn)進(jìn)行設(shè)計(jì),中梁采用屈服強(qiáng)度為450 MPa的高強(qiáng)度耐候鋼,并對(duì)牽引梁部位進(jìn)行了加強(qiáng)。
(3) 車體外形尺寸滿足秦皇島三期、四期翻車機(jī)及附屬設(shè)施的匹配要求,可以實(shí)現(xiàn)不摘鉤連續(xù)翻車作業(yè)。
(4) 采用制動(dòng)主管壓力滿足500 kPa和600 kPa的空氣制動(dòng)裝置,同時(shí)預(yù)留ECP有線電控制動(dòng)系統(tǒng)的安裝位置。
(5) 采用轉(zhuǎn)K6型或轉(zhuǎn)K5型轉(zhuǎn)向架,運(yùn)行速度高,動(dòng)力學(xué)性能穩(wěn)定。
2 制造難點(diǎn)
2.1 浴盆(鋁合金)與底架組裝
(1) 浴盆(鋁合金)組裝在底架兩大橫梁之間,浴盆端板與大橫梁通過鉚接連接,與浴盆板之間采用連接角座連接。當(dāng)浴盆長度與大橫梁間距尺寸不匹配時(shí),易造成浴盆端板處鉚接間隙超限,因此應(yīng)避免焊接收縮對(duì)該間隙造成影響。
(2) 組裝浴盆時(shí),以浴盆組裝胎位上檢測點(diǎn)為基準(zhǔn),在調(diào)整浴盆距軌面高度尺寸至≥267 mm后固定浴盆。此時(shí),由于浴盆高度方向進(jìn)行了調(diào)整,容易造成浴盆與下側(cè)梁同一鉚接孔位移量超限。因此,為保證該位置鉚釘孔位移量符合要求,在制孔時(shí)需考慮對(duì)孔的直徑尺寸留有一定工藝量,以便進(jìn)行調(diào)整。
2.2 車體鉚接
鋁合金端墻、側(cè)墻及下側(cè)梁與碳鋼底架間均采用鉚接方式連接。為保證鉚接孔的鉆孔精度以及提高生產(chǎn)效率,端墻、側(cè)墻及底架上鉚接孔將使用數(shù)控設(shè)備提前制作。由于底架、端墻、側(cè)墻存在尺寸公差,該種組裝方式容易造成各大部件組裝后鉚接孔位移超限,使鉚釘承受較大剪切力。因此需通過嚴(yán)格控制底架、端墻、側(cè)墻等各大部件的組裝精度等方式來保證鉚接質(zhì)量。
2.3 車體撓度控制
由于該車體組裝后空車不允許負(fù)撓(中梁、下側(cè)梁須不負(fù)撓),為保證能滿足該要求,中梁預(yù)制撓度需控制在6~12 mm,車體焊接后中梁撓度能達(dá)到2~8 mm。但該車下側(cè)梁為異形鋁制型材,剛性較小,形成預(yù)制撓度較為困難,為此,在制作下側(cè)梁時(shí)需提前與側(cè)墻進(jìn)行預(yù)組裝,依靠側(cè)墻整體剛性使下側(cè)梁撓度達(dá)到要求。
3 重點(diǎn)控制項(xiàng)目
(2) 底架長度控制在以車體中心為基準(zhǔn)至兩端梁的距離為5 257±2 mm。
(3) 枕梁立板間距控制在以車體中心為基準(zhǔn)至兩枕梁立板距離為4 100±1 mm。
(4) 底架中梁、側(cè)梁高度差控制在≤2 mm。
(5) 側(cè)墻高度控制在上側(cè)梁至側(cè)板下邊緣距離為2 487 mm。
(6) 枕柱下端面與下側(cè)梁面密貼,其間隙控制在≤1 mm。
(7) 在組裝時(shí),鋼材料零部件與鋁材料零部件直接接觸的部位必須安裝專用的防電化腐蝕膠帶。
(8) 鋁合金材料在進(jìn)行吊運(yùn)、組裝時(shí),需采取相應(yīng)的防護(hù)措施避免碰傷、劃傷。
(9) 同一鉚釘孔的多個(gè)零部件進(jìn)行組裝時(shí),各鉚釘孔最大位移控制在≤2.5 mm。
(10) 鉚接零部件接觸面應(yīng)接觸嚴(yán)密,在鉚釘中心φ50 mm范圍內(nèi)用厚0.5 mm塞尺測量,不得觸及鉚釘桿。
4 主要制造工藝
4.1 鉆孔工藝
(1) 采用數(shù)控機(jī)床加工端墻板、側(cè)墻板鉚接孔,以中心定位保證鉚接孔加工質(zhì)量。
(2) 使用數(shù)控龍門鉆加工側(cè)柱、端柱等的鋁型材鉚接孔,保證鉚接孔加工質(zhì)量。
(3) 對(duì)于對(duì)角部連鐵組成等無法采用數(shù)控設(shè)備加工孔的配件,通過使用鉆模制孔的方法保證配件孔定位準(zhǔn)確。
4.2 組裝工藝
(1) 底架組裝。為保持組裝尺寸的一致性,通過工藝邊梁、工藝地板定位枕梁、縱向梁和小橫梁組成(圖1);使用底架翻轉(zhuǎn)裝置進(jìn)行底架各焊縫的平位置焊接;通過底架矯正裝置調(diào)整底架各梁間的相對(duì)位置。
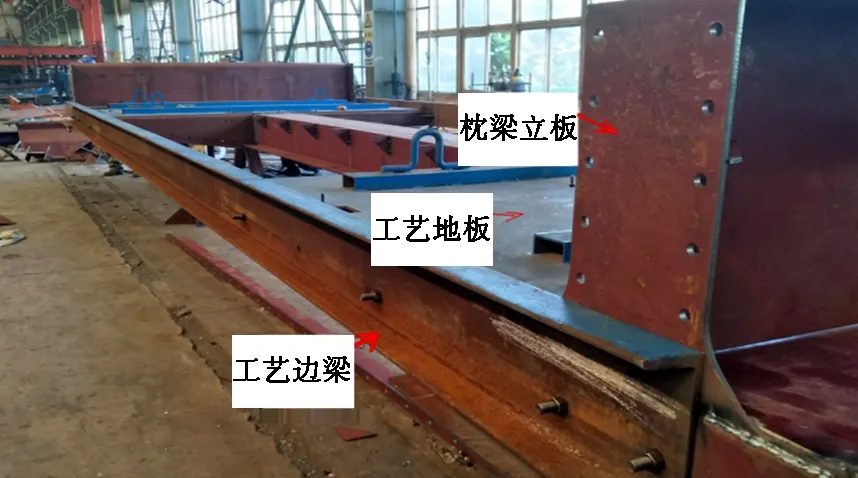
圖1 采用工藝邊梁、工藝地板定位各部件
(2) 浴盆組裝。使用夾緊裝置夾持心盤將底架固定在浴盆組裝胎位上,組裝下側(cè)梁,且控制下側(cè)梁撓度在4~6 mm之間,再使用浴盆專用吊具將浴盆吊至底架內(nèi),檢測浴盆高度合格后使用工藝螺栓定位浴盆位置,利用銑刀對(duì)浴盆與底架連接孔進(jìn)行銑孔,使用液壓拉鉚槍完成鉚釘拉鉚。
(3) 端墻組裝。利用端墻組裝工裝定位端板、端柱、側(cè)端柱,使用工藝螺栓緊固各配件,將端墻吊至鉚接架上完成端墻鉚接工作。
(4) 側(cè)墻組裝。以側(cè)墻板縱向中心為基準(zhǔn)組裝側(cè)墻上側(cè)梁、枕柱、側(cè)柱、門柱,將下側(cè)梁組裝至側(cè)墻下端,并在預(yù)制下側(cè)梁撓度后將下側(cè)梁夾緊固定;根據(jù)側(cè)柱孔配鉆下側(cè)梁孔,配鉆孔后將下側(cè)梁吊出側(cè)墻工位并運(yùn)至浴盆組裝工位,在后續(xù)浴盆組裝工位配裝下側(cè)梁。
(5) 車體組裝。連接端墻與底架,組裝斜端板,將側(cè)墻與底架及端墻進(jìn)行連接,各部位采用工藝螺栓進(jìn)行緊固,使用螺栓組裝車體內(nèi)部撐桿組成,完成以上工作后,可將車體吊出總裝胎位至下個(gè)工位進(jìn)行車體鉆孔、銑孔及鉚接工作。
5 制造難點(diǎn)工藝措施
5.1 浴盆與底架組裝
底架同一側(cè)大橫梁組對(duì)時(shí),大橫梁間距(靠近中梁側(cè))按4 280 mm控制;由于該車底架結(jié)構(gòu)特殊,大橫梁存在焊接收縮情況,該收縮將造成同一側(cè)兩個(gè)大橫梁間距變化6~8 mm,因此在大橫梁組裝時(shí)應(yīng)充分考慮該焊接因素。具體做法是將大橫梁間距控制在4 274±1 mm范圍內(nèi),保證焊接后間距符合要求,同時(shí)也可通過在大橫梁處點(diǎn)固焊工藝筋板的方式減少焊接收縮帶來的影響。
為保證浴盆與下側(cè)梁在同一鉚接孔相對(duì)位移滿足要求,工藝上制定小孔配大孔方案,下側(cè)梁鉚接孔按圖紙尺寸(φ17 mm)進(jìn)行制作,浴盆板(靠近下側(cè)梁側(cè))鉚接孔按工藝尺寸(φ13 mm)進(jìn)行制作。浴盆高度確定后,以下側(cè)梁孔(φ17 mm)為基準(zhǔn),使用銑刀加工浴盆上φ13 mm的鉚接孔,并保證銑孔后同一鉚接孔相對(duì)位移≤2.5 mm。
5.2 車體鉚接
底架、端墻、側(cè)墻等各大部件都需以各自縱向中心為基準(zhǔn)進(jìn)行制造,車體組裝時(shí),同樣以車體中心為基準(zhǔn)組裝各大部件,以保證所有部件的組裝定位基準(zhǔn)統(tǒng)一,最大程度地減少累計(jì)誤差對(duì)組裝造成的影響。以工藝邊梁工藝孔為基準(zhǔn)定位枕梁立板,同一側(cè)兩立板間距按8 200±1 mm控制,且上下間距相同以保證底架枕梁與車體側(cè)墻的鉚接質(zhì)量。圖2為工藝邊梁定位枕梁立板。

圖2 工藝邊梁定位枕梁立板
端墻角柱孔(與側(cè)墻連接處)按圖紙尺寸(φ17 mm)加工,與之配合的側(cè)墻孔按工藝尺寸(φ13 mm)加工,在車體組裝時(shí),以角柱孔為基準(zhǔn)銑側(cè)墻板孔,適當(dāng)調(diào)整側(cè)墻位置以保證兩鉚接孔之間的位移符合要求。
5.3 車體撓度控制
在側(cè)墻組對(duì)胎位上將下側(cè)梁與側(cè)墻進(jìn)行預(yù)組裝,組裝時(shí)下側(cè)梁撓度需頂起至4~6 mm,以側(cè)墻側(cè)柱鉚接孔為基準(zhǔn)配鉆其與下側(cè)梁連接的鉚接孔。側(cè)墻與相對(duì)應(yīng)的下側(cè)梁編寫同一編號(hào),在車體總裝時(shí)兩者需配套使用。同時(shí)要求將具體的撓度數(shù)值標(biāo)注在下側(cè)梁明顯位置。
車體組裝時(shí),頂起下側(cè)梁撓度至標(biāo)注數(shù)值后與下側(cè)梁同一編號(hào)的側(cè)墻組裝,確認(rèn)側(cè)墻側(cè)柱與下側(cè)梁鉚接孔位移符合要求后進(jìn)行鉚接。通過該組裝方式進(jìn)行車體鉚接后,端墻、側(cè)墻與底架形成箱形結(jié)構(gòu),保證了下側(cè)梁撓度滿足要求。
6 結(jié)束語
C80(H)型鋁合金敞車的結(jié)構(gòu)與傳統(tǒng)車型有著較大差異,相關(guān)生產(chǎn)經(jīng)驗(yàn)較少,工藝控制難度較大,但通過上述制造難點(diǎn)工藝措施的實(shí)施,在批量生產(chǎn)中有效地提高了車體結(jié)構(gòu)的成型質(zhì)量和生產(chǎn)效率,保證了整車的制造質(zhì)量。中車山東機(jī)車車輛有限公司生產(chǎn)的鋁合金敞車目前在大秦線已投入使用,達(dá)到了重載快捷的目標(biāo),為今后生產(chǎn)類似結(jié)構(gòu)的車型積累了經(jīng)驗(yàn),有很好的推廣性。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52