制絲線柜式喂料機鋪料控制系統(tǒng)設計
2021-08-27 09:15:50高復高郭昌耀
設備管理與維修 2021年11期
關鍵詞:分配
高復高,董 偉,郭昌耀,李 正
(江蘇中煙工業(yè)有限責任公司徐州卷煙廠,江蘇徐州 221004)
0 引言
在煙草行業(yè)制絲線生產中,喂料機一般與定量管、電子皮帶秤等設備配合使用,主要起到工序間物料緩沖、銜接作用,以及對物料流量的穩(wěn)定控制功能[1-3]。喂料機基本分為柜式和提升帶式,均采用步進尋堆的鋪料方式,都存在鋪料高度不均勻的問題[4-5]。但提升式喂料機底帶與提升帶的傾斜角設計,以及耙釘的均勻撥料作用,起到一定的物料平衡效果,較好地彌補了這一缺陷,其后續(xù)電子秤的流量控制也較為穩(wěn)定[6-7]。而柜式喂料機內物料經撥輥直接由輸送帶傳輸至定量管,其物料高度的不均勻性直接導致電子秤流量的波動[8-10]。為此,將重點解決柜式喂料機鋪料均勻性控制問題。
1 問題分析
徐州卷煙廠制絲線加料、切絲、干燥工序前均采用柜式喂料機,柜長11.1 m、寬1.55 m、高0.82 m,設計容量為2000 kg 左右,具有結構簡單、造碎少的優(yōu)點,柜式喂料機設備如圖1 所示。以物料流量設定值6000 kg/h 為例,加料工序物料流量的標準偏差均值為8.21 kg/h,Cpk 均值為1.17,其過程控制能力一般,對加料瞬時流量和精度控制的穩(wěn)定性產生直接影響。

圖1 柜式喂料機設備
目前,柜式喂料機的鋪料行車前后端各裝有超聲波測距儀,但受物料下落遮擋、沉降等因素影響,采集的瞬時鋪料高度值波動較大,易造成高度控制失效。另外,進料部分的分配行車皮帶單向運轉,而行走部分為雙向控制,當行車往柜體方向行走時,行車與皮帶轉向相同,兩者速度相加,使得物料分配較薄。反之,當行車背向柜體行走時,行車與皮帶轉向相反,皮帶相對上游進料口速度較低,使得物料分配較厚。正是因為分配行車與上游落料口相對速度上的變化,造成物料在皮帶上的分配不均勻,進而直接導致柜內物料不均勻。
2 系統(tǒng)設計
2.1 瞬時高度濾波功能
為避免行走振動和物料遮擋影響瞬時鋪料高度的真實采集,根據喂料機內Sick 超聲波測距儀有效檢測范圍,以及安裝角度、柜體高度等參數,限定瞬時物料高度采集上限為200 cm,下限為20 cm。
在PLC 程序中,新建實時高度數據塊和均值化功能塊,以0.2 s 周期調用,將瞬時高度值進行5 s 的堆棧和均值處理,以保障檢測數據的有效性。瞬時高度采集與濾波控制功能塊如圖2 所示。

圖2 瞬時高度采集與濾波控制功能塊
2.2 分配行車相對速度的恒定控制
2.2.1 控制原理
根據分配行車和皮帶在正反向往返運動中,對物料分配高度的影響特性,利用兩者速度合成,計算分配行車與下料口的相對速度,通過給定行車和皮帶在往返時的不同頻率,使得不論行車往哪個方向運行,保持輸送物料的相對速度恒定不變。
為實現(xiàn)行走電機和皮帶電機在往返過程中的變頻調節(jié),根據系統(tǒng)控制原理,繪制控制流程圖,如圖3所示。
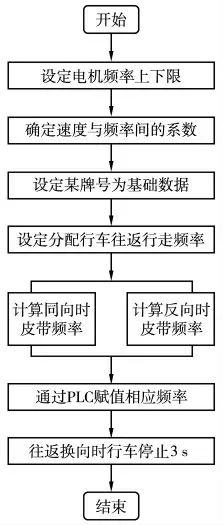
圖3 皮帶相對速度控制流程
2.2.2 建立算法模型
在分配行車的行走電機和皮帶電機各裝有變頻器控制運行速度的基礎上,根據設備控制能力,限定頻率范圍,行走電機頻率F行的設定下限20 Hz,上限50 Hz,皮帶電機頻率F帶的設定下限20 Hz,上限50 Hz。
將行走電機頻率F行和皮帶電機頻率F帶分別按照20 Hz、30 Hz、40 Hz 和50 Hz 運行,測量各自運行速度,得出行走速度和皮帶速度與變頻器運行頻率之間的公式關系,其中V行=K1×F行,V帶=K2×F帶,按照4 組數據平均得出K1和K2的值(表1、表2)。

表1 行走速度與頻率關系統(tǒng)計

表2 皮帶速度與頻率關系統(tǒng)計
根據表1 和表2 數據,得出K1均值為0.25,K2均值為0.84,從而確定速度和頻率的關系公式,V行=0.25×F 行,V帶=0.84×F帶。
為保障經分配行車進入鋪料行車的物料流量的均勻性,選定某一牌號產品A 作為基礎數據,其設定流量為Q,分配行車的行走電機頻率為F行。
當行車和皮帶運動方向相同時:

當行車和皮帶運動方向相反時:

為保障分配行車往返運行時相對下料口的速度V總保持一致,根據上述公式計算,得出同向時的皮帶電機頻率F帶1和反向時的皮帶電機頻率F帶2。
當生產其他牌號產品B 時,其設定流量為QB,根據公式F行B=F行×QB/Q,得出行走電機頻率為F行B,從而進一步得出同向和方向時的皮帶電機頻率。
2.2.3 程序設計
在PLC 程序中,調用分配行車正反向運行信號,在行車不同運行方向下,分別按照上述公式設計分別給變頻器賦值。當分配行車正向運轉時,行走電機和皮帶電機頻率分別設定為30 Hz 和32.7 Hz;當分配行車反向運轉時,行走電機和皮帶電機頻率分別設定為20 Hz 和46 Hz;改進后,分配行車在往復運動過程中的布料均勻性顯著提升。皮帶與行車運行頻率控制程序如圖4 所示。分配行車布料均勻性改進前后效果如圖5 所示。

圖4 皮帶與行車運行頻率控制程序

圖5 分配行車布料均勻性改進前后效果
2.3 優(yōu)化喂料機邊緣鋪料控制
喂料機分配行車的往返限位通過兩側的接近開關檢測控制,當分配行車處于兩側限位時,原控制系統(tǒng)中有0.5 s 的停止延時,即在左、右限位停止0.5 s 后再次啟動。由于停頓時間較短,喂料機內兩側布料形態(tài)呈現(xiàn)明顯梯形,均勻性較差。
為減少分配行車在往返換向時瞬間沖擊,保持平穩(wěn)換向,以及保障喂料機柜內兩側物料鋪設的均勻性,設定往返換向時行走電機停止延時3 s,皮帶始終保持運轉。改進后的喂料機兩側布料均勻性提高,物料貼近兩側,倉儲能力也得到提升。分配行車換向延時控制程序如圖6 所示。

圖6 分配行車換向延時控制程序
3 應用效果
系統(tǒng)應用后,鋪料高度瞬時數據真實有效,分配行車布料均勻,提高了柜式喂料機內物料高度的均勻性,為出料流量的穩(wěn)定控制提供了基礎。各工序物料流量標準偏差降低至5 kg/h 以下,Cpk 值提高至2.0 以上。以加料工序為例,物料流量的標準偏差均值降低至3.35 kg/h,Cpk 均值提高至2.52,過程控制能力顯著提升;同時,加料瞬時流量的穩(wěn)定性也隨之提高,標準偏差由改進前的0.23 kg/h 下降至0.08 kg/h,增量比例變異系數由改進前的0.58 下降至0.26。
改進結果表明:系統(tǒng)能夠有效提高柜式喂料機物料分配和鋪料高度控制的均勻性,充分保障出料流量的穩(wěn)定性,顯著提升下道工序各項工藝質量。
猜你喜歡
天水行政學院學報(2022年4期)2022-11-18 09:02:36
艦船科學技術(2022年13期)2022-08-11 09:30:02
鐵道通信信號(2020年9期)2020-02-06 09:15:22
漢語世界(The World of Chinese)(2019年3期)2019-07-01 02:37:48
數學大王·趣味邏輯(2019年5期)2019-06-13 20:27:43
小學科學(學生版)(2019年5期)2019-05-21 01:00:18
中學生數理化·中考版(2018年10期)2018-12-07 00:44:52
經濟技術協(xié)作信息(2018年30期)2018-11-22 06:20:24
中央社會主義學院學報(2017年1期)2017-04-16 05:34:07
中國衛(wèi)生(2014年12期)2014-11-12 13:12:40