阿布扎比陸上油氣管道3LPP防腐系統補口技術
2021-08-27 12:31:28金明莉
石油工程建設 2021年4期
關鍵詞:施工
李 悅,金明莉
中國石油天然氣第七建設有限公司,山東青島 266061
三層聚丙烯(3LPP)管道防腐系統除具備良好的耐腐蝕和抗機械損傷性能外,還能承受較高溫度的工況條件,在中東地區油氣管道項目中得到了廣泛應用[1-2]。阿布扎比某油田綜合設施項目3LPP管道補口應用的是GTS-PP系列的聚丙烯熱縮套,此系列熱縮套補口系統由液體環氧底漆、高性能聚丙烯黏結劑層和交聯聚丙烯基膜組成,施工時先由中頻加熱設備完成管道基材預熱,再進行熱縮套施工,整個補口過程嚴格按照工藝流程施工,使現場補口效果可以達到工廠級水平[3-4]。
1 準備階段
GTS-PP聚丙烯熱縮套施工工藝流程見圖1。
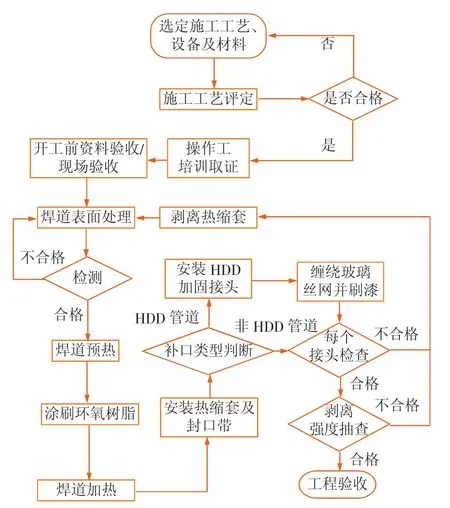
圖1 GTS-PP聚丙烯熱縮套施工工藝流程
1.1 施工工藝評定
補口施工前要先進行工藝評定(PQT),以驗證熱縮套施工流程有效可行。工藝評定的試驗場地應設置在空曠的室內,備好支架和3LPP防腐管,管道上每隔1 m堆焊一處模擬焊道。模擬焊道設置方法為先剝離290 mm寬的3LPP防腐層,然后對管道進行打磨直至漏出金屬光澤,最后在露出金屬表面的中間位置沿管道圓周進行堆焊,模擬出焊縫余高。模擬焊道共準備16組,以滿足全部試驗要求。工藝評定的場所、工件、設備應預先報驗完畢,測量儀器儀表應具備第三方檢驗證書,操作人員應由廠家委派。
1.2 人員準備
施工工藝評定合格后,管道補口操作人員按工藝評定中的施工流程接受培訓,并參加最終的實操考核,考核由業主質檢人員全程監督并在合格的試驗結果上簽字確認。噴砂除銹人員和補口操作人員取得培訓合格證書后才可進入現場施工。防腐質檢員需取得BGAS或CIP Level 2以上證書并通過業主面試。
1.3 設備選用
中頻加熱器是保證補口安裝質量的核心設備,補口施工中應用的中頻加熱器應滿足預加熱50~65℃和熔融環氧涂層加熱175~190℃的溫控要求,且升溫時間不應大于3 min。感應線圈規格應能覆蓋補口管道的所有管徑范圍,并可實時顯示加熱溫度。現場噴砂設備采用環保型循環回收式噴砂機,此噴砂機具有噴砂、回收、循環的功能,作業半徑較大,且在施工中無磨料及灰塵飛揚的現象,滿足使用和環保要求。其他設備及測量儀器選用見表1。
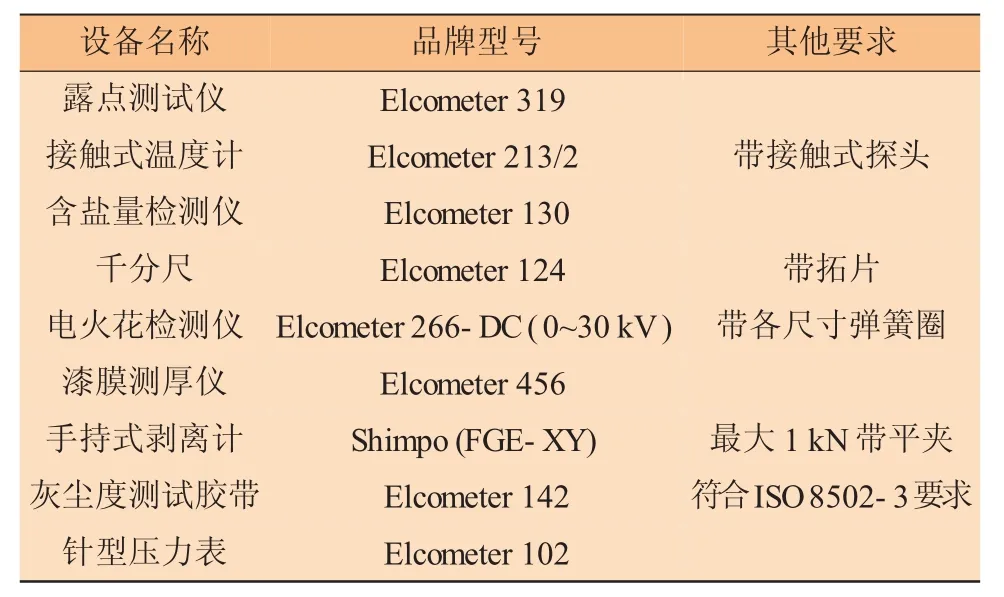
表1 其他設備儀器選用情況
1.4 磨料選用
磨料的選擇應符合殼牌規范和現場施工的相關要求,石英砂因不符合健康環保要求在阿布扎比當地被禁止使用,鐵砂或鋼丸不適用于現場小型噴砂設備也不適用于現場補口施工,十字石和氧化鋁等材料成本較高不經濟,當地市場普遍選擇石榴石或鏡赤鐵礦作為管道防腐除銹的磨料。阿布扎比某油田綜合設施項目選用的鐵鋁石榴石是一種常見的天然磨料,除銹性能優異并兼具灰塵少、可溶性鹽含量低、導電率低、有害成分少等特點。各類磨料特性及執行標準見表2。
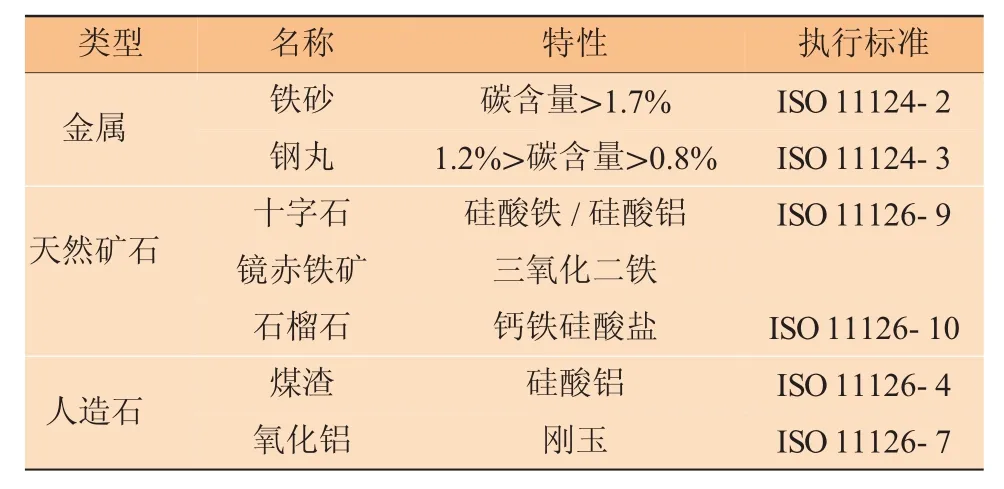
表2 磨料特性
現場到貨的每批磨料均需提供合格檢定報告,同時進行含鹽量及電導率測試,電導率應≤50μS/cm。
2 開工前驗收
2.1 資料驗收
在現場各區域首次展開補口施工活動時應先提交報驗資料,報驗資料包括:第一,工作風險分析(TRA),通過TRA會議討論完畢,并取得各相關方簽字;第二,施工方案(MS),經過業主批準。第三,材料準入證明(MAR)和材料進場報驗資料(RFI);第四,各施工設備、計量器具、氣瓶的檢定報告;第五,現場應急措施;第六,HSE程序文件;第七,焊道交付文件,經業主簽字,以焊接記錄、NDT報告、硬度檢測報告和管道書作為附件的交接文件;第八,廠家出具的PQT結果的保證函,用于保證補口施工工藝評定最終結果,這份保證函多在個別工藝評定試驗未取得最終結果但現場急需施工時使用,如熱水浸泡試驗需28 d,周期較長,這時施工方可以憑借拉拔試驗合格結果和保證函提前進行人員培訓和施工。
2.2 現場準備
在資料驗收合格后,還需對施工現場進行實體驗收,主要驗收項目有:其一,圍擋措施。熱縮套施工部位要有密閉且不燃的防風棚遮擋風沙,噴砂除銹部位要四面圍擋,防止磨料噴濺傷人。其二,HSE設施及福利設施。化學品儲存處和使用位置要張貼公示,防腐材料存儲區要設警戒區防止他人進入;每個動火點要配備1部以上8 kg干粉滅火器和1個以上防火毯;施工現場要配備風速儀,施工區域附近要設置停車區、廁所、帳篷、風向袋、緊急集合點、飲水點、安全警示牌等。其三,設備及主要機具。中頻加熱設備、全套噴砂設備、氣罐和火把都要經過業主HSE檢查。其四,防腐施工個人防護裝備。防腐作業人員要配備封閉式護目鏡、橡膠手套、過濾式口罩,現場準備化學作業全身式防護服(頭部需要內嵌安全帽)。
3 焊道表面處理及檢驗
3.1 焊道表面處理
焊道及接合區域所有的飛濺物、焊渣、鋒利邊緣等都應打磨移除,如果有油脂,應使用符合SSPC-SP-1規范的清潔劑進行清洗,然后再使用清水沖洗。
環境濕度小于85%可直接進行噴砂除銹,如果鋼表面溫度低于露點溫度3℃或在鋼表面檢測到水漬,則應使用中頻加熱設備將鋼管表面加熱至50~80℃,除去管道表面所有水分再進行噴砂。除銹應達到ISO 8501-1標準Sa2.5級別,表面粗糙度為50~100μm。噴砂后使用P24-P40翼片砂輪將金屬和3LPP防腐層的過渡位置做打毛處理,處理最小寬度為100 mm,切割過渡角為15°~30°。在完成以上所有工作后應使用無絨布擦拭掉散落碎片或其他表面污染物,有條件的也可以用干燥壓縮空氣吹掃。
3.2 基材表面檢驗
(1)外觀檢查。處理后的焊道表面除銹等級應達到Sa2.5,外觀檢查發現的局部缺陷應及時處理,如缺陷面積大于20 cm2,需要對整個焊道重新進行噴砂除銹。
(2)粗糙度檢查。基材表面粗糙度檢查可以使用拓片紙式測量法,先將復制膠帶(拓片)在基材表面充分按壓形成印模,再通過彈簧千分尺對印膜的尖峰、谷底進行測量,減去膠帶厚度后就能得出表面粗糙度的值。在實際施工中,管道基材表面粗糙度的合格范圍在50~100μm(ISO 8503-5)。
(3)灰塵污染等級檢查。基材表面噴砂及處理結束后應進行表面灰塵檢測,阿布扎比某油田綜合設施項目使用灰塵膠帶進行這一檢測,灰塵膠帶的優點是能更直觀地評估基材表面的數量和大小,另外可以對測量的結果永久記錄并留存。全套灰塵膠帶檢測工具由灰塵膠帶、滾壓器(如需要)、放大鏡(如需要)和對比顯示卡組成。檢測時先將膠帶撕開粘貼于處理完畢的基材表面,然后用滾壓器或手按壓膠帶使其與基材表面完全貼合,再將膠帶揭下貼在對比顯示卡的指定區域與顯示卡上各級灰塵度的卡片進行對比,最后記錄灰塵污染等級并將對比卡存檔。
(4)表面含鹽量檢測。基材表面含鹽量檢測的通常做法是取得蒸餾水和基材表面混合液后測電導率。在實際施工中阿布扎比某油田綜合設施項目運用了可溶性鹽檢測儀,這個檢測儀可以直接通過鹽分貼片測試含鹽量,在達到同等測試效果的同時操作更簡單,效率更高。根據ISO 8502-6的要求,基材表面的含鹽量應小于20 mg/m2。
4 熱縮套施工
基材表面處理后應盡快涂刷底漆,涂刷時基材溫度不應低于露點溫度,若基材溫度低于露點或暴露時間超過要求,則需重新對焊道進行各項表面檢查,若有返銹或污染跡象,則需重新進行焊道表面處理。基材表面處理后涂刷底漆的最大間隔時間見表3。
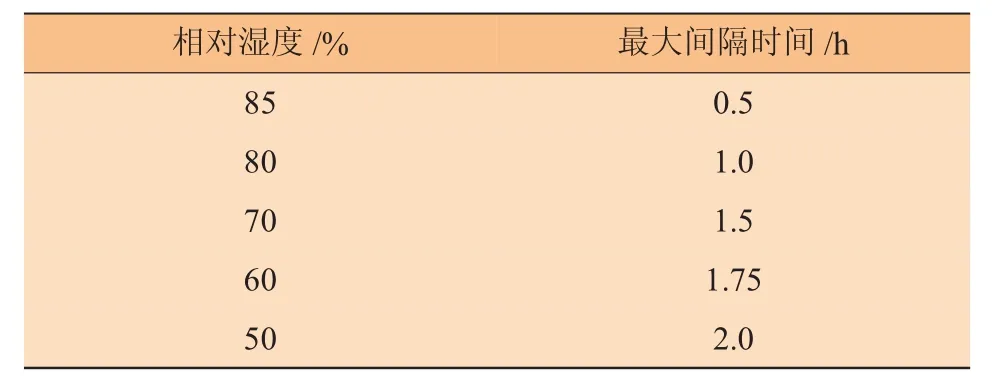
表3 基材表面處理后涂刷底漆的最大間隔時間
4.1 焊道預熱
使用中頻加熱器加熱焊道,使金屬表面預熱至50~65℃。加熱過程中除觀察中頻加熱設備顯示的溫度外,還應使用接觸式測溫儀測量管道表面溫度,確保溫度在規定的范圍內。
4.2 底漆施工
4.2.1 涂刷環氧樹脂
防腐工施工時應佩戴橡膠防護手套和防護面罩,將環氧樹脂基質和固化劑按照體積4∶1配比,并攪拌3~5 min使其充分混合。攪拌完畢后將環氧樹脂涂刷在已經預熱的金屬表面及3LPP防腐層的根部。
4.2.2 漆膜測厚
環氧樹脂底漆施工完畢后應進行漆膜測厚。施工現場多用濕膜梳來測量漆膜厚度,濕膜梳一般為多邊形的金屬卡片,在同一邊內有不同高度的梳齒。測量原理是通過梳齒高度差異來測量直線平面內濕膜的厚度。3LPP管道補口現場補口時,為更清晰的呈現結果,一般采用在測厚儀蘸取涂料后在紙上拓印的辦法判斷漆膜厚度是否達標。如3LPP補口底漆濕膜厚度要求≥300μm,則需選擇量程175~300 μm的濕膜梳進行測量,測量時先將梳齒端與基材表面垂直放置,蘸取底漆后平移至白紙表面進行拓印,若所有梳齒均能留下漆印,則說明漆膜厚度大于300 μm,判斷濕膜厚度符合要求。
熱縮套補口的底漆濕膜厚度每次需測4個位置,若測量結果顯示不符合要求,則需補漆后重新測量。
4.3 環氧樹脂加熱
使用中頻加熱器將涂刷的環樹脂表面加熱至175~190℃,加熱過程中除觀察中頻加熱設備顯示的溫度外,也要使用接觸式測溫儀測量管道表面溫度,確保環氧樹脂充分固化。
4.4 安裝熱縮套及封口帶
熱縮套及封口帶安裝過程中使用丙烷氣火炬進行加熱。安裝時先把GTS-PP熱縮套纏繞在焊道上,纏繞不能過緊,即要留有空間,搭接位置應該位于10點鐘或2點鐘方向。搭接前應先將被搭接部位的膠面加熱,然后將搭接部位膠面烘烤至出現光澤,搭接時要注意平齊,接縫邊緣用手(戴勞保手套)按壓到位。接縫粘連后用火炬在補口部位緩慢來回移動繼續烘烤接縫和封口并使用聚四氟乙烯滾輪碾壓,使封口和接縫粘接牢固。若在操作過程中熱縮套出現皺紋或氣泡,將其從中心向邊緣驅趕并撫平即可。
熱縮套搭接部位及封口帶安裝牢固后,使用隔熱帶將補口邊緣位置纏繞起來,防止管道原有3LPP防腐層過熱。兩名施工人員沿著管道對稱操作,使用中等強度火焰沿圓周方向烘烤熱縮套,烘烤方向應由中心向兩側、由接縫向外邊緣。當熱縮套完全貼合接頭輪廓時,初始收縮完成。這時使用溫和火焰繼續烘烤熱縮套,烘烤時要來回不停移動火炬,以保證熱縮套表面均勻受熱。熱縮套與原有3LPP防腐層搭接位置應專門進行烘烤,直至黏結劑涂層熔合并從邊緣溢出時可停止加熱。熱縮套安裝完成后外觀檢查應無氣泡、劃痕或任何褶皺,應具有均勻的顏色和光澤。
5 HDD加固帶安裝
參與水平定向鉆的管道在補口時還需加裝HDD加固帶,加固帶寬150 mm,安裝在管道定向鉆施工時前進方向的一端。安裝時一半搭接在管道防腐層上,另一半搭接在已安裝的GTS-PP熱縮套上,加固帶的接縫位置與已安裝熱縮套的接縫位置應對稱分布于管道的3點鐘和9點鐘方向,安裝時確保安裝位置前后各100 mm處于所需溫度。HDD接頭同樣需要安裝封口帶。加固/封口帶安裝完成后纏繞3層玻璃絲網,然后在玻璃絲網上均勻涂抹環氧樹脂,直至環氧樹脂將玻璃絲網全部覆蓋。HDD加固帶安裝見圖2。
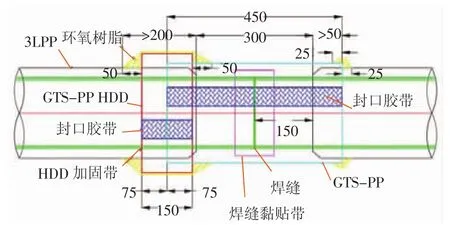
圖2 水平定向鉆管道補口加固帶
6 檢查檢驗
6.1 外觀檢查
補口完畢后對補口外觀進行檢查。熱縮套應完全貼合已有涂層,無氣泡、劃痕或任何褶皺,并具有均勻的顏色和光澤。黏結劑均勻溢出邊緣,外皮允許有氧化引起的輕微藍色斑點或變色。補口位置與原有涂層的搭接寬度、熱縮套厚度、焊縫部位防腐厚度應符合規范要求。
6.2 電火花檢查
熱縮套安裝或修補施工完成24 h后,需對熱縮套進行電火花檢測。電火花檢測應選用和管道管徑相適應的彈簧圈進行,擊穿電壓為10 kV/mm,且最高電壓25 kV。檢測無漏點為合格,如有漏點則需進行修復[5]。
6.3 剝離強度試驗抽查
剝離強度涉及多項試驗,施工過程中按每100道補口抽檢1道進行試驗,每天至少檢查一道。若試驗結果不合格,則需剝離掉被抽查焊道的熱縮套,噴砂后重新安裝熱縮套,同時要選取另外一道補口重新試驗,直到試驗合格為止。剝離強度試驗項目及合格標準見表4。

表4 剝離強度試驗項目及合格標準[5]
7 破損修復
在施工過程中3LPP層會不可避免地出現破損,管道自身3LPP防腐層的破損允許在現場進行修復。防腐補傷的工藝要根據破損程度和破損面積確定,按照破損程度,3LPP破損可分為裸露金屬或底漆和外皮輕微受損兩種,然后再根據破損面積的大小選擇補傷工藝。
7.1 3LPP外皮輕微破損的防腐修復
3LPP外皮輕微破損的情況下需使用翼片砂輪將損傷區域打毛并處理成15°~30°的倒角,然后使用無油脂、無絨毛的抹布和允許使用的清洗劑進行清潔。如破損區域小于1 cm2,可直接使用PP溶膠進行修補,如破損區域在1~50 cm2,則需配合使用CRP-PP修復補丁進行補傷。
7.2 裸露金屬面積小于50 cm2的防腐修復
當裸露金屬或底漆破損面積小于50 cm2時,可將損傷區域清理后將邊緣位置打毛。處理完畢后,使用熱風機將金屬表面預熱至50~65℃,然后涂刷厚度為200~300μm的環氧樹脂,再使用熱風機將環氧樹脂和周圍涂層區域加熱到100~140℃,直到環氧樹脂固化,最后用PP熔棒在破損處修補并貼上CRP-PP修補貼片。
7.3 裸露金屬面積大于50 cm2的防腐修復
當外皮損傷或裸露金屬面積大于50 cm2時,CRP-PP修補貼片無法覆蓋整個損傷面,需要安裝新的GTS-PP熱縮套,方法同熱縮套安裝。
7.4 熱縮套外皮輕微損傷的防腐修復
小于1 cm2的熱縮套外皮輕微損傷的修復方法與3LPP外皮輕微損傷的修復方法一致,外皮損傷大于1 cm2的熱縮套需要剝離后安裝新熱縮套。如果損傷比較嚴重,已經裸露金屬或有針孔破損,則在剝離原熱縮套后還要重新噴砂除銹。
8 結束語
在管道三層聚丙烯補口施工過程中,中頻加熱設備的應用和補口施工工藝的嚴格把控既改善了聚丙烯材料的附著力又保證了現場補口防腐層的機械性能,從而有效避免了補口位置易剝離或開裂的問題,顯著提高了現場補口的施工質量。在項目實際執行中,補口外觀和電火花測試合格率100%,拉拔試驗一次合格率超99%。這種管道補口工藝的應用突破了聚丙烯材料在現場補口技術中的諸多限制,使得3LPP防腐系統的優勢得以發揮,在高溫工況條件的油田設施及近海管道項目中得到應用。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48