膜層厚度對春亞紡納米表面處理Ti系結構色色牢度的影響
2021-08-27 09:17:26尹華平侯建洋
染整技術 2021年8期
尹華平,侯建洋
(廣東欣豐科技有限公司,廣東開平 529300)
隨著社會的發展,人們越來越追求美的事物,對服裝顏色的要求也越來越多樣化。目前,面料染色主要是借助染料與纖維間發生物理或化學結合,從而使紡織品成為有色物品。但是此種染色方式屬于高能耗、高污染的生產方式,對環境造成極大的損害[1]。有些研究者采用化學鍍方式沉積鍍層[2],但鍍液的穩定性不容易控制,而且在生產過程中容易造成污染。
納米表面處理技術是一種綠色環保的加工方式,通過真空磁控濺射沉積鍍膜方式加工布料[3],具有高濺射速率,基材成膜溫度低,膜層均勻,并且能在基材上鍍覆一層或多層膜層結構[4]。本實驗利用磁控濺射鍍膜方式在春亞紡基布上沉積Ti系結構色膜層,著重研究不同膜層厚度對春亞紡結構色色牢度的影響。
1 實驗
1.1 材料和儀器
材料:300T春亞紡(100%滌綸,規格50D×50D,幅寬150 cm,單位面積質量62 g/m2,平紋后整理);濺射用靶材為Ti靶(純度99.99%),工藝氣體為氬氣、氮氣、氧氣各一瓶(純度99.999%)。
儀器:卷繞式磁控濺射鍍膜機(配有直流與中頻電源,廣東欣豐科技有限公司自主研發),Fimonitor光譜反射在線測色系統,高倍顯微鏡,預置式色牢度摩擦儀,SW-12E型耐洗色牢度試驗機,汗漬色牢度烘箱,電恒溫鼓風干燥箱。
1.2 結構色工藝
結構色主要由3種功能膜層復合產生,膜層按照功能劃分為打底層、反射層、生色層。此次實驗重點分析不同膜層厚度對結構色色牢度的影響。在磁控濺射真空腔室內,靶材與織物距離為60 mm,將幅寬150 cm、長200 m的基布接入卷繞式磁控濺射鍍膜機中。設備本底真空腔室抽至2.0×10-3Pa,并開始煉靶1 h,以清除靶材表面的雜質與水汽。設備車速為1 m/min,按指定配比通入工藝氣體,具體工藝見表1。
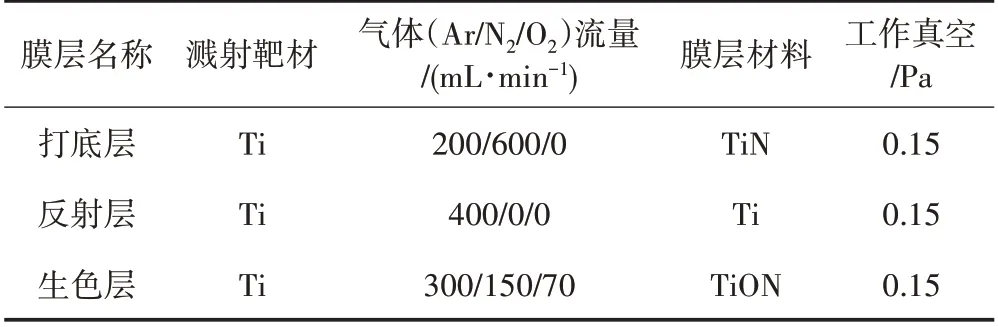
表1 結構色工藝參數
工藝一:以打底層膜層厚度作為變量,膜層逐漸加厚,反射層與生色層膜層厚度不變,共做6組樣品,依次對比色牢度的變化。膜層厚度用單位工藝長度靶材耗電量替代。打底層膜層厚度依次為:0、0.08、0.16、0.33、0.58、1.08 kW·h,反射層膜層厚度為0.86 kW·h,生色層膜層厚度為2.5 kW·h。
工藝二:以反射層膜層厚度作為變量,膜層逐漸加厚,打底層與生色層膜層厚度不變,共做6組樣品,依次對比色牢度的變化。結構色工藝不鍍打底層或打底層膜層厚度過薄會無法形成結構色。反射層膜層厚度依次為:0.25、0.42、0.83、1.33,1.84、2.55 kW·h,打底層膜層厚度為0.58 kW·h,生色層膜層厚度為2.5 kW·h。
工藝三:以生色層膜層厚度作為變量,膜層逐漸加厚,打底層與生色層膜層厚度不變,共做6組樣品,依次對比色牢度的變化。打底層膜層厚度為0.58 kW·h,反射層膜層厚度為0.86 kW·h,生色層膜層厚度為:0、0.5、1.5、2.5、3.5、4.5 kW·h。
以上樣品從1#開始編號,依次為1#~18#。
1.3 測試
結構色的色牢度指紡織品的顏色對加工和使用過程中各種作用的抵抗力。根據試樣的變色和未染色貼襯織物的沾色來評定色牢度等級,衡量織物的可加工性及耐用性。按照色牢度標準及檢測方式對耐摩擦色牢度、耐水洗色牢度、耐汗漬色牢度進行檢測,以探討Ti系結構色在織物上的結合牢度。在不影響結論的情況下,為簡潔起見,下述色牢度評級均展示最低等級。
1.3.1 耐水洗色牢度
按照AATCC 61—2013 1A《家庭和商業洗滌色牢度測試方法:加速法》進行測試。
1.3.2 耐汗漬色牢度
按照AATCC 15—2013(R2014)《耐汗漬色牢度》進行測試。
1.3.3 耐水色牢度
按照AATCC 107—2013(E2016)《耐水色牢度》進行測試。
1.3.4 耐摩擦色牢度
按照GB/T 3920—2008《紡織品 色牢度試驗 耐摩擦色牢度》進行測試。根據納米膜層在紡織物上沉積的特性,按照GB/T 250—2008《紡織品 色牢度試驗評定變色用灰色樣卡》對耐干摩擦變色牢度痕跡進行評級。
2 結果與討論
2.1 Ti系結構色打底層膜層厚度對色牢度的影響
圖1為打底層膜層厚度分別為0、0.58 kW·h的樣品耐水洗色牢度測試后的顯微鏡圖片。
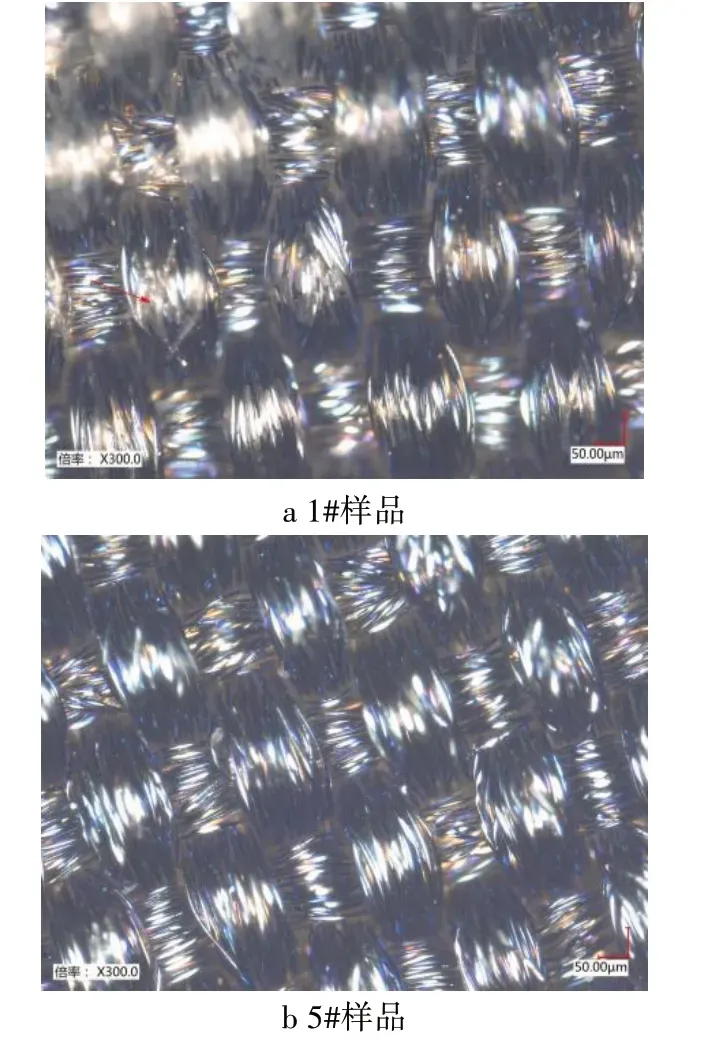
圖1 樣品耐水洗色牢度測試后的顯微鏡圖片
由圖1a可以看出,結構色工藝不鍍覆打底層TiN,皂洗、干、濕摩擦后均存在顏色脫落痕跡,色牢度不能滿足產品質量要求。由圖1b可以看出,鍍覆一定厚度的打底層后,色牢度結果更優。
濺射功率是影響鍍膜產品色牢度的主要因素之一。在一定范圍內,濺射功率越大,膜層附著力越大。濺射功率越大,意味著濺射電流、電壓越高,高的濺射電壓使電離離子撞擊的靶材粒子具有更高的能量,從而使基材的結合力更強[5]。由表2可以看出,結構色工藝中不鍍覆打底層,色牢度表現最差,皂洗后檢測樣品存在斑狀顏色脫落痕跡;當打底層膜層厚度逐漸增加至0.16 kW·h時,結構色的色牢度達到最佳;繼續增加打底層膜層厚度,色牢度經檢測未繼續得到提升。
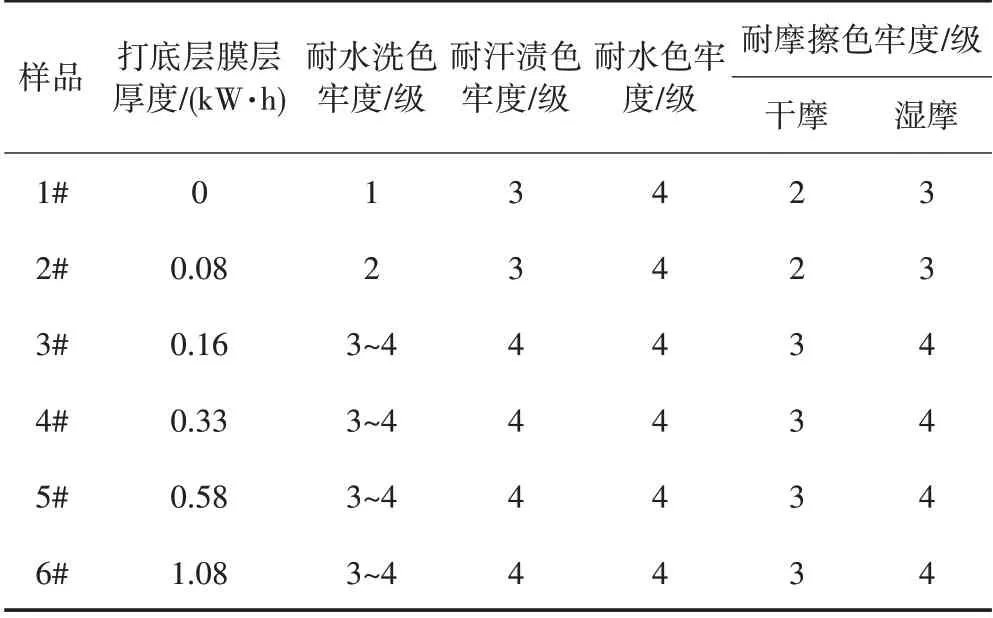
表2 不同打底層膜層厚度樣品的色牢度
2.2 Ti系結構色反射層膜層厚度對色牢度的影響
反射層在結構色膜層中屬于中間膜層,其對色牢度的影響主要體現在與打底層、生色層的結合牢度上。不同反射層膜層厚度樣品的色牢度見表3。
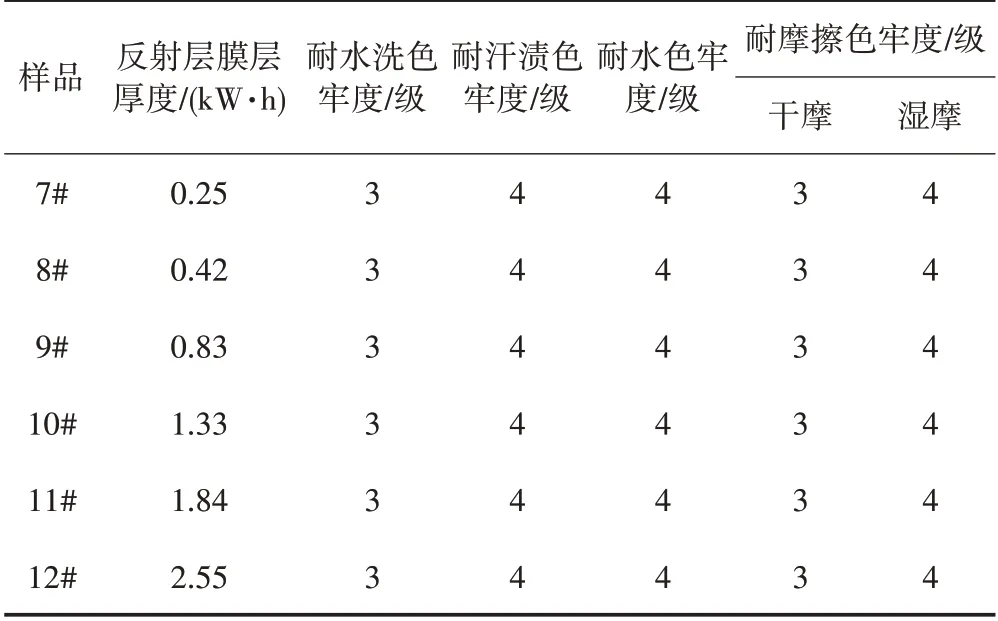
表3 不同反射層膜層厚度樣品的色牢度
由表3可以看出,在鍍覆0.58 kW·h的打底層后,變化反射層膜層厚度對結構色整體色牢度無影響。當反射層膜層厚度為0.25 kW·h時,由于反射層厚度較薄,反射亮度相對較低,結構色顏色亮度偏暗;反射層膜層厚度為0.42 kW·h及以上時,結構色顏色正常。對比而言,結構色工藝反射層膜層厚度為0.42 kW·h時,結構色的色牢度及顏色達到最佳;繼續增加反射層膜層厚度,不影響色牢度結果。為了方便控制,后續工藝采用0.86 kW·h。
2.3 Ti系結構色生色層膜層厚度對色牢度的影響
結構色工藝中,調整生色層的膜層厚度能產生各種色彩。生色層的厚度通常是先確定所需顏色,再根據目標色調節生色層的膜層厚度。由表4可以看出,隨著生色層膜層厚度的增加,耐干、濕摩擦色牢度呈下降趨勢,耐干摩擦變色牢度先下降后上升,其余檢測項目無明顯區別。這是由于生色層在結構色工藝中通過疊加膜層層數來增加膜層厚度,層數越多,耐摩擦色牢度越差。隨著膜層的疊加,膜層在纖維粗糙多孔隙表面形成了多角度的復合光,少量膜層脫落對整體顏色的影響越來越弱,進而表現為耐干摩擦變色牢度有所回升。
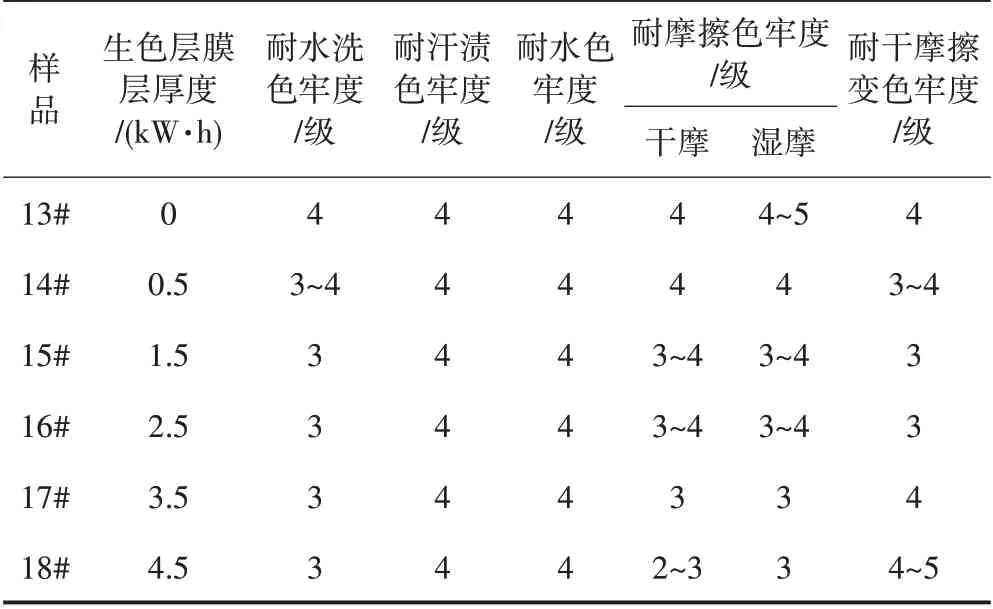
表4 不同生色層膜層厚度樣品的色牢度
3 結論
(1)春亞紡Ti系結構色的色牢度主要受打底層膜層厚度的影響,當鍍覆膜層耗電量逐漸增加,達到0.16 kW·h后,色牢度達到最佳,并基本穩定在該水平,不再隨著打底層膜層厚度的增加而明顯變化。
(2)春亞紡Ti系結構色的色牢度不受反射層膜層厚度變化的影響,反射層膜層厚度小于0.42 kW·h時,結構色顏色偏暗;大于0.42 kW·h時,結構色顏色相對較鮮艷。
(3)隨著生色層膜層厚度的增加,春亞紡Ti系結構色的耐摩擦色牢度逐漸變差,耐干摩擦變色牢度先下降后上升。
猜你喜歡
哲學評論(2021年2期)2021-08-22 01:53:34
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農藥(2019年2期)2019-07-13 05:55:12
模具制造(2019年3期)2019-06-06 02:10:54
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年9期)2015-02-28 18:56:50
石油化工應用(2014年8期)2014-03-11 17:40:03
