拍照掃描測量技術(shù)在檢測弱剛性半框工件弧長中的應(yīng)用
2021-08-26 06:44:16郭國解松喻秀
金屬加工(冷加工) 2021年8期
郭國,解松,喻秀
天津輕工職業(yè)技術(shù)學(xué)院機(jī)械工程學(xué)院 天津 300350
1 序言
某特殊用途的大直徑、弱剛性框環(huán)由兩個半框拼接而成,設(shè)計人員對框環(huán)的周長要求較高,在加工過程中需要嚴(yán)格控制單個半框的內(nèi)圓弧長,以保證拼接后所得整框的內(nèi)圓周長,半框工件實物如圖1所示。因半框內(nèi)圓弧長對框環(huán)的精度要求較高,設(shè)計人員要求半框的弧長公差為±0.3mm。
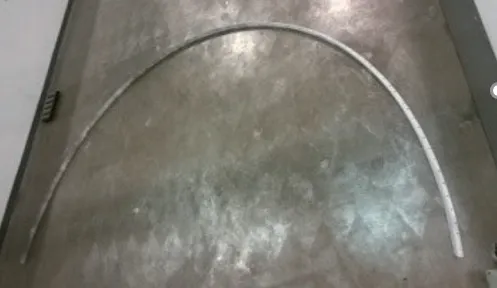
圖1 半框工件
該半框的內(nèi)型面是理論半徑為2504mm的圓柱面,工件尺寸較大,且厚度較薄,是一種大直徑、弱剛性的工件。該半框由滾彎加工而成,由于滾彎加工過程會使工件產(chǎn)生拉伸變形,所以為了得到弧長合格的產(chǎn)品,需要在滾彎加工后,測量其內(nèi)弧長,根據(jù)測量結(jié)果去掉多余長度,然后進(jìn)行檢驗,得到最終的產(chǎn)品。因此,產(chǎn)品滾彎后的準(zhǔn)確測量,是保證產(chǎn)品精度的關(guān)鍵。
半框截面相關(guān)尺寸如圖2所示。半框為細(xì)長結(jié)構(gòu),其截面為L形,寬度為46mm,高度為75mm,最大厚度不足8mm,剛性較弱。將半框自由狀態(tài)平放于平臺上,其圓度較差,無法采用常用的三坐標(biāo)測量機(jī)擬合圓,通過半徑和圓心角推算的方法測量其弧長。目前,該生產(chǎn)環(huán)節(jié)采用傳統(tǒng)的對比樣板的方法進(jìn)行測量,會存在較大測量誤差,無法為生產(chǎn)提供準(zhǔn)確有效的數(shù)據(jù),導(dǎo)致產(chǎn)品超差嚴(yán)重,影響后續(xù)的使用功能。
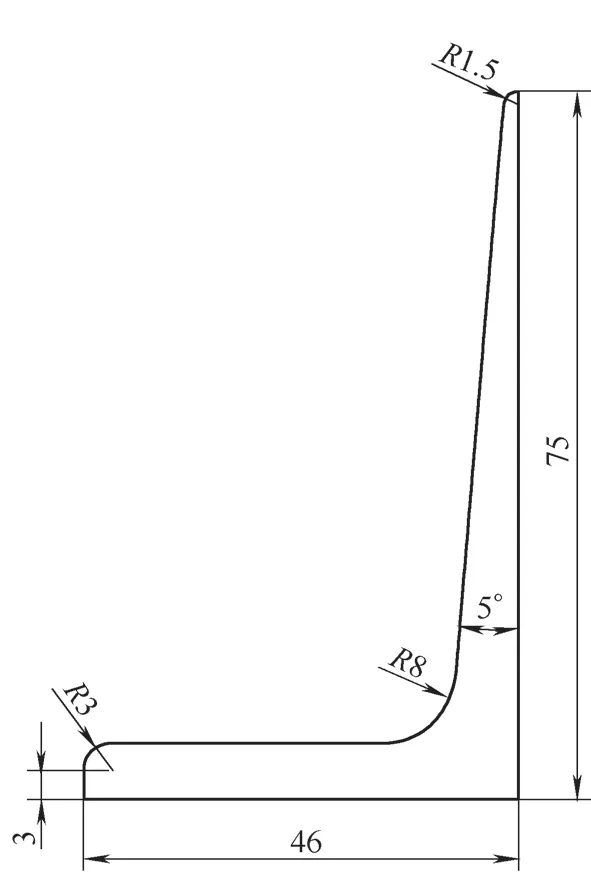
圖2 半框截面尺寸
針對上述問題,我們通過探索與試驗,應(yīng)用DPA+拍照式三維掃描測量技術(shù),實現(xiàn)了大直徑、弱剛性半框弧長的測量。并經(jīng)過重復(fù)測量試驗,評定測量不確定度,驗證了測量方法的準(zhǔn)確性和有效性。
2 內(nèi)圓弧長檢測方法
目前,行業(yè)內(nèi)測量大直徑內(nèi)圓弧長的方法主要有3種:樣板輔助測量法、三坐標(biāo)擬合圓法以及三坐標(biāo)掃描測量法。現(xiàn)對這3種方法逐一進(jìn)行介紹。
2.1 樣板輔助測量法
樣板輔助測量法是一種較為傳統(tǒng)的弧長檢測方法,這種測量方法在定性的檢驗中應(yīng)用較多。其測量原理是將樣板和產(chǎn)品置于平臺上,將樣板的外弧面與產(chǎn)品的內(nèi)弧面進(jìn)行貼合,產(chǎn)品與樣板的首端對齊,采用輔助夾具夾緊,使用游標(biāo)卡尺或者樣板自帶的刻度測量二者尾端的長度差。根據(jù)樣板的長度和二者的長度差,換算得到半框的內(nèi)弧長。這種測量方法原理簡單、操作方便,但是在實際使用過程中,檢測精度不高。測量過程主要包含了以下檢測誤差:樣板自身弧長存在誤差;半框與工件首端存在對齊誤差;二者貼合不緊引入的誤差;尾端的測量誤差。目前,采用這種測量方法的半框,在后續(xù)使用環(huán)節(jié)中,產(chǎn)品的精度難以滿足使用功能,返修率較高。
2.2 三坐標(biāo)擬合圓法
目前,行業(yè)內(nèi)多使用三坐標(biāo)測量機(jī)檢測弧長,使用的測量方法為擬合圓法。其原理為:將弧形工件平置于平臺上并進(jìn)行裝夾定位;通過使用三坐標(biāo)測量機(jī)在內(nèi)弧面上均布采集數(shù)據(jù)點,將數(shù)據(jù)通過算法進(jìn)行擬合圓,得到內(nèi)弧圓心位置和半徑值;通過探測工件首尾兩端的端面,獲取工件的圓心角;利用測量得到的半徑值和圓心角計算弧長。這種測量方法對于圓度較好的工件,檢測精度較高,且原理簡單、操作方便,在行業(yè)中應(yīng)用較廣。因本文所研究的半框工件剛性較弱,圓度誤差較大,采用擬合得到圓的半徑推算弧長存在較大的偏差,所以該測量方法無法應(yīng)用于大直徑、弱剛性半框弧長的檢測。
2.3 三坐標(biāo)掃描測量法
三坐標(biāo)掃描測量法是一種特殊的測量方法,測量原理為:掃描前設(shè)置掃描路徑(圓)和掃描點間隔(μm級),使用接觸式掃描測針高密度自動掃描工件的內(nèi)弧面,掃描完成后利用掃描獲得的總點數(shù)和掃描間隔計算半框弧長。這種測量方法精度較高,可以滿足常規(guī)產(chǎn)品的測量需求。但是半框圓度較差,在掃描半框的過程中,三坐標(biāo)測量機(jī)因?qū)嶋H掃描路徑與理論設(shè)置的掃描路徑偏差太大,頻繁報錯,無法完成對工件的掃描。因而,該測量方法也無法應(yīng)用于大直徑、弱剛性半框弧長的檢測。
3 試驗過程
本文通過探索,嘗試使用DPA測量技術(shù)與拍照掃描技術(shù)相結(jié)合的方法測量半框內(nèi)弧長,并進(jìn)行了重復(fù)測量試驗。
3.1 測量原理
拍照式三維掃描儀是將光源投影到被測量物體的表面上,利用光學(xué)拍照定位技術(shù)和光柵原理,獲得工件表面的點云數(shù)據(jù)。在測量時,光柵投影特定編碼的結(jié)構(gòu)光到被測物體上,光柵條紋受到物體表面形狀的調(diào)制,其相位關(guān)系會發(fā)生變化,然后經(jīng)過數(shù)字圖像處理,并對圖像進(jìn)行相位計算,利用三角形測量原理和匹配技術(shù),算出視區(qū)內(nèi)像素點的坐標(biāo),形成一批點云數(shù)據(jù)。拍照掃描之前,需要在工件表面粘貼指定規(guī)格的標(biāo)記點,輔助軟件將多批點云數(shù)據(jù)進(jìn)行拼接,最終形成完整的點云模型。
本文所使用的三維掃描儀為高精度白光拍照式三維掃描儀,其精度參數(shù)為0.02mm/500mm。半框理論半徑為2504mm,計算理論弧長為7866.55mm。若直接采用拍照測量機(jī)進(jìn)行測量,則理論上整體累計誤差到達(dá)0.31mm,檢測誤差較大。
針對上述問題,采用D PA測量技術(shù)與拍照掃描技術(shù)相結(jié)合的方法。DPA測量技術(shù)是一種高精度的數(shù)碼攝影測量技術(shù),利用工業(yè)級數(shù)碼相機(jī)實現(xiàn)對空間點的高精度定位,D PA測量系統(tǒng)的精度為(23+7L)μm(L為產(chǎn)品長度,單位為m)。
DPA測量技術(shù)與拍照掃描技術(shù)相結(jié)合,即先利用高精度的DPA測量系統(tǒng)對半框(標(biāo)記點)進(jìn)行整體高精度定位,獲取標(biāo)記點模型。然后使用拍照測量機(jī)進(jìn)行掃描,獲取半框的細(xì)節(jié)數(shù)據(jù)。這種測量方法理論上可以將測量累計誤差控制在0.08mm以內(nèi),檢測精度有了大幅提升。
3.2 獲得半框標(biāo)記點模型
為了確保測量的準(zhǔn)確性,需要對測量環(huán)境進(jìn)行控制。在整個測量過程中,測量條件均滿足:測量室內(nèi)氣溫18~22℃,濕度45%~55%,且現(xiàn)場無振動、無強(qiáng)光干擾。
測量之前,先進(jìn)行準(zhǔn)備工作。首先將半框置于高精度的平臺上,確保半框內(nèi)弧面與底面垂直。在被測框環(huán)上粘貼標(biāo)記點,控制相鄰兩標(biāo)記點的間距在100mm以內(nèi)。然后在工件周圍布置編碼點和比例尺,要求編碼點的間隔在500mm以內(nèi),兩個比例尺應(yīng)避免平行放置,如圖3所示。其中,標(biāo)記點是內(nèi)圓為3mm的標(biāo)準(zhǔn)件,用于標(biāo)記和定位;編碼點用于輔助點位;比例尺是兩條標(biāo)準(zhǔn)長度的桿,用于尺寸的校準(zhǔn)。

圖3 準(zhǔn)備工作
準(zhǔn)備工作完成后,利用DPA相機(jī)進(jìn)行拍照,獲取標(biāo)記點、編碼點和比例尺照片信息,將照片導(dǎo)入OPTOCAT測量軟件中,通過處理,去掉編碼點和無效雜點,形成標(biāo)記點模型,如圖4所示。標(biāo)記點模型是由標(biāo)記點構(gòu)成的數(shù)據(jù)點組合,用于拍照測量機(jī)測量過程中相鄰兩幅畫面的拼接。

圖4 標(biāo)記點模型
3.3 獲得半框工程模型
使用拍照測量機(jī)對半框內(nèi)弧面進(jìn)行逐段拍照掃描(見圖5),在整個測量過程中,半框的位置不能發(fā)生移動。整個工件拍照掃描完成后,使用軟件將所掃描的畫面拼接合成,并對局部小范圍的缺陷進(jìn)行補(bǔ)洞、重塑、光順等處理,最終得到半框內(nèi)型面的工程模型,如圖6所示。

圖5 逐段拍照掃描
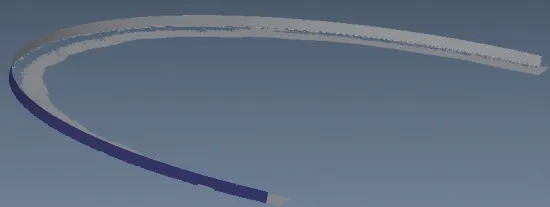
圖6 半框內(nèi)型面工程模型
3.4 獲取弧長數(shù)據(jù)
將半框工程模型導(dǎo)入Polyworks軟件中,通過提取相關(guān)數(shù)據(jù),構(gòu)建半框底面,并以底面為基準(zhǔn),建立單軸坐標(biāo)系,圓心設(shè)置在底面上,如圖7所示。
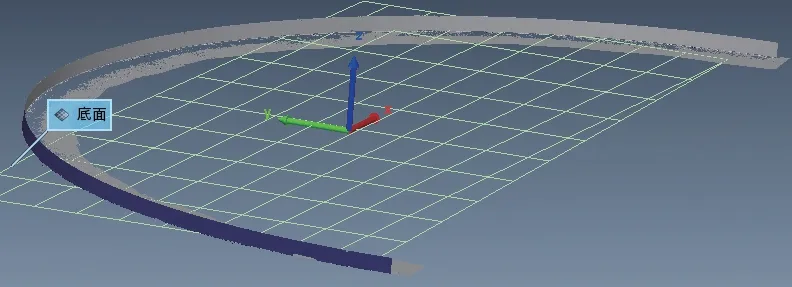
圖7 建立坐標(biāo)系
按照設(shè)計要求,需評價距離底面高度為10mm處的半框弧長。本文以底面為基準(zhǔn),創(chuàng)建距離底面為10mm的平行面,該平面與半框工程模型內(nèi)弧面的交線即為所要的弧線,如圖8所示。使用軟件評價該弧的長度,即為被測內(nèi)弧長。
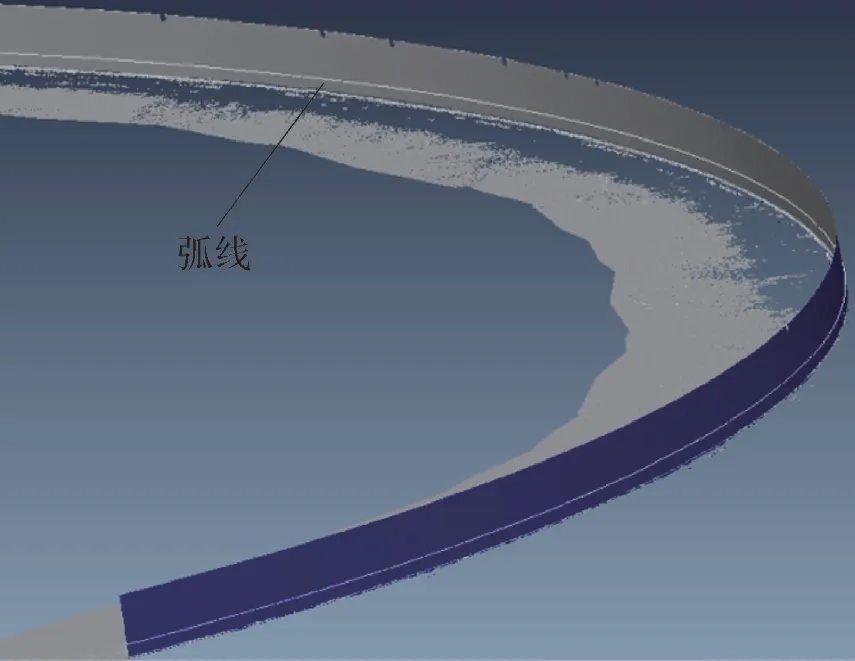
圖8 提取弧線示意
4 測量不確定度分析
通過分析,該測量方法的測量不確定度的來源主要包括兩個方面:測量重復(fù)性引入的測量不確定度u1、掃描測量儀精度引入的不確定度u2。
對于溫度、濕度和振動等環(huán)境因素,因試驗環(huán)境為三坐標(biāo)檢測室,為恒溫恒濕環(huán)境,且產(chǎn)品置于6m×6m的三坐標(biāo)配套的鑄鐵平臺上,沒有振動,所以本文對環(huán)境因素不作考慮。
(1)測量重復(fù)性引入的測量不確定度評定 使用DPA+拍照測量機(jī)對該半框工件進(jìn)行了6次測量,每次測量的測量方法一致。評定對應(yīng)的均值和標(biāo)準(zhǔn)差,測量結(jié)果見表1。

表1 測量結(jié)果
測量不確定度u1=σ/n1/2=0.063/61/2m m=0.026mm。
(2)設(shè)備不準(zhǔn)確引入的不確定度評定 設(shè)備的不確定度引入的標(biāo)準(zhǔn)不確定的分量按照B類方法評定。DPA+拍照測量機(jī)示值誤差范圍為(23+7L)μm,產(chǎn)品長度按照7.87m計算,按照均勻分布,則不確定度u2=(0.023+0.007×7.87)/31/2mm=0.045mm。
(3)合成不確定度評定 合成不確定度uc=(u12+u22)1/2=0.052mm。(4)擴(kuò)展不確定度評定 取置信概率P=95%,k=2。則擴(kuò)展不確定度U=k uc=2×0.052m m=0.104mm。
評定結(jié)果U=0.1 0 4 m m,小于設(shè)計要求的0.3mm,滿足檢測要求。
5 結(jié)束語
本文介紹了一種使用DPA+拍照掃描測量技術(shù)檢測大直徑、弱剛性半框內(nèi)弧長的方法,并進(jìn)行了6次重復(fù)測量試驗。通過分析和計算,最終得到擴(kuò)展不確定度為0.104mm(k=2),滿足產(chǎn)品的測量要求,驗證了該方法的有效性,為精密測量技術(shù)人員測量同類產(chǎn)品提供了一種有效、可靠的解決方案。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
