加氫裝置反應系統小接管失效分析及對策
2021-08-25 02:03:36鄧文
設備管理與維修 2021年14期
鄧 文
(四川石化有限責任公司,四川成都 611930)
0 引言
2018 年大檢修期間,某公司的350 萬噸/年柴油加氫精致裝置改造為300 萬噸/年柴油加氫裂化裝置,改造后滿足環保要求,實現產品質量升級,貼合市場需求,降低柴汽比,優化乙烯、重整進料組成,提高企業競爭力。裝置改造后開工高溫硫化階段,反應器溫度320 ℃(恒溫),操作壓力7.35 MPa,循環氫(H2)中硫化氫H2S 濃度36 000×10-6。在巡檢過程中,發現該循環氫脫硫塔入口分液罐頂部壓力表引線小接管失效開裂(圖1):長度約80 mm,裂紋呈軸向,有大量含硫化氫的循環氫噴出。

圖1 樣品外貌
正常工況下失效部位主要技術參數:操作壓力7.3 MPa,操作溫度50 ℃,介質為循環氫(不含水,含硫化氫約30 000×10-6),規格Ф26.7 mm×5.56 mm,材料為ASME S A106 B,交貨狀態為正火。
1 小接管失效理化分析
1.1 宏觀檢查
對樣品進行宏觀檢查,未見有明顯的塑性變形,裂紋較直,打開裂紋后發現其內壁垢物較多。打開樣品穿透裂紋,斷口未見剪切唇,裂紋源位于焊接接頭附件的管子內壁側,裂紋源上未見明顯缺陷,具有較典型的一次性脆斷特征。
1.2 化學成分分析
對樣品進行化學成分分析(表1):樣品成分均不滿足ASME SA106B 的要求,與設計選材不符,但是滿足ASME SA337 中對P22 鋼管的要求。
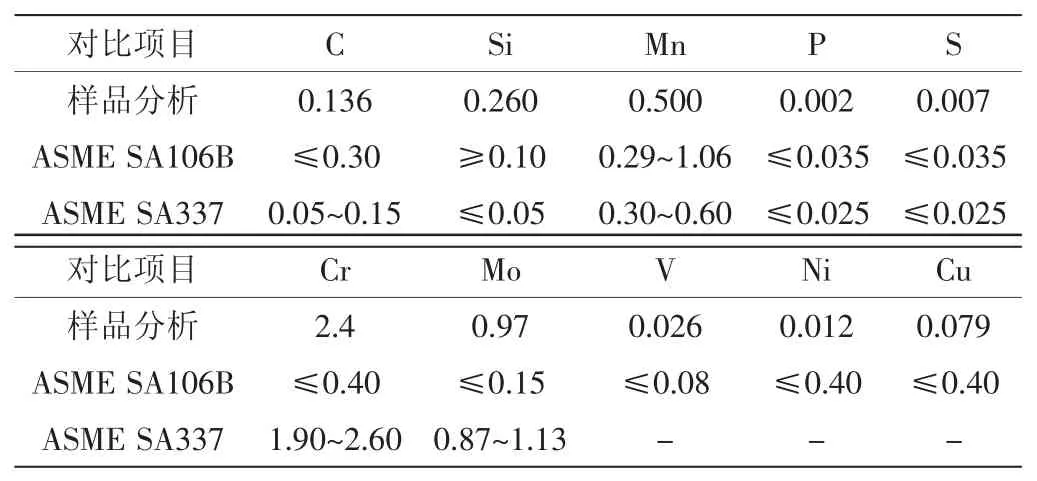
表1 化學成分分析結果 %(w.t.)
1.3 金相分析
(1)金相組織。對樣品的原狀態和重新熱處理狀態(正火處理950 ℃×0.75 h,回火處理720 ℃×0.75 h)進行金相組織分析,樣品原狀態組織為馬氏體+貝氏體,經熱處理(正火+回火)后組織為回火貝氏體。
(2)裂紋金相。沿樣品上裂紋的一端環向截取金相試樣,裂紋基本與內外表面垂直,裂紋以穿晶擴散為主,局部有沿晶特征。裂紋斷口微觀分析為裂紋源,放大后斷裂面很平,為脆性解理斷裂,未見有冶金缺陷存在。斷口的發展區域也具有脆性斷裂特征,斷裂面上可以觀察到有較多的氫致裂紋。
1.4 硬度測試
對金相試樣進行硬度測試,硬度較高(315.7~382.5 HV),而經過重新熱處理后硬度正常(203.7~210.5 HV)。
1.5 X-射線能譜分析
將未清洗的斷口進行能譜分析和金相試樣能譜分析,主要腐蝕性元素均為硫和氧,其中硫含量高達16.16%、氧含量高達40.66%。進一步進行X 射線衍射分析,XRD(X 射線衍射儀技術)分析圖譜顯示接管內壁結垢物主要為Fe3S4和單質S。
2 小接管失效工藝分析
循環氫脫硫塔入口分液罐的功能是將進入脫硫塔的循環氫進行氣液分離,氣相介質(H2/H2S)從分液罐頂部進入循環氫脫硫塔,液體從下部排出。開裂小接管為分液罐頂部壓力表引壓管,在正常運行情況下短管中介質為含少量硫化氫的循環氫,不含液相水,因此不會形成濕硫化氫環境。在失效小接管投入運行4 年多的時間內,反應器沒有更換過催化劑,因此沒有經歷過催化劑硫化工藝過程,不存在濕硫化氫環境。
加氫催化劑硫化處理的目的是使催化劑金屬組分從氧化態轉變為硫化態,顯著提高其活性、穩定性和選擇性,最大限度發揮加氫催化劑的作用。催化劑硫化分為器內硫化和器外硫化,國內大多數煉油廠仍采用器內預硫化方式。根據硫化載熱體的不同,器內硫化又分為濕法硫化和干法硫化。濕法硫化也稱液相硫化,是先將液體硫化劑溶于輕餾分油中形成硫化油,然后進入反應器內與加氫催化劑接觸進行硫化反應。干法硫化也稱為氣相硫化,該法不需制備硫化油,而是將硫化劑與氫氣混合后一起進入催化劑床層。無論是濕硫化還是干硫化工藝,在硫化反應過程中都會生成硫化氫和水。
本次檢修期間反應器更換了新的催化劑,開工前采用濕硫化工藝進行催化劑預硫化,硫化過程中生產的硫化氫和液相水(一般情況下,一個200~300 萬噸/年的加氫裝置一次催化劑預硫化需要用約3000 kg 的硫化劑,產生水約200~300 kg),被硫化油攜帶從反應器流出,其中大多數集聚在熱高分和熱低分罐底部被定時排放,但仍有一部分液相水可能會被循環油帶入循環系統的其他設備(如高壓空冷器)或管線(包括開裂部位),從而形成局部濕硫化氫環境。
3 小接管失效結論
小接管失效裂紋形貌、斷口特征及斷口腐蝕產物性質與SSCC(Sulfide Stress Corrosion Cracking,硫化物應力腐蝕開裂)特性相吻合,啟裂部位位于小接管與主管相連的焊縫附近內壁(距角焊縫熱影響區約4.5 mm),由于焊接殘余應力具有隨距離衰減較快的特性,因此焊接殘余應力對應力腐蝕裂紋的萌生影響不大,內壓7.3 MPa 所產生的環向應力起到主要作用。由于預硫化過程中接管內部存在濕硫化氫環境且小接管強度高,金相組織中存在淬硬馬氏體,對SSCC 非常敏感,在內壓作用下,接管內壁萌生應力腐蝕裂紋(軸向),裂紋啟裂后沿短管軸向以較快的速度擴展并最終導致泄漏。
4 防腐蝕對策
(1)加強工藝管理。從工藝措施考慮,采用循環氫脫硫工藝減少循環氫中的硫化氫含量,可有效降低硫化氫的累計影響,減少對設備及管線的腐蝕,延長其使用壽命。高壓臨氫系統的反應部分、分離氣中,硫化氫濃度有大幅度的降低,可以有效緩減硫化氫對設備的腐蝕。開停工階段,結合設計理念,制定科學的統籌方案:嚴格按照升降溫/壓力曲線,控制升降壓力及溫度速度;同時增加采樣分析頻次,嚴格控制硫化氫濃度,監控液態水產生量,盡可能避免形成高濃度濕硫化氫腐蝕環境。
(2)加強施工建設改造管理。對于新建和改擴建項目設計時,必須充分考慮硫化氫分布、操作溫度和操作壓力等情況,合理選擇抗濕硫化氫腐蝕材料。同時加強施工監造,避免使用質量與設計不符的材料。
(3)消除應力處理。鋼材的硬度越高,對SSCC 及SOHIC(Stress-oriented Hydrogen-induced Cracking,應力導向氫致開裂試驗)就越敏感。焊接設備及構件,必須進行焊后熱處理,消除焊接殘余應力,有效降低焊縫及熱影響區的硬度,可以防止濕硫化氫應力腐蝕開裂。
(4)加強日常腐蝕管理。根據濕硫化氫分布部位,制定防腐蝕策略和監控方案,定期組織對小接管完好性檢查。主要內容:檢查其材料是否符合設計要求,焊縫是否有焊瘤、咬邊、夾渣或裂紋等缺陷;定制組織定點測厚,監控小接管是否存在腐蝕減薄現象。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
制造業自動化(2017年2期)2017-03-20 14:26:13
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
設備管理與維修(2015年12期)2015-04-09 06:57:24
