承壓設備用焊接材料標準對比研究
2021-08-25 02:03:34孫凡雅
設備管理與維修 2021年14期
孫凡雅
(中國石油大慶石化公司,黑龍江大慶 163000)
0 引言
承壓設備作為特種設備之一,其所使用的焊接材料,應具有更高的技術要求。做好承壓設備技術標準化、完善相應的技術準備工作是非常必要的。
1 承壓設備用中外焊接材料的國家標準
焊接材料的國家標準代表了各個國家焊接材料的普遍水平。中國焊接材料標準與世界各國相比是較為齊全的。中國較為完善的焊接材料標準為我國承壓設備用焊接材料行業標準的編寫做好了鋪墊。
1.1 焊條國家標準
美國、日本、歐洲作為工業體系十分先進的國家及地區,其焊接材料的國家標準也更為先進、齊全,在世界范圍內具有很強的影響力。其中,歐洲標準對國際標準影響更大,很多歐洲標準在產生后很快就成為國際標準。此外,日本對中國出口焊材量最大,品種也較為豐富,因而日本國家標準對我國焊材國家標準也有較大影響。我國焊條國家標準的編制過程中,較多地參考了美國在此方面的相關規定。另外,我國埋弧焊用不銹鋼焊絲和焊劑的國家標準的編制是以日本為主要參考對象。中外焊條國家標準對比見表1。

表1 中外焊條國家標準對比
1.2 焊絲國家標準
焊絲國家標準主要有兩類:一是冶金系統編制的、市場能充分供應的GB/T 14957—1994、GB/T 14958—1994 和YB/T 5092—2005,二是以美國國家標準為基礎編制的GB/T 81108—1995。中外焊絲國家標準對比見表2。
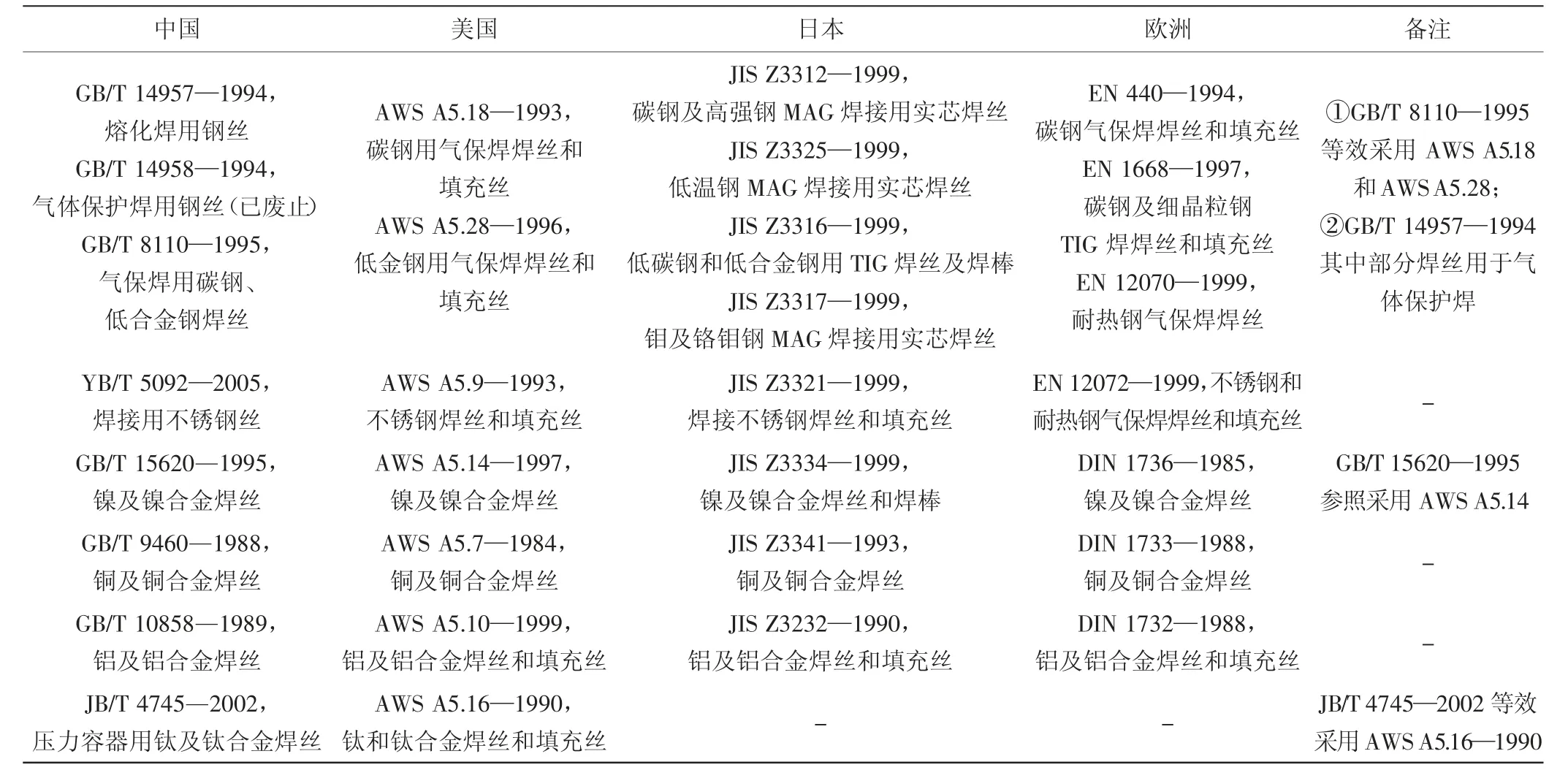
表2 中外焊絲國家標準對比
1.3 我國焊接材料標準缺陷
與美、日等國家的焊材國家標準進行對比分析,可發現中國的焊材國家標準還存在一些缺陷和不足之處。
我國焊絲國家標準是針對常見焊接方法制定的、具備通用性、普遍性的焊絲標準,并沒有針對不同焊接方法專用焊絲制定專門的國家標準。在此方面,日本將焊絲國家標準劃分得更加細致,如TIG(Tungsten Inert Gas,非熔化極氣體保護電弧焊)用焊絲標準、MAG(Metal Active Gas Arc Welding,熔化極活性氣體保護電弧焊)用焊絲標準等,而我國國家標準中并未嚴格區分這兩種用途。
我國焊材國家標準中,沒有區分焊絲與填充絲,缺少專門的焊絲與填充絲標準。焊絲與填充絲的技術要求和化學成分存在區別,前者可充作填充絲,但后者在一些情況下不能作為焊絲使用。國際上,美國和日本實現了焊絲與填充絲標準的區分。
1.4 承壓設備對焊接材料的要求
焊接材料國家標準是對焊材的通用性要求,本身具有普遍性。承壓設備作為特種產品,對焊材有專門的特殊要求,通用的焊材國家標準無法滿足承壓設備的制造及安全需要。
中國編制的承壓設備焊材標準,對承壓設備焊材技術要求進行了詳細規定。而國外是將焊材國家標準作為產品最低技術要求,各家生產商則利用高技術要求的產品樣本,來滿足特種設備需求。
2 中外焊接材料對比
中外焊材對比主要是各級標準對比,國家標準是針對焊材做出通用的、普遍的、基礎性要求,而產品樣本可視作企業產品標準。對比各國焊材技術水平,一般是參照焊材廠產品樣本上的產品牌號,其上有各廠的技術要求,這些要求大多高于國家標準。本文以四川某焊接材料生產公司A、天津某焊材制造公司B作為中國代表產品:A 廠以生產電焊條、焊絲、焊劑為主,產品樣本中將承壓設備用鋼焊條技術條件單獨列出;B 廠有200 余種焊材產品,焊條產量位于國內前列。同時,選取國外3 家有代表性的焊材公司,分別是美國HOBART、日本神戶制鋼所和瑞典ESAB 公司,這3 家公司均為世界知名廠商,焊材質量、技術、產量都位于世界前列,產品也已在中國市場內廣泛流通。因焊材特性較多,此處只分析熔敷金屬化學成分及力學性能,并將其中外標準進行對比。
受時代影響,我國承壓設備用焊材統一牌號沿用至今,這是中國獨有的,國內焊材生產、使用相關人員對其也較為熟悉。但在市場經濟影響下,統一牌號受到沖擊,一些焊材廠對此進行了修改,外資企業則另有自己的牌號規定。
中美低合金鋼焊條國家標準中,均包含帶有“-G”的型號,這是對不屬于該標準體系范圍焊條的另案處理。若焊條金屬化學成分中,某一合金元素達到“-G”型號規定范圍,即可將此焊條歸類為“-G”。帶“-G”型號的焊條對硫、磷含量不做要求,也不規定熔敷金屬沖擊韌性。
總體來看,碳鋼焊條、不銹鋼焊條的熔敷金屬化學成分及性能,各國標準、各廠牌號間基本相同,不同之處在于焊接工藝、使用范圍等方面。但在低合金高強度鋼焊條上,國際差異較大,各國標準、各廠牌號間各有不同,其使用范圍、焊接工藝性能等方面也存在較大差異。此外,低溫鋼焊條,國內外標準也存在很大不同,國內以錳、鎳為主,國外焊條則會加入鈦、硼元素,以獲取低溫韌性。
對比國內兩家公司和國外3 家公司的焊條牌號,并進行分類統計分析后可知,日本神鋼焊條低氫型藥皮焊條高達67%,交直流兩用的低氫型藥皮焊條占總量61%,此種焊條焊接工藝性較強,受到焊工的廣泛歡迎,且有利于環保。美國HOBART 低氫型藥皮焊條為82%,交直流兩用占總量31%,與日本神鋼差距非常顯著。中國兩家公司交直流兩用焊條較少。
日本焊條國家標準規定了彎曲試驗相關內容,而中、美、歐洲均未要求做彎曲試驗。歐洲提出了熔敷金屬抗拉強度的上限值與下限值,我國標準較歐洲更為嚴格。
3 對我國承壓設備用焊接材料的展望
我國承壓設備用碳鋼焊條、低合金強度鋼焊條品種較少,與美、日相比,鈦鐵礦型、鐵粉氧化鐵型等相對少見。就國際行業發展趨勢而言,承壓設備焊材的實際需求多種多樣,我國應在承壓設備焊接要求的基礎上,適當擴大焊條渣系范圍,增加焊條種類。
屬于“-G”型號的焊條,國內已在合金化體系技術上進行焊條的研發,產品也投入工業化生產,并獲得了良好的反響,部分企業標準可與國際知名廠商比肩,但總體來看,熔敷金屬中磷含量還需進一步減少。
為適應承壓設備的長輸管道建設,我國應加快開發并完善低氫型藥皮焊條、定位焊專用焊條等。同時應推廣低塵焊條、耐吸潮焊條,以加強勞動保護,提高生產效率。
我國承壓設備低溫鋼焊條牌號較少,相對落后于國際水平。就低合金耐熱型焊條而言,國內外合金體系相同,合金成分、力學性能差距較小,但國產鉻鉬鋼焊條與日本產品依然存在一定差距。
國際上不銹鋼焊條的合金化體系,各國間幾乎沒有差異,但在耐腐蝕性能、焊接工藝等方面有一定區別。瑞典ESAB 公司生產的不銹鋼焊條,均有鐵素體數標識,且具有較好的操作性能。國內不銹鋼焊條應改善操作性能、熔敷金屬抗裂性能,開發高效不銹鋼焊條。
4 結語
通過對比承壓設備用焊接材料的中外標準,分析美國、日本和歐洲的焊材國家標準,總結我國焊材特點,指出了中國焊材標準的不足,對未來承壓設備用焊材發展進行了預測。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
專用汽車(2016年4期)2016-03-01 04:13:43
Coco薇(2015年1期)2015-08-13 02:23:50
消費者報道(2014年7期)2014-07-31 11:23:57
玩具(2009年10期)2009-11-04 02:33:14
